一种可自动计时的平面研磨抛光机控制电路的制作方法
1.本实用新型属于硒化锌、硫化硒等红外光学晶体加工技术领域,更具体的,涉及一种可自动计时的平面研磨抛光机控制电路。
背景技术:
2.在现有的cvd硒化锌、硫化锌前端加工领域中,一般是将cvd毛坯板料进行平面铣磨后,再进行精磨、检测性抛光,完成检测抛光后对cvd硒化锌、硫化锌进行材料检测,以对材料进行等级划分。由于cvd硒化锌、硫化锌毛坯板料较大,一般使用600~1000mm直径的平面研磨抛光机进行研磨抛光。
3.平面研磨抛光机中一般设有主轴、摆轴和水泵。而现有的平面研磨抛光机电路为简单的自锁电路,只能实现简单的启动、停止。
4.精磨时间、抛光时间作为影响到成品的材料质量可靠性、成品的利用率、产品的利润空间的一个重要因素,在使用现有平面研磨抛光机进行抛光时,仅靠人工看守着计算,因人为因素导致时间控制的疏忽而使得产品质量不稳定。如图2所示,现有的工艺在进行板料精磨后进行精磨检测,时常有精磨不合格而精磨返工现象,在板料抛光后进行抛光检测,时常有抛光不合格而进行抛光返工现象。
5.并且当水泵出现故障停止时抛光液会停止供应,而主轴与摆轴并不会停止,这就会导致产品报废。
6.以上因素使得在工业规模化生产中需要大量的人力去看守平面研磨抛光机的运行、计算产品加工时间,而在设备机台较多的情况下,容易出现人为因素混乱,影响产生产的稳定性,同时对员工技能水平要求较高,不利于产品量产。
技术实现要素:
7.针对现有技术中存在的问题,本实用新型的目的是提供一种能准确控制cvd毛坯板料精磨、抛光时间的平面研磨抛光机控制电路。
8.为实现本实用新型目的,具体方案如下:
9.提供一种可自动计时的平面研磨抛光机控制电路,所述控制电路包括:控制主轴电机的主轴控制电路、控制摆轴电机的摆轴控制电路以及控制水泵的水泵控制电路;所述平面研磨抛光机控制电路还包括切换电路和计时器;所述切换电路包括第一继电器、第二继电器、接触器;所述第一继电器用于主轴电机的启动与停止;所述第二继电器用于摆轴电机的启动与停止;所述接触器用于控制水泵的启动与停止;所述接触器分别与所述第一继电器、所述第二继电器互锁;所述计时器与切换电路连接,用于发送切换信号至切换电路。
10.本方案中,通过控制计时器的时间,采用切换电路控制平面研磨抛光机主轴电机、摆轴电机的启停,并实现了水泵与主轴电机、摆轴电机的连锁控制。
11.进一步地,所述计时器采用时间继电器。
12.进一步地,所述时间继电器的线圈串联在主轴控制电路中,所述时间继电器的常
闭触点与平面研磨抛光机的控制主回路串联。
13.进一步地,所述水泵控制电路中设有热继电器,所述接触器的线圈与热继电器串联连接,所述接触器的线圈与接触器的第一组常开触点形成自锁。
14.进一步地,所述接触器的第三组常开触点串联在主轴控制电路中,所述接触器的第二组常开触点串联在摆轴控制电路中;所述接触器的主触点r、s、t分别串联在水泵主电路的三相线中。
15.进一步地,所述平面研磨抛光机的主轴电机采用变频器控制,所述第一继电器的线圈串联于主轴控制电路中,并与第一继电器的第一组常开触点形成自锁;所述第一继电器的第二组常开触点与控制主轴电机的变频器连接,控制主轴电机的启动与停止。
16.进一步地,所述平面研磨抛光机的摆轴电机采用变频器控制,所述第二继电器的线圈串联于摆轴控制电路中,并与第二继电器的第一组常开触点形成自锁;所述第二继电器的第二组常开触点与控制主轴电机的变频器连接,控制摆轴电机的启动与停止。
17.相对现有技术,本实用新型的有益效果在于:
18.本实用新型将水泵控制电路设计为联锁保护电路,在水泵没有启动或者故障停止时,主轴、摆轴都会停止或无法启动,保护产品不会因为没有抛光液导致干磨报废。
19.在电路中设计了计时器和切换电路,在主轴控制、摆轴控制采用了中间继电器,更改水泵的旋钮式控制为联锁控制,实现达到设定的工艺时间后,平面研磨抛光机控制电路自动控制主轴、摆轴、水泵停止动作。本控制电路大幅度减少了设备看守的人数,以及计算工艺时间的工作,对于规模化的生产具有极其重要的现实应用价值。
附图说明
20.构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
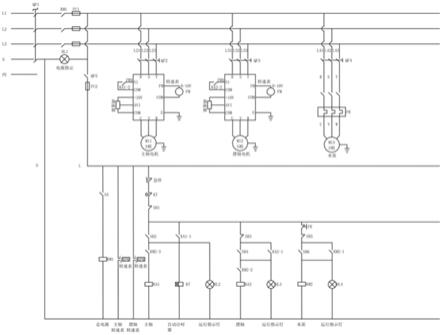
21.图1为本实用新型可自动计时的平面研磨抛光机控制电路原理图。
22.图2为现有平面研磨抛光工艺流程图。
23.图3为应用了本实用新型的平面研磨抛光工艺流程图。
具体实施方式
