一种正时齿轮室加工用具有双面打磨功能的打磨装置的制作方法
1.本实用新型涉及正时齿轮室加工技术领域,具体为一种正时齿轮室加工用具有双面打磨功能的打磨装置。
背景技术:
2.现今正时齿轮室是汽车发动机的主要配件之一,由曲轴正时齿轮、凸轮轴齿轮等构成,来起到对配件的防护限位,生产过程中需要打磨装置对正时齿轮室进行抛光作业,保证正时齿轮室表面的光滑性,减少正时齿轮室被氧化降低使用寿命。
3.市场上的正时齿轮室加工用打磨装置技术主要依靠简单旋转运动与加压方式进行打磨抛光,但正时齿轮室的上下两面均需要进行打磨,在打磨时,还需将正时齿轮室进行翻转,增加操作人员的操作强度。
技术实现要素:
4.本实用新型的目的在于提供一种正时齿轮室加工用具有双面打磨功能的打磨装置,以解决上述背景技术中提出的市场上的正时齿轮室加工用打磨装置技术主要依靠简单旋转运动与加压方式进行打磨抛光,但正时齿轮室的上下两面均需要进行打磨,在打磨时,还需将正时齿轮室进行翻转,增加操作人员的操作强度的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种正时齿轮室加工用具有双面打磨功能的打磨装置,包括:
6.主体,所述主体的上端顶部设置有驱动电机;
7.机箱,其设置于所述主体的下端底部;
8.夹紧机构,其设置于所述主体的内部两侧;
9.夹紧弧板,其竖直设置于所述主体的中端两端;
10.旋转盘,其活动设置于所述主体的内部中心处;
11.所述主体包括:
12.上打磨板,其设置于所述主体的上端顶部;
13.液压直杆,其设置于所述上打磨板的下端底部;
14.下打磨板,其设置于所述液压直杆的下端底部。
15.优选的,所述上打磨板通过液压直杆和下打磨板构成液压传动结构,且液压直杆设置有四组。
16.优选的,所述下打磨板和旋转盘构成包裹结构,且下打磨板和旋转盘呈内嵌式同心圆状分布。
17.优选的,所述夹紧机构包括:
18.滑槽,其开设于所述下打磨板的上端两侧;
19.液压推杆,其被包裹设置于所述滑槽的内壁处;
20.嵌合滑块,其设置于所述液压推杆的内侧处。
21.优选的,所述滑槽沿下打磨板的中轴线处呈对称状分布,且滑槽和嵌合滑块构成滑动结构。
22.优选的,所述液压推杆通过嵌合滑块和夹紧弧板构成传动结构,且嵌合滑块和夹紧弧板构成固定结构。
23.优选的,所述夹紧弧板沿下打磨板的中轴线处呈对称状分布,且夹紧弧板设置有两组。
24.与现有技术相比,本实用新型的有益效果是:该正时齿轮室加工用具有双面打磨功能的打磨装置,采用多个机构之间的相互配合,功能性强,可以利用液压推杆将正时齿轮室固定住,然后使正时齿轮室的下端的旋转盘和正时齿轮室下底面进行接触,并利用旋转盘的旋转,来对下表面进行打磨抛光处理,而在上端同样设置有可以进行升降的上打磨板,可以将上表面进行打磨抛光,来进行同步进行双面处理。
25.1.本实用新型,整个上打磨板和下打磨板作为该打磨装置的主要结构,并在中侧处设置有液压直杆,来上打磨板逐渐靠近正时齿轮室的上表面,并在上打磨板和下打磨板的中侧处,设置着活动嵌入的旋转盘,可以利用旋转盘的旋转,来对上端的正时齿轮室表面进行打磨处理,以保证该正时齿轮室的双面打磨作业。
26.2.本实用新型,夹紧机构以滑槽作为外侧结构,在滑槽的内侧设置有水平的液压推杆,通过液压推杆的推动,来推动与滑槽相配合的嵌合滑块进行移动,同步推动嵌合滑块上端的夹紧弧板进行移动,并利用夹紧弧板的特殊形状,来从两侧将正时齿轮室进行包裹夹紧,将正时齿轮室进行固定住,来保证正时齿轮室的放置稳定。
附图说明
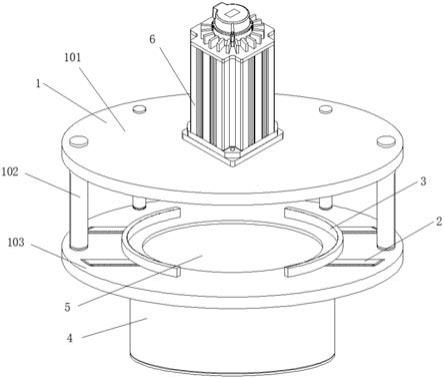
