一种磁钢磨削装置的制作方法
1.本实用新型涉及的磁钢加工技术领域,尤其涉及一种磁钢磨削装置。
背景技术:
2.磁钢主要用于各种传感器、仪表、电子、机电、医疗、教学、汽车、航空、军事技术等领域,根据磁钢的金属成分构成不同,其磁性能也会不同,从而用途也不同。
3.目前磁钢会采用粉末冶金法进行生产制造,同时在生产完毕之后再通过磨削装置进行磨削加工。但是现有的磨削装置需要人工操作送料,人工成本较高。
技术实现要素:
4.(一)要解决的技术问题
5.本实用新型要解决的技术问题是提供一种磁钢磨削装置,其能对磁钢进行磨削加工,且可以自动上料,节约了人工成本。
6.(二)技术方案
7.本实用新型解决上述技术问题所采用的方案是一种磁钢磨削装置,包括工作台,所述工作台上设置有用于运送原料的送料机构、用于固定原料的固定机构、以及用于磨削原料的磨削机构;其中,所述送料机构包括振动盘、用于放置原料的放置件、用于驱动所述放置件至所述固定机构的安装端面的推料驱动件、以及用于将置于所述放置件上的原料推送至所述固定机构的顶料驱动件。
8.优选的,所述推料驱动件包括推料气缸,所述顶料驱动件包括顶料气缸。
9.优选的,所述工作台上设置有控制磁钢磨削装置工作或停止的控制器;且所述工作台设置有磨削加工后的废料的出料孔。
10.使用时,启动装置,则未加工的磁钢通过振动盘送入放置件处,通过推料驱动件将未加工的磁钢推送至固定机构的加工端的前端,再通过顶料驱动件将未加工的磁钢推送至固定机构上,之后,所述推料驱动件和所述顶料驱动件退至原位,等待后续磨削机构的磨削加工。
11.采用上述方案,能对磁钢进行磨削加工,且可以自动上料,节约了人工成本。
12.进一步的,所述工作台上设置有供所述放置件滑行的第一导轨。
13.具体的,所述第一导轨包括导轨面,且该导轨面与所述固定机构的安装端面平行设置。
14.采用上述方案,所述放置件可以沿着所述第一导轨并朝着所述固定机构做靠近或远离的方向做滑行运动,用于将未加工的磁钢推送至固定机构。
15.进一步的,所述放置件包括用于安装所述推料驱动件的第一安装部、以及用于安装所述顶料驱动件的第二安装部;且所述第一安装部和所述第二安装部垂直相交。
16.优选的,所述顶料驱动件靠近所述放置件的一端连接有顶料件。
17.优选的,所述顶料驱动件通过第四导轨连接在所述第二安装部上,且所述第四导
轨垂直于所述第一导轨设置,所述顶料驱动件沿着所述第四导轨往复滑行,便于将置于所述放置件上的磁钢推入固定机构上。
18.进一步的,所述放置件的顶部设置用于匹配原料的安装凹槽。
19.具体的,所述推送驱动件设于所述第一安装部的下端,所述顶料驱动件设于所述第二安装部的外端面;其中,所述推送驱动件用于将所述放置件驱动至固定机构的安装端面的前端,且,使得所述安装凹槽与所述固定机构的安装端面对齐,便于后续所述顶料驱动件的顶料件将未加工的磁钢推送至所述固定机构内。
20.进一步的,所述固定机构包括用于固定所述送料机构送入的原料的可转动的固定主轴、以及用于带动所述固定主轴做旋转运动的第一驱动机构。
21.具体的,所述固定主轴用于带动安装至其上的磁钢做旋转运动,使得磨削机构可以将磁钢的边缘磨削出台阶面。
22.进一步的,所述第一驱动机构包括套接在所述固定主轴上的第一皮带轮、以及设于所述第一皮带轮上端的第二皮带轮、用于连接所述第一皮带轮和所述第二皮带轮的第一皮带、以及给所述第二皮带轮以动力的第一伺服电机。
23.进一步的,所述固定主轴设置有用于匹配安装原料的安装轴孔。
24.优选的,所述安装轴孔和匹配安装至内的磁钢过盈配合,使得磁钢可以稳固安装在所述固定主轴上,不会脱离。
25.进一步的,所述磨削机构包括对置于所述固定机构上的原料进行磨削的磨削轮、用于安装所述磨削轮的转轴、以及给所述转轴以动力使其带动所述磨削轮同步旋转的第二驱动机构。
