一种满装轴承滚动体装填口的磨削加工夹具及加工设备的制作方法
1.本发明涉及轴承领域,具体涉及一种满装轴承滚动体装填口的磨削加工夹具及加工设备。
背景技术:
2.轴承作为机械领域重要的支撑和传动部件,主要用于传递径向载荷。满装轴承是其中一种,满装轴承即在轴承内圈与外圈之间填充更多的滚动体,基本实现满装,减小滚动体与滚动体之间的间隙,并提高轴承的承载能力。
3.众所周知,常规轴承在装配滚动体的过程中,往往先将内圈放入外圈,并将内圈相对于内圈径向偏置,留出足够空间将全部滚动体放入,之后逐步调整各个滚动体之间的间隙,并最后安装保持架以保持滚动体之间的间隙。
4.但在满装轴承中,由于滚动体数量过多,无法采用内圈径向偏置的形式完全装入。因此在满装轴承中通常采用开设填球口的形式来实现滚动体的装配,也即在轴承内圈外侧、及轴承外观内侧分别加工缺口,两个缺口对齐时共同构成完整填球口,用于滚动体通过。
5.填球口的加工通常采用磨削形式加工,在加工过程中需要对轴承套圈进行可靠的定位和夹持。轴承套圈通常采用车削形式加工,但车削加工所使用的夹具显然不适合填球口的磨削加工。并且由于轴承的规格众多,不同规格轴承的套圈尺寸差异较大,需要分别设置配套的夹具,生产成本很高。
技术实现要素:
6.本发明要解决的技术问题是提供一种满装轴承滚动体装填口的磨削加工夹具及加工设备,在保证加工质量的前提下,提高设备的通用性,简化设备的调试程序,降低生产成本。
7.为了解决上述技术问题,本发明提供的技术方案如下:一种满装轴承滚动体装填口的磨削加工夹具,包括基准件和定位件,所述定位件相对于基准件的位置可调;所述的基准件包括底板和导磁件,所述的导磁件分布在底板上;其中的导磁件由铁磁性材料制成,底板由非铁磁性材料制成。
8.夹持时,导磁件被励磁单元磁化,并吸附轴承套圈。采用磁场吸附形式对轴承套圈进行夹持固定,不仅可以在保证可靠夹持的前提下,提高夹具的通用性,简化设备调整程序,降低生产成本;还能减少常规夹持形式中夹具对轴承套圈表面光洁度或整体结构的影响,在最大程度上保证产品质量。
9.由于底板不导磁,励磁单元激发的磁场被迫聚集至导磁件区域,进而增强了导磁件区域的磁场,可以增强夹持的可靠性。
10.作为优选,所述的导磁件呈条形,可以以较小的导磁件截面积,提高导磁件在基准件上的覆盖面积,在保证增强磁场强度效果的前提下,可以适应的更多产品规格。
11.作为优选,所述的定位件与基准件之间设有第二调整组件,所述的第二调整组件包括第二调整槽和第二锁紧组件,所述的第二调整槽设置在定位件或基准件上。
12.作为优选,所述的定位件呈长条形,所述定位件的数量至少为两个,且至少其中两个定位件之间的设置方向不平行,两个定位件共同配合对轴承套圈进行径向定位。
13.作为优选,所述定位件的一端为接触端,所述的接触端设有触头。
14.作为优选,所述的接触端设有两个并行设置的夹持臂,两个所述的夹持臂之间形成夹持空间;两个所述的夹持臂之间还设有用于调整两个夹持臂间距的第三锁紧组件;所述的触头部分设置在夹持空间内。
15.触头选用耐磨性能更好的材质制作,在于轴承套圈解除时磨损较小,定位精度也更高。另外触头通过两个夹持臂夹持,在触头磨损至一定程度后可进行触头的更换。
16.作为优选,每一所述的定位件上还设有角度调整组件,所述的角度调整组件包括至少两个沿定位件长度方向依次分布的调整单元;所述的调整单元包括顶升杆,所述顶升杆的作用端朝向基准件设置,且所述顶升杆可相对于定位件进行轴向调整;步骤二与步骤三之间,检查每一触头与对应轴承套圈外侧面接触位置的贴合情况,并根据触头与轴承套圈外侧面的贴合度,调整各顶升杆相对于定位件的位置。
