热浸镀锌钢管的残液清除装置的制作方法
1.本实用新型涉及热浸镀锌钢管清理技术领域,尤其涉及热浸镀锌钢管的残液清除装置。
背景技术:
2.在现有的热镀锌过程中,钢管是浸泡在热熔化的锌液中,在镀锌完成取出钢管后,钢管上会残留大量的锌液。这些锌液清除的不彻底就会在镀锌管内冷却为小的锌瘤,影响镀锌管的质量。
3.目前,现有的针对镀锌钢管的锌液清除装置往往需要分步对钢管进行清理工作,一般这些清除装置无法同时对钢管的内表面与外表面进行同时清理,因此会导致工作效率的降低,此外,现有的清除装置在针对钢管内部进行清理时往往采用的擦拭的清理方式,由于处于钢管内部的锌液在被擦拭刮掉时无法像处于钢管外侧的锌液一样直接脱离钢管而是会部分落在钢管内底侧,因此通过擦拭的方式无法彻底清理钢管内侧的锌液。
4.因此,有必要提供热浸镀锌钢管的残液清除装置解决上述技术问题。
技术实现要素:
5.本实用新型的目的是解决现有技术中存在的缺点,而提出的热浸镀锌钢管的残液清除装置。
6.为解决上述技术问题,本实用新型提供的热浸镀锌钢管的残液清除装置,包括固定架,所述固定架的底端一侧边缘处设置有第一支撑套,所述第一支撑套的内侧壁固定连接有清洁毛刷,且清洁毛刷的位于第一支撑套的内侧靠近固定架外侧的一侧边缘处,所述固定架的底端远离第一支撑套的位置均匀设置有第二支撑套,各所述第二支撑套与第一支撑套的内底端均共同装设有皮带运输机,所述固定架的顶端远离第一支撑套的一侧固定连接有气泵,所述气泵的输出端固定连接有导气管,且导气管延伸至固定架的底侧,所述导气管远离气泵的一侧设置有内部清理组件。
7.优选的,各所述第二支撑套与第一支撑套的内侧壁远离皮带运输机的位置均匀转动连接有限位滚轮。
8.优选的,各所述第二支撑套与第一支撑套的外侧壁均固定连接有支撑架,且支撑架固定连接于固定架的底端。
9.优选的,所述内部清理组件包括连接管、安装头、支撑头,所述连接管固定连接于导气管远离气泵的一端,所述连接管远离导气管的一端设置有连接头,所述安装头转动连接于连接管的外侧,所述安装头的内侧固定连接有安装架,所述安装架的中间位置固定连接有驱动扇叶,所述支撑头固定连接于安装头的外侧,所述支撑头的内侧均匀开设有气道,所述支撑头远离安装头的一端对应气道的位置均固定连接有喷气头,且喷气头远离支撑头的一端呈朝外倾斜的设置。
10.优选的,所述支撑头的外侧壁均匀开设有滚珠槽,各所述滚珠槽的内侧均嵌设有
支撑滚珠。
11.优选的,所述连接管的外侧壁均匀固定连接有承重架,且承重架远离连接管的一端与导气管之间固定连接。
12.与相关技术相比较,本实用新型提供的热浸镀锌钢管的残液清除装置具有如下有益效果:
13.(1)本实用新型提供热浸镀锌钢管的残液清除装置,随着皮带运输机的运送钢管通过清洁毛刷并移向各个第二支撑套内,在此过程中,清洁毛刷会刮掉钢管表面的锌液,便于使钢管表面的锌液在重力的作用下直接脱离钢管表面,并且同时内部清理组件在气泵的驱动下也开始运行,以便于通过均匀吹气的方式将钢管内部的锌液逐渐吹出钢管,有利于提升对钢管的清理效率。
14.(2)本实用新型提供热浸镀锌钢管的残液清除装置,在气泵向安装头的内侧快速导入空气时,空气会带动驱动扇叶转动,因此驱动扇叶通过带动安装头以及支撑头转动,同时进入安装头内侧的空气进入各个气道内部,并通过各个喷气头倾斜排向钢管的内壁,随着钢管的移动,在旋转的支撑头外侧形成的气幕便于将钢管内侧的锌液吹出钢管,避免了锌液在钢管内部的残留。
附图说明
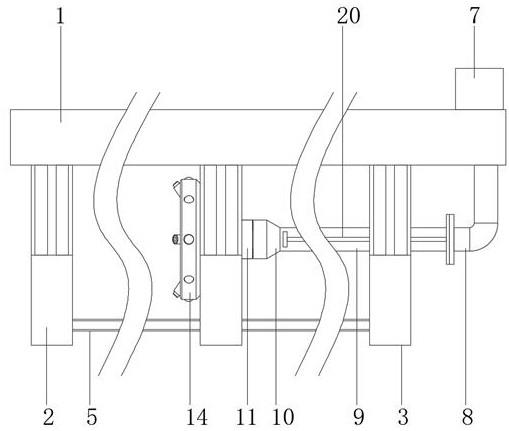
15.图1为本实用新型的整体结构示意图;
16.图2为本实用新型的侧剖结构示意图;
17.图3为本实用新型的支撑头内部结构示意图;