26.优选的,所述磨削轮的外端面具有对固定机构中的磁钢进行磨削的磨削面,且所述磨削轮的磨削面根据实际磁钢需要被修整呈的形状进行设置;且通过调整所述磨削轮的磨削面的尺寸来调整磁钢被磨削成的台阶部分的直径和长度,同时可以磨削轮的形状来磨削磁钢上任意斜度的台阶部分。
27.优选的,所述磨削轮为cbn砂轮;采用cbn砂轮,是其具有高硬度、高韧性,故其具有更佳的磨削能力、磨削更锋利;所述cbn砂轮具有耐高温、热稳定性好,故其在磨削过程中不会出现粘屑现象;所述cbn砂轮具有化学惰性强,故其不易和铁族元素产生化学反应;所述cbn砂轮具有导热性好,故其能将磨削热迅速导出,减少导轨热变形;所述cbn 砂轮具有磨削性能好、加工表面质量好,故其使被加工的导轨具有更高的加工精度;所述cbn砂轮具有耐磨性强,故其使用寿命长。
28.进一步的,所述第二驱动机构包括套接在所述转轴上的第三皮带轮、以及设于所述第三皮带轮上端的第四皮带轮、用于连接所述第三皮带轮和所述第四皮带轮的第二皮带、以及给所述第四皮带轮以动力的第二伺服电机。
29.进一步的,所述工作台上还设置有用于供所述磨削机构沿着平行于所述固定机构的安装端面的方向滑行的第二导轨。
30.优选的,所述工作台上设置有用于推送所述磨削机构沿着所述第二导轨滑行的第一气缸。
31.更进一步的,所述第二导轨的上端设置有供所述磨削机构滑行的第三导轨,且所述磨削机构可沿着所述第三导轨并沿着垂直于所述固定机构的安装端面的方向滑行;且所
述工作台上设置有用于所述磨削机构沿着所述第三导轨滑行的第二气缸。
32.优选的,所述工作台上还设置有用于冲洗所述磨削轮工作时产生的废料的冲洗机构。
33.具体的,启动装置,则未加工的磁钢通过振动盘送入放置件的安装凹槽内,通过推料驱动件将放置有磁钢的放置件沿着第一导轨推送至固定主轴的安装轴孔的正前端,再通过顶料驱动件将磁钢从安装凹槽推送至安装轴孔内,则所述推料驱动件和所述顶料驱动件退至原位;之后,第一气缸和第二气缸运行使得磨削轮靠近磁钢,运行第二伺服电机,第四皮带轮被带动旋转,同时由于第二皮带的作用,带动第三皮带轮转动,则转轴转动并带动磨削轮做同步旋转运动;在运行第二伺服电机的同时,操控第一伺服电机运行,第二皮带轮被带动旋转,且由于第一皮带的作用,带动第一皮带轮转动,则固定主轴转动并带动其内的磁钢做同步旋转运动;则磨削轮可以将磁钢的外端磨削出台阶面。其中,所述固定主轴的转速较慢,十转每分钟,所述磨削轮的转速较快,三千转每分钟。
34.(三)有益效果
35.与现有技术相比,本实用新型设计一种磁钢磨削装置,
36.(1)其通过振动盘对磁钢进行送料,可以自动送料,节约了人工成本;
37.(2)其通过磨削轮对磁钢进行磨削加工,提高了磁钢的精度;
38.(3)所述磨削轮设置有磨削面,可以根据实际磁钢需要被修整呈的形状进行设置;且通过调整所述磨削轮的磨削面的尺寸来调整磁钢被磨削成的台阶部分的直径和长度,同时可以磨削轮的形状来磨削磁钢上任意斜度的台阶部分。
附图说明
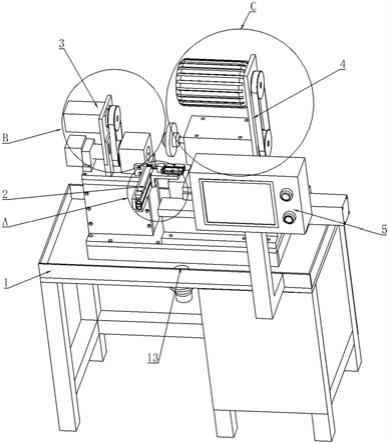
39.图1为本实施例的磁钢磨削装置的示意图;
40.图2为图1中a处放大示意图;
41.图3为图1中b处放大示意图;
42.图4为图1中c处放大示意图;
43.图5为本实施例的磁钢磨削装置的另一角度的示意图。
44.附图标记说明:1、工作台;11、第一导轨;12、第二导轨;13、出料孔;14、第一气缸;15、第三导轨;16、第二气缸;17、第四导轨;2、送料机构;21、放置件;211、第一安装部;212、第二安装部;213、安装凹槽;22、推料驱动件;23、顶料驱动件;231、顶料件;3、固定机构;31、固定主轴;311、安装轴孔;312、安装端面;32、第一皮带轮;33、第二皮带轮;34、第一皮带;35、第一伺服电机;4、磨削机构;41、磨削轮; 411、磨削面;42、转轴;43、第三皮带轮;44、第四皮带轮;45、第二皮带;46、第二伺服电机;5、控制器。