24.下面结合附图对本实用新型进行详细描述,本部分的描述仅是示范性和解释性,不应对本实用新型的保护范围有任何的限制作用。
25.实施例1
26.如图1所示,本实施例提供一种可自动计时的平面研磨抛光机控制电路。平面研磨抛光机控制电路包括控制主轴电机的主轴控制电路、控制摆轴电机的摆轴控制电路、控制水泵的水泵控制电路、切换电路和计时器。切换电路包括第一继电器ka1、第二继电器ka2以及接触器km2。计时器与切换电路连接,用于发送切换信号至切换电路。
27.作为一个具体的实施方式,计时器采用时间继电器,第一继电器、第二继电器均采用中间继电器。
28.在控制电路的主回路中设有急停开关,时间继电器kt的常闭触点与急停开关串联。
29.主轴控制电路中,第一继电器ka1用于主轴电机的启动与停止。具体地,主轴控制电路设有主轴启动开关sb2,第一继电器ka1的线圈串联于主轴控制电路中,并与第一继电器ka1的第一组常开触点ka1-1形成自锁;接触器km2的第三组常开触点km2-3与第一继电器ka1的线圈串联,接触器km2与第一继电器ka1形成互锁。主轴电机采用变频器控制,第一继电器的第二组常开触点ka1-2与控制主轴电机的变频器的多功能端连接,控制主轴电机变频器的使能来开启与关闭主轴。
30.时间继电器kt的线圈的两端分别连接接触器km2的一组常开触点km2-3与第一继电器ka1的线圈,主轴运行指示灯hl2与时间继电器kt的线圈并联设置。
31.摆轴控制电路中,第二继电器ka2用于摆轴电机的停止与启动。具体地,摆轴控制电路设有摆轴启动开关sb4,第二继电器ka2的线圈串联于摆轴控制电路中,并与第二继电器ka2的第一组常开触点ka2-1形成自锁;接触器km2的第二组常开触点km2-2与第一继电器ka2的线圈串联。摆轴电机采用变频器控制,第二继电器的第二组常开触点ka2-2与控制摆轴电机的变频器多功能端连接,控制摆轴电机的启动与停止。
32.摆轴运行指示灯的两端分别连接第二继电器ka2的一组常开触点ka2-1与第二继电器ka2的线圈。
33.水泵控制电路中设有串联连接的热继电器fr、水泵停止开关sb5、水泵启动开关sb6、接触器km2的线圈,第一组常开触点km2-1与水泵启动开关sb6并联,接触器km2的线圈与接触器的第一组常开触点km2-1形成自锁。
34.接触器的主触点r、s、t分别串联在水泵三相主电路中。
35.水泵运行指示灯与接触器km2的线圈并联。
36.本实施例的工作原理如下:
37.水泵启动开关sb6闭合,接触器km2线圈得电,水泵正常工作运行。
38.主轴启动开关sb2闭合,主轴第一继电器ka1线圈得电,时间继电器kt线圈通电,计时开始。
39.常开触点km2-1闭合,接触器km2形成自锁,持续得电。接触器的主触点r,s,t闭合,水泵正常启动。
40.常开触点km2-3闭合,主轴启动开关sb2闭合,第一继电器ka1的线圈得电,常开触点ka1-1闭合,第一继电器ka1实现自锁持续得电。常开触点ka1-2闭合,变频器控制主轴电机正常运行。
41.常开触点km2-2闭合,第二继电器ka2的线圈得电,常开触点ka2-1闭合,第二继电器ka2实现自锁持续得电。常开触点ka2-2闭合,变频器控制摆轴电机正常运行。
42.当达到设定时间时,时间继电器kt常闭触点动作,主控制回路断开,第一继电器ka1、第二继电器ka2、接触器km2均失电,主轴电机、摆轴电机、水泵均停止工作。
43.当水泵出现故障时,热继电器fr断开,接触器km2的线圈失电,其常开触点km2-1、km2-2、km2-3、接触器的主触点r、s、t断开,第一继电器ka1、第二继电器ka2、接触器km2均失电,主轴电机、摆轴电机、水泵均停止工作。
44.本实施例对现有的平面研磨抛光机电路进行改造,通过新的电路设计,实现了自动计时控制。该技术能够实现抛光自动计时,并保护产品加工时不会因为水泵停止导致抛光液、研磨液停止供应引起产品报废,同时能够有效的稳定抛光加工的工艺时间,对于工业
中大规模生产是极其有益的。
45.如图3所示,在生产工艺中应用了本实施例的技术方案后,在精磨检测和抛光检测中,基本不存在返精磨、返抛光现象,大大降低了不良率。
46.本实施例降低了操作人员的技能水平要求,大幅度减少重复自检的时间;减少人员培训、减少加工时间成本,提高生产效率。大幅度减少设备看守人数,以及人工计算工艺时间,对产品的稳定性有着极大的提高,同时实现了工业规模化生产。
47.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1