18.图4为本实用新型的第一支撑套侧视部结构示意图。
19.图中标号:1、固定架;2、第一支撑套;3、第二支撑套;4、清洁毛刷;5、皮带运输机;6、限位滚轮;7、气泵;8、导气管;9、连接管;10、连接头;11、安装头;12、安装架;13、驱动扇叶;14、支撑头;15、气道;16、喷气头;17、滚珠槽;18、支撑滚珠;19、支撑架;20、承重架。
具体实施方式
20.下面结合附图和实施方式对本实用新型作进一步说明。
21.请结合参阅附图1-4,热浸镀锌钢管的残液清除装置,包括固定架1,固定架1的底端一侧边缘处设置有第一支撑套2,第一支撑套2的内侧壁固定连接有清洁毛刷4,且清洁毛刷4的位于第一支撑套2的内侧靠近固定架1外侧的一侧边缘处,固定架1的底端远离第一支撑套2的位置均匀设置有第二支撑套3,各第二支撑套3与第一支撑套2的内底端均共同装设有皮带运输机5,固定架1的顶端远离第一支撑套2的一侧固定连接有气泵7,气泵7的输出端固定连接有导气管8,且导气管8延伸至固定架1的底侧,导气管8远离气泵7的一侧设置有内部清理组件,通过将需要清洁的钢管移入第一支撑套2内,随着皮带运输机5的运送钢管通过清洁毛刷4并移向各个第二支撑套3内,在此过程中,清洁毛刷4会刮掉钢管表面的锌液,便于使钢管表面的锌液在重力的作用下直接脱离钢管表面,并且同时内部清理组件在气泵7的驱动下也开始运行,以便于通过均匀吹气的方式将钢管内部的锌液逐渐吹出钢管,避免锌液在钢管内部的残留。
22.进一步的方案中,各第二支撑套3与第一支撑套2的内侧壁远离皮带运输机5的位
置均匀转动连接有限位滚轮6,
23.通过采用上述技术方案,通过限位滚轮6可以对经过第二支撑套3与第一支撑套2内侧的钢管进行限位支撑,避免钢管的外表面被第二支撑套3与第一支撑套2刮划。
24.进一步的方案中,各第二支撑套3与第一支撑套2的外侧壁均固定连接有支撑架19,且支撑架19固定连接于固定架1的底端,
25.通过采用上述技术方案,通过便于通过支撑架19来使第二支撑套3与第一支撑套2被稳定的固定在固定架1的底端。
26.进一步的方案中,内部清理组件包括连接管9、安装头11、支撑头14,连接管9固定连接于导气管8远离气泵7的一端,连接管9远离导气管8的一端设置有连接头10,安装头11转动连接于连接管9的外侧,安装头11的内侧固定连接有安装架12,安装架12的中间位置固定连接有驱动扇叶13,支撑头14固定连接于安装头11的外侧,支撑头14的内侧均匀开设有气道15,支撑头14远离安装头11的一端对应气道15的位置均固定连接有喷气头16,且喷气头16远离支撑头14的一端呈朝外倾斜的设置,
27.通过采用上述技术方案,在气泵7通过导气管8与连接管9向安装头11的内侧快速导入空气时,空气会带动驱动扇叶13转动,因此驱动扇叶13通过安装架12带动安装头11以及支撑头14在连接头10的外侧转动,同时进入安装头11内侧的空气进入各个气道15内部,并通过各个喷气头16倾斜排向钢管的内壁,随着钢管的移动,在旋转的支撑头14外侧形成的气幕便于将钢管内侧的锌液吹出钢管,避免了锌液在钢管内部的残留。
28.进一步的方案中,支撑头14的外侧壁均匀开设有滚珠槽17,各滚珠槽17的内侧均嵌设有支撑滚珠18,
29.通过采用上述技术方案,便于支撑头14通过支撑滚珠18支撑在钢管的内部,避免支撑头14的边缘处蹭到钢管的内表面。
30.进一步的方案中,连接管9的外侧壁均匀固定连接有承重架20,且承重架20远离连接管9的一端与导气管8之间固定连接,
31.通过采用上述技术方案,便于通过承重架20来加固导气管8对连接管9的支撑,有利于避免连接管9发生弯曲。
32.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1