27.图1为本实用新型立体结构示意图;
28.图2为本实用新型旋转盘俯视结构示意图;
29.图3为本实用新型夹紧机构俯视内部结构示意图。
30.图中:1、主体;101、上打磨板;102、液压直杆;103、下打磨板;2、夹紧机构;201、滑槽;202、液压推杆;203、嵌合滑块;3、夹紧弧板;4、机箱;5、旋转盘;6、驱动电机。
具体实施方式
31.如图1所示,本实用新型提供一种技术方案:一种正时齿轮室加工用具有双面打磨功能的打磨装置,包括:主体1,主体1的上端顶部设置有驱动电机6;机箱4,其设置于主体1的下端底部;旋转盘5,其活动设置于主体1的内部中心处;主体1包括:上打磨板101,其设置于主体1的上端顶部;液压直杆102,其设置于上打磨板101的下端底部;下打磨板103,其设置于液压直杆102的下端底部,上打磨板101通过液压直杆102和下打磨板103构成液压传动结构,且液压直杆102设置有四组,下打磨板103和旋转盘5构成包裹结构,且下打磨板103和旋转盘5呈内嵌式同心圆状分布,整个上打磨板101和下打磨板103作为该打磨装置的主要结构,并在中侧处设置有液压直杆102,来上打磨板101逐渐靠近正时齿轮室的上表面,并在上打磨板101和下打磨板103的中侧处,设置着活动嵌入的旋转盘5,可以利用旋转盘5的旋转,来对上端的正时齿轮室表面进行打磨处理,以保证该正时齿轮室的双面打磨作业。
32.如图2-3所示,本实用新型提供一种技术方案:一种正时齿轮室加工用具有双面打
磨功能的打磨装置,夹紧机构2,其设置于主体1的内部两侧;夹紧弧板3,其竖直设置于主体1的中端两端;夹紧机构2包括:滑槽201,其开设于下打磨板103的上端两侧;液压推杆202,其被包裹设置于滑槽201的内壁处;嵌合滑块203,其设置于液压推杆202的内侧处,滑槽201沿下打磨板103的中轴线处呈对称状分布,且滑槽201和嵌合滑块203构成滑动结构,液压推杆202通过嵌合滑块203和夹紧弧板3构成传动结构,且嵌合滑块203和夹紧弧板3构成固定结构,夹紧弧板3沿下打磨板103的中轴线处呈对称状分布,且夹紧弧板3设置有两组,夹紧机构2以滑槽201作为外侧结构,在滑槽201的内侧设置有水平的液压推杆202,通过液压推杆202的推动,来推动与滑槽201相配合的嵌合滑块203进行移动,同步推动嵌合滑块203上端的夹紧弧板3进行移动,并利用夹紧弧板3的特殊形状,来从两侧将正时齿轮室进行包裹夹紧,将正时齿轮室进行固定住,来保证正时齿轮室的放置稳定。
33.综上,该正时齿轮室加工用具有双面打磨功能的打磨装置,使用时,首先操作人员先将正时齿轮室放置于下打磨板103中部的旋转盘5上端,之后再启动型号为sc100
×
500tc的液压推杆202,推动与滑槽201相配合的嵌合滑块203进行移动,同步推动嵌合滑块203上端的夹紧弧板3进行移动,并利用夹紧弧板3的特殊形状,来从两侧将正时齿轮室进行包裹夹紧,将正时齿轮室进行固定住,来保证正时齿轮室的放置稳定,然后再启动型号为bwy18-9-2.2kw的驱动电机6,以及机箱4内的电机,来分别使上打磨板101和下打磨板103内侧中心处的旋转盘5进行旋转,使下端的旋转盘5来对正时齿轮室下表面进行打磨处理,之后再通过同型号为sc100
×
500tc的液压直杆102,来使上打磨板101逐渐靠近正时齿轮室上表面,来对正时齿轮室进行双面打磨作业,打磨完成后,将上打磨板101升起,并使电机停止运行,使液压推杆202带动夹紧弧板3向外侧进行移动,然后将双面打磨完成的正时齿轮室取下即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1