具体实施方式
45.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
46.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,
可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
47.本实施例:
48.如图1所示,本实施例的一种磁钢磨削装置,包括工作台1,所述工作台1上设置有用于运送原料的送料机构2、用于固定原料的固定机构3、以及用于磨削原料的磨削机构4;其中,所述送料机构2包括振动盘图中未示出、用于放置原料的放置件21、用于驱动所述放置件21至所述固定机构3的安装端面312的推料驱动件22、以及用于将置于所述放置件21 上的原料推送至所述固定机构3的顶料驱动件23。优选的,所述推料驱动件22包括推料气缸,所述顶料驱动件23包括顶料气缸。优选的,所述工作台1上设置有控制磁钢磨削装置工作或停止的控制器5;且所述工作台1 设置有磨削加工后的废料的出料孔13。使用时,启动装置,则未加工的磁钢通过振动盘送入放置件21处,通过推料驱动件22将未加工的磁钢推送至固定机构3的加工端的前端,再通过顶料驱动件23将未加工的磁钢推送至固定机构3上,之后,所述推料驱动件22和所述顶料驱动件23退至原位,等待后续磨削机构4的磨削加工。采用上述方案,能对磁钢进行磨削加工,且可以自动上料,节约了人工成本。
49.如图1-图3所示,进一步的,所述工作台1上设置有供所述放置件21 滑行的第一导轨11。具体的,所述第一导轨11包括导轨面,且该导轨面与所述固定机构3的安装端面312平行设置。采用上述方案,所述放置件21可以沿着所述第一导轨11并朝着所述固定机构3做靠近或远离的方向做滑行运动,用于将未加工的磁钢推送至固定机构3。进一步的,所述放置件21包括用于安装所述推料驱动件22的第一安装部211、以及用于安装所述顶料驱动件23的第二安装部212;且所述第一安装部211和所述第二安装部212垂直相交。优选的,所述顶料驱动件23靠近所述放置件21 的一端连接有顶料件231。优选的,所述顶料驱动件23通过第四导轨17 连接在所述第二安装部212上,且所述第四导轨17垂直于所述第一导轨 11设置,所述顶料驱动件23沿着所述第四导轨17往复滑行,便于将置于所述放置件21上的磁钢推入固定机构上3。进一步的,所述放置件21的顶部设置用于匹配原料的安装凹槽213。具体的,所述推送驱动件设于所述第一安装部211的下端,所述顶料驱动件23设于所述第二安装部212 的外端面;其中,所述推送驱动件用于将所述放置件21驱动至固定机构3 的安装端面312的前端,且,使得所述安装凹槽213与所述固定机构3的安装端面312对齐,便于后续所述顶料驱动件23的顶料件231将未加工的磁钢推送至所述固定机构3内。
50.如图1,图3所示,进一步的,所述固定机构3包括用于固定所述送料机构2送入的原料的可转动的固定主轴31、以及用于带动所述固定主轴 31做旋转运动的第一驱动机构。具体的,所述固定主轴31用于带动安装至其上的磁钢做旋转运动,使得磨削机构4可以将磁钢的边缘磨削出台阶面。进一步的,所述第一驱动机构包括套接在所述固定主轴31上的第一皮带轮32、以及设于所述第一皮带轮32上端的第二皮带轮33、用于连接所述第一皮带轮32和所述第二皮带轮33的第一皮带34、以及给所述第二皮带轮33以动力的第一伺服电机35。进一步的,所述固定主轴31设置有用于匹配安装原料的安装轴孔311。优选的,所述安装轴孔311和匹配安装至内的磁钢过盈配合,使得磁钢可以稳固安装在所述固定主轴31上,不会脱离。