17.角度调整组件可以通过调整定位件相对于基准件安装角度的方式,调整触头与轴承套圈外侧面的贴合程度,改善触头与轴承套圈之间的受力情况,可以减小磨削加工过程触头对轴承套圈外侧面光洁度的破坏,提高产品质量。
18.一种满装轴承滚动体装填口的磨削加工设备,其特征在于:包括励磁单元、磨削单元、及如上所述的磨削加工夹具,其中所述的导磁件与励磁单元对应。
19.作为优选,还包括机座,所述的励磁单元设置在机座上,所述的基准件与机座可拆连接。
20.作为优选,所述的基准件与机座之间设有第一调整组件,所述的第一调整组件包括第一调整槽和第一锁紧组件,所述的第一调整槽设置在基准件或机座上。
附图说明
21.图1为本实施例满装轴承滚动体装填口的磨削加工设备的剖视图;
22.图2为本实施例满装轴承滚动体装填口的磨削加工设备的正视图;
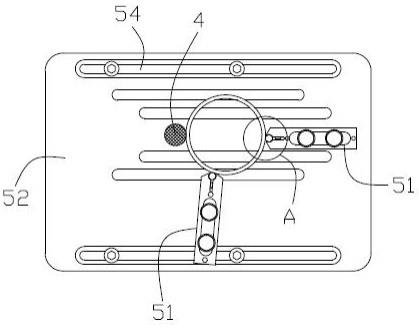
23.图3为本实施例满装轴承滚动体装填口的磨削加工设备另一状态的正视图;
24.图4为图3中a处的局部放大图;
25.图5为本实施例满装轴承滚动体装填口的磨削加工设备中定位件的结构示意图;
26.图6为本实施例满装轴承滚动体装填口的磨削加工设备中角度调整组件的工作原理图。
具体实施方式
27.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
实施例
28.如图1所示,一种满装轴承滚动体装填口的磨削加工设备,包括励磁单元1、磨削单元4和夹具5,其中的夹具5包括基准件52和定位件51,所述定位件51相对于基准件52的位置可调。基准件52部分或全部由铁磁性材料制成,夹持时,基准件52被励磁单元1磁化,并吸附轴承套圈3。
29.作为一种具体的实施方式,如图1-图3所示,所述的基准件52包括底板522和导磁件521,所述的导磁件521分布在底板522上。其中的导磁件521由铁磁性材料制成,底板522由非铁磁性材料制成。由于底板522不导磁,励磁单元1激发的磁场被迫聚集至导磁件521区域,进而增强了导磁件521区域的磁场,可以增强夹持的可靠性。具体的,导磁件521选用硅钢或与轴承套圈材料相同的轴承钢,底板522可以选用抗磁性材料,例如黄铜。
30.如图1-图3所示,所述的导磁件521呈条形,可以以较小的导磁件521截面积,提高导磁件521在基准件52上的覆盖面积,在保证增强磁场强度效果的前提下,可以适应的更多产品规格。
31.采用磁场吸附形式对轴承套圈3进行夹持固定,不仅可以在保证可靠夹持的前提下,提高夹具5的通用性,简化设备调整程序,降低生产成本。还能减少常规夹持形式中夹具5对轴承套圈3表面光洁度或整体结构的影响,在最大程度上保证产品质量。
32.如图1-图3所示,所述的通用性磨削加工设备还包括机座2,所述的励磁单元1设置在机座2上,所述的基准件52与机座2可拆连接,其中的励磁单元1可以为电磁铁。所述的基准件52与机座2之间设有第一调整组件54,所述的第一调整组件54包括第一调整槽542和第一锁紧组件541,所述的第一调整槽542设置在基准件52或机座2上。作为一种具体的实施方式,所述的第一调整槽542设置在基准件52上,机座2上设有螺纹孔。第一锁紧组件541包括螺栓,螺栓穿过第一调整槽542后与螺纹孔连接。
33.如图1-图3所示,所述的定位件51与基准件52之间设有第二调整组件53,所述的第二调整组件53包括第二调整槽531和第二锁紧组件532,所述的第二调整槽531设置在定位件51或基准件52上。作为一种具体的实施方式,第二调整槽531设置在定位件51上,基准件52上设有螺纹孔,第二锁紧组件532包括螺栓,螺栓穿过第二调整槽531后与螺纹孔连接。
