一种带空隙夹层的铸铁模的制作方法
1.本实用新型涉及一种高炉炼铁配套辅助设备的易损件,特别是一种用于铸铁机带空隙夹层的铸铁模。
背景技术:
2.铸铁机为钢铁企业必不可少的辅助设备,其作用是将高炉或非高炉炼铁工艺产出的铁水连续浇铸为铁块,主要解决因炼钢系统发生意外故障时,及时将炼铁高炉产出的铁水连续铸造成铁块,保证炼铁高炉生产的连续正常进行,同时也可有效解决高炉铁水异地运输中安全问题及铁水降温带来的大量电耗问题。属国内外钢铁企业必备的铁水连续浇铸设备。
3.铸铁模约占铸铁机整机重量的35%,是铸铁机的关键易损件。铸铁模固定在传动链带上,约1400℃的高温铁水经铁水流槽流入铸铁机的铸铁模内,铸铁模内铁水随着链带的移动经喷淋水冷却区域冷却铸成铁块,铁块脱离铸铁模时温度约550℃,铸铁模再次返回到浇铸点时温度降低到250℃左右。可见铸铁模在工况条件下,长期处于交变热负荷,工作条件十分恶劣,易出现热疲劳裂纹或断裂,停机更换频繁发生,影响铸铁机综合生产能力。国内同行业对铸铁模的结构设计也都进行了一些不同程度的优化,材质选用上不断探索尝试,实验过灰铸铁、球墨铸铁、耐热铸铁、低碳铸钢等,还有尝试在铸铁模内腔复合耐火材料的、工作层叠加耐热钢的,这些改进都取得有一定的效果,但都不是很理想,主要表现在铸铁模寿命不达预期,设备运行成本高。为此,开发一种更长寿命铸铁模非常迫切、必要。
技术实现要素:
4.针对上述铸铁模在使用过程中易出现热疲劳裂纹或断裂的技术问题,本实用新型提供一种带空隙夹层的铸铁机铸铁模。
5.本实用新型的技术方案为:
6.该铸铁模包括底层工作层和底层,工作层和底层之间设置空隙层,工作层和底层通过穿钉、支撑块焊接连接。工作层采接触高温铁水用耐热钢,底层采用一般工程用铸造碳钢。穿钉、支撑块采用铬镍奥氏体抗氧化用钢。穿钉、支撑块两端分别与工作层、底层焊接连接。
7.一种带空隙夹层的铸铁模,包括底层,工作层,所述底层和工作层之间设置空隙层,底层和工作层之间设置固定支撑连接。
8.所述底层和工作层之间底部通过穿钉焊接固定连接。
9.所述底层和工作层上边缘四周位置通过支撑块焊接固定连接。
10.所述穿钉焊接为钉穿过底层和工作层,穿钉两端使用塞焊缝焊接。
11.所述工作层的厚度为底层厚度的二分之一。
12.所述底层材质采用zg230-450碳钢。
13.所述工作层材质采用铬镍奥氏体抗氧化用钢或低碳低合金耐热钢。
14.所述底层和工作层之间用的穿钉、支撑块材质为铬镍奥氏体抗氧化用钢。
15.所述塞焊缝材质为铬镍奥氏体抗氧化用钢。
16.相对于现有技术,工作层和底层之间设置的空隙层,在铸铁生产时大量的喷淋到铁块上的冷却水会进入到工作层和底层之间的空隙层中,同时对工作层和底层起冷却作业,降低工作层和底层热负荷,从而提高铸铁模热疲劳寿命,减少铸铁模更换次数,铸铁模使用寿命提高了3.5倍以上,相应减少了铸铁机停机维修时间,节约了人工工时,铸铁机的综合生产能力明显提高,使用厂家的设备运行成本大大降低,经济效益明显。
附图说明
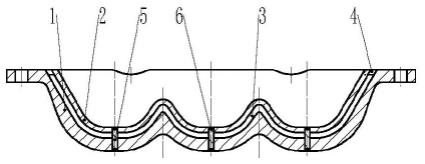
17.图1是本实用新型的主视剖视结构示意图。
18.图2是本实用新型的俯视图。
19.图3是本实用新型的左视剖视结构示意图。
20.图4是本实用新型塞焊缝焊接局部放大示意图a。
21.图5是本实用新型塞焊缝焊接局部放大示意图b。
22.其中:1、底层,2、工作层,3、空隙层,4、支撑块,5、穿钉,6、塞焊缝。
具体实施方式
23.下面结合附图和具体实施方式对本实用新型作进一步详细说明。
24.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图,对本实用新型中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的其他所有实施方式,都属于本实用新型保护的范围。