51.如图1,图4-图5所示,进一步的,所述磨削机构4包括对置于所述固定机构3上的原料进行磨削的磨削轮41、用于安装所述磨削轮41的转轴42、以及给所述转轴42以动力使其
带动所述磨削轮41同步旋转的第二驱动机构。优选的,所述磨削轮41的外端面具有对固定机构3中的磁钢进行磨削的磨削面411,且所述磨削轮41的磨削面411根据实际磁钢需要被修整呈的形状进行设置;且通过调整所述磨削轮41的磨削面411的尺寸来调整磁钢被磨削成的台阶部分的直径和长度,同时可以磨削轮41的形状来磨削磁钢上任意斜度的台阶部分。优选的,所述磨削轮41为cbn砂轮;采用cbn砂轮,是其具有高硬度、高韧性,故其具有更佳的磨削能力、磨削更锋利;所述cbn砂轮具有耐高温、热稳定性好,故其在磨削过程中不会出现粘屑现象;所述cbn砂轮具有化学惰性强,故其不易和铁族元素产生化学反应;所述cbn砂轮具有导热性好,故其能将磨削热迅速导出,减少导轨热变形;所述cbn砂轮具有磨削性能好、加工表面质量好,故其使被加工的导轨具有更高的加工精度;所述cbn砂轮具有耐磨性强,故其使用寿命长。进一步的,所述第二驱动机构包括套接在所述转轴42上的第三皮带轮43、以及设于所述第三皮带轮43上端的第四皮带轮 44、用于连接所述第三皮带轮43和所述第四皮带轮44的第二皮带45、以及给所述第四皮带轮44以动力的第二伺服电机46。进一步的,所述工作台1上还设置有用于供所述磨削机构4沿着平行于所述固定机构3的安装端面312的方向滑行的第二导轨12。优选的,所述工作台1上设置有用于推送所述磨削机构4沿着所述第二导轨12滑行的第一气缸14。更进一步的,所述第二导轨12的上端设置有供所述磨削机构4滑行的第三导轨15,且所述磨削机构4可沿着所述第三导轨15并沿着垂直于所述固定机构3 的安装端面312的方向滑行;且所述工作台1上设置有用于所述磨削机构 4沿着所述第三导轨15滑行的第二气缸16。优选的,所述工作台1上还设置有用于冲洗所述磨削轮41工作时产生的废料的冲洗机构图中未示出。
52.本实施例的工作原理:
53.启动装置,则未加工的磁钢通过振动盘送入放置件21的安装凹槽213 内,通过推料驱动件22将放置有磁钢的放置件21沿着第一导轨11推送至固定主轴31的安装轴孔311的正前端,再通过顶料驱动件23将磁钢从安装凹槽213推送至安装轴孔311内,则所述推料驱动件22和所述顶料驱动件23退至原位;之后,第一气缸14和第二气缸16运行使得磨削轮41靠近磁钢,运行第二伺服电机46,第四皮带轮44被带动旋转,同时由于第二皮带45的作用,带动第三皮带轮43转动,则转轴42转动并带动磨削轮 41做同步旋转运动;在运行第二伺服电机46的同时,操控第一伺服电机 35运行,第二皮带轮33被带动旋转,且由于第一皮带34的作用,带动第一皮带轮32转动,则固定主轴31转动并带动其内的磁钢做同步旋转运动;则磨削轮41可以将磁钢的外端磨削出台阶面。其中,所述固定主轴31的转速较慢,十转每分钟,所述磨削轮41的转速较快,三千转每分钟。
54.本实用新型的磁钢磨削装置使用时的故障排除:
55.1、打开控制器上的旋钮开关后设备不通电:检查电源是否通电;
56.2、打开控制器上的旋钮开关后设备不通气:检查气源是否通气,检查油水过滤器上阀门是否打开;
57.3、启动后推料气缸无动作:检查气缸后传感器是否有信号;
58.4、顶料气缸无动作:检查检查气缸后传感器是否有信号。
59.以上仅为本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1