34.第一调整组件54和第二调整组件53共同配合,实现轴承套圈3的精确定位和可靠夹持。
35.如图3和图4所示,所述的定位件51呈长条形,所述定位件51的数量至少为两个,且至少其中两个定位件51之间的设置方向不平行,两个定位件51共同配合对轴承套圈3进行径向定位。
36.如图3-图5所示,所述定位件51的一端为接触端513,所述的接触端513设有两个并行设置的夹持臂512,两个所述的夹持臂512之间形成夹持空间。两个所述的夹持臂512之间还设有用于调整两个夹持臂512间距的第三锁紧组件511。所述的接触端513设有触头514,所述的触头514部分设置在夹持空间内,并与定位件51可拆连接。
37.作为一种具体的实施方式,如图3-图5所示,所述的触头514呈柱状,夹持空间内设有与触头514匹配的柱形安装区域,柱形安装区域靠近接触的设置,并在接触端513开口。对应的触头514安装在柱形安装区域内,触头514的外侧面部分从柱形安装区域暴露,并伸出接触端513,用于与轴承套圈3接触。由于触头514呈柱形,在触头514外侧面部分磨损后,可
以通过转动触头514的形式,将磨损部分移入夹持空间内,同时未磨损部分伸出接触端513,提高触头514的使用寿命。
38.触头514选用耐磨性能更好的材质制作,在于轴承套圈3解除时磨损较小,定位精度也更高。另外触头514通过两个夹持臂512夹持,在触头514磨损至一定程度后可进行触头514的更换。
39.如图6所示,每一所述的定位件51上还设有角度调整组件55,所述的角度调整组件55包括至少两个沿定位件51长度方向依次分布的调整单元。所述的调整单元包括顶升杆,所述顶升杆的作用端朝向基准件52设置,且所述顶升杆可相对于定位件51进行轴向调整。
40.角度调整组件55可以通过调整定位件51相对于基准件52安装角度的方式,调整触头514与轴承套圈3外侧面的贴合程度,改善触头514与轴承套圈3之间的受力情况,可以减小磨削加工过程触头514对轴承套圈3外侧面光洁度的破坏,提高产品质量。
41.需要说明的是,为了更好的体现角度调整组件55的工作方式和调整效果,图6中采用了夸大画法。实际生产过程中,触头514与轴承套圈3外侧面的间隙较小,对应角度调整组件55的调整范围也较小,对第二调整组件53的影响也很小。
42.一种满装轴承滚动体装填口的磨削加工夹具及加工设备,至少包括以下步骤:
43.步骤一首先根据轴承类型和型号,通过第一调整组件54调整基准件52相对于机座2的位置。然后根据轴承的型号,通过第二调整组件53调整定位件51相对于基准件52的位置。第一调整组件54的作用是进行夹具5的粗调,第二调整组件53的作用是进行夹具5的精调。
44.步骤二将待加工的轴承套圈3放入夹具5,其中基准件52与轴承套圈3的端部接触,对轴承套圈3进行轴向定位,定位件51与轴承套圈3外侧面接触,对轴承套圈3进行径向定位。励磁单元1激发磁场,底板522与导磁件521共同配合,增强导磁件521区域的磁场,将轴承套圈3吸附在导磁件521上。
45.励磁单元1可以在轴承套圈3相对于夹具5定位完成后进行励磁吸附,也可以先完成对轴承套圈3的励磁吸附,在进行轴承套圈3相对于夹具5的微调。
46.步骤三磨削单元4对轴承套圈3进行磨削加工。
47.步骤四励磁单元1停止工作,取下加工完成的轴承套圈3。
48.进一步的,在步骤二与步骤三之间,检查每一触头514与对应轴承套圈3外侧面接触位置的贴合情况,并根据触头514与轴承套圈3外侧面的贴合度,调整各顶升杆相对于定位件51的位置。
49.总之,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1