25.因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式,基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
26.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
27.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
28.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
29.如图1-3所示,一种铸铁机带空隙夹层铸铁模,包括底层1,工作层2,底层1和工作
层2之间设置空隙层3,底层1在空隙层3的下层,工作层2位于空隙层的上层,工作层2上部用于存储需要冷却成铁块的铁水。
30.底层1和工作层2通过穿钉5、支撑块4焊接连接,焊接连接焊材材质为铬镍奥氏体抗氧化用钢,支撑块4位于底层1和工作层2上边缘四周位置,穿钉5位于底部位置,穿钉5两端使用塞焊缝6焊接。
31.如图4和图5塞焊缝示意图,所示底层1和工作层2装配穿钉5的位置均为通孔,穿钉5上端面与工作层2上轮廓面平齐,穿钉5下端面与底层1下轮廓面平齐,工作层2通孔上口加工有焊接坡口,底层1通孔下口加工有焊接坡口,上下两个焊接坡口处使用塞焊缝6焊接方式焊接;同样的方式,所示底层1和工作层2装配穿钉5的位置均为通孔,穿钉上端面比工作层2上轮廓面低一些,穿钉下端面比底层1下轮廓面高一些,穿钉上下两端空位用塞焊缝6焊接方式焊接。
32.当铁水流入到铸铁模内时,喷淋冷却水进入底层1和工作层2之间的空隙层3内,对工作层2和底层1进行冷却,起到对底层1和工作层2的降温作用。
33.底层1采用一般工程用铸造碳钢,铸造碳钢底层1优选采用zg230-450碳钢。
34.工作层2材质为铬镍奥氏体抗氧化用钢,优选采用06cr19ni10不锈钢,厚度为铸造碳钢基体1厚度的二分之一。考虑到不同用户承受能力,工作层2材质也可选择低碳低合金耐热钢astm/wc系列,譬如wc1、wc4、wc5、wc6、wc9。
35.穿钉5、支撑块4是连接底层1和工作层2的关键点,材质选择铬镍奥氏体抗氧化用钢,优选采用06cr19ni10不锈钢。
36.塞焊缝6采用与铬镍奥氏体抗氧化用钢工作层2相当的材质,优选为a102。若工作层2材质选择低碳低合金耐热钢astm/wc系列,譬如wc1、wc4、wc5、wc6、wc9,塞焊缝6亦采用与铬镍奥氏体抗氧化用钢相当的材质,优选为a102。
37.根据铸铁模工作时反复接受约1400℃的高温铁水工况,灰铸铁、球墨铸铁、耐热铸铁、低碳铸钢均难以承受长久服役,内腔复合耐火材料不耐铁水浸蚀,叠加式制造的铸铁模,由于工作层和基体层紧密贴合,散热条件差,工作层热负荷降不下来,使用寿命潜力没得到更好发挥,本发明带空隙夹层铸铁模,使用中冷却铁块的喷淋冷却水顺便进入空隙夹层,同时冷却工作层和底层,克服了现有铸铁模的不足。通过对铸铁模整体结构的设计创新,延长铸铁模的使用寿命,减少铸铁机停机维修时间,提高铸铁机的综合生产能力,也相应降低了铸铁机的运行成本。
38.以上所述的仅是本实用新型的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本实用新型整体构思前提下,还可以作出若干改变和改进,这些也应该视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1