一种用于凝壳炉漏斗遮盖联动装置的制作方法
1.本实用新型涉及凝壳炉漏斗遮盖技术领域,具体涉及一种用于凝壳炉漏斗遮盖联动装置。
背景技术:
2.凝壳炉是真空电弧重熔炉的改型设备,又称真空电弧凝壳炉。它是利用真空电弧炉的熔炼条件,采用可以倾动的浅底水冷坩埚、控制冷却水量使被熔炼金属在坩埚壁内形成一薄层“凝壳”,将被熔炼金属液与坩埚陷离,这样就避免了坩埚对活性金属液的沾污。
3.目前,在实际凝壳炉浇注金属液的过程中漏斗是无遮挡的,焊接铸锭的一端假电极在铜坩埚内由于受到巨大的热量而熔化,熔化过程中会伴随金属液的飞溅,由于漏斗与型壳的流道内无遮挡,飞溅出的金属液会通过流道进入型壳内部,冷却形成金属小颗粒,对后续浇注型壳的铸件成型有一定的影响。在实际生产中也采用各种办法,用铝箔进行遮盖,浇注过程中铝箔一同熔化至型壳,对铸件无明显影响,但不固定的方式影响连续浇注的效率。
技术实现要素:
4.为此,本实用新型提供一种用于凝壳炉漏斗遮盖联动装置,通过将镀锌铁皮、转动管、直角耐热钢条和配重块焊接成遮盖机构,用于支撑镀锌铁皮的直角耐热钢条和配重块成九十度,并在联动转动杆末端与坩埚之间设置坩埚支撑点,以解决现有技术中由于利用铝箔遮盖坩埚导致的影响连续浇筑效率的问题。
5.为了实现上述目的,本实用新型实施例提供如下技术方案:一种用于凝壳炉漏斗遮盖联动装置,包括镀锌铁皮,所述镀锌铁皮一侧顶部焊接有直角耐热钢条,所述直角耐热钢条底端焊接有转动管,所述转动管一侧焊接有配重块,所述配重块与直角耐热钢条竖直部分成90
°
,所述转动管内部设有支撑圆管,所述支撑圆管两端分别延伸出转动管的前侧和后侧,所述支撑圆管前端底部设有支撑杆,所述支撑圆管一侧焊接有联动转动杆,所述联动转动杆一端设有坩埚支撑点,所述联动转动杆和坩埚支撑点均设在支撑杆后侧。
6.进一步地,所述镀锌铁皮、直角耐热钢条、转动管、配重块和联动转动杆组成遮盖机构,所述遮盖机构的底部设有漏斗,所述联动转动杆和支撑杆均设在漏斗前侧,所述支撑圆管和转动管设在漏斗一侧,将遮盖机构设在漏斗顶部能够在浇注的过程中对飞溅的金属液进行遮挡,以避免金属液流入型壳内部。
7.进一步地,所述坩埚支撑点后侧设有坩埚,所述坩埚设在漏斗一侧,所述坩埚支撑点设在坩埚底部,所述坩埚支撑点采用绝缘处理。
8.进一步地,所述支撑杆底部插接有限位扣,所述限位扣固定设在凝壳炉炉体内部,所述支撑杆与凝壳炉炉体之间通过限位扣可拆卸连接,能够便于将支撑杆从炉体内部取出。
9.进一步地,所述支撑圆管设置成异径结构,所述支撑圆管分为转动部分和非转动
部分,所述转动管处于支撑圆管的转动部分,所述支撑圆管非转动部分的直径大于转动部分处的直径,采用异径结构能对转动管的位置进行限制。
10.进一步地,所述支撑杆采用方形耐热钢制成,所述支撑杆截面边长为25~35mm,非转动部分的所述支撑圆管采用直径为22~27mm的耐热钢管制成,所述转动管直径为20~25mm,转动部分的所述支撑圆管采用直径15~20mm的耐热圆管制成,所述配重块采用耐热钢制成,所述镀锌铁皮的厚度为1.5~2.5mm,支撑杆、支撑圆管、转动管、配重块和镀锌铁皮均采用耐热材料制成,能够有效的避免浇注过程中高温对本实用新型结构的影响,使得本实用新型能够长久使用,提高本实用新型的实用性。
11.本实用新型具有如下优点:
12.本实用新型通过将镀锌铁皮、转动管、直角耐热钢条和配重块焊接成遮盖机构,用于支撑镀锌铁皮的直角耐热钢条和配重块成九十度,联动转动杆的一端焊接在转动管上,联动转动杆末端与坩埚底部接触,形成坩埚支撑点,坩埚支撑点经绝缘处理,启动浇注程序后,坩埚开始进行翻转,联动转动杆与坩埚支撑点无支撑后,前端的配重块直接下落,与镀锌铁皮形成一个九十度的角度翻转,坩埚翻转和遮盖漏斗的镀锌铁皮联动完成工作,与现有技术相比,本实用新型能够防止在金属液熔化过程中飞溅物从漏斗进去型壳内部,有效保证浇注过程型壳不受污染,解决了坩埚熔化过程中的遮挡效果,同时完成翻转开始的后一秒就已完成漏斗遮盖的翻转,不需人为的操作,提高了连续浇筑的效率。
附图说明
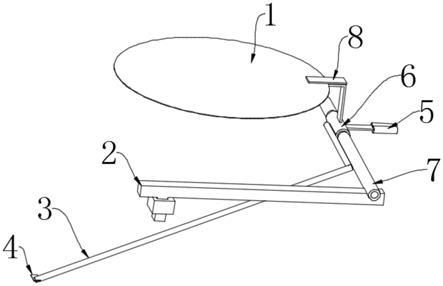
13.图1为本实用新型提供的联动转动杆、坩埚支撑点与坩埚的结构示意图;
14.图2为本实用新型提供的图1的俯视图;
15.图3为本实用新型提供的遮盖机构的示意图;
16.图4为本实用新型提供的图1中a的放大图;
17.图5为本实用新型提供的图2中b的放大图。
18.图中:1镀锌铁皮、2支撑杆、3联动转动杆、4坩埚支撑点、5配重块、6转动管、7支撑圆管、8直角耐热钢条、9漏斗、10坩埚。
具体实施方式
19.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.参照说明书附图1-5,该实施例的一种用于凝壳炉漏斗遮盖联动装置,包括镀锌铁皮1,所述镀锌铁皮1一侧顶部焊接有直角耐热钢条8,所述直角耐热钢条8底端焊接有转动管6,所述转动管6一侧焊接有配重块5,所述配重块5与直角耐热钢条8竖直部分成90
°
,所述转动管6内部设有支撑圆管7,所述支撑圆管7两端分别延伸出转动管6的前侧和后侧,所述支撑圆管7前端底部设有支撑杆2,所述支撑圆管7一侧焊接有联动转动杆3,所述联动转动杆3一端设有坩埚支撑点4,所述联动转动杆3和坩埚支撑点4均设在支撑杆2后侧,所述支撑
圆管7设置成异径结构,所述支撑圆管7分为转动部分和非转动部分,所述转动管6处于支撑圆管7的转动部分,所述支撑圆管7非转动部分的直径大于转动部分处的直径,采用异径结构能对转动管6的位置进行限制。所述支撑杆2底部插接有限位扣,所述限位扣固定设在凝壳炉炉体内部,所述支撑杆2与凝壳炉炉体之间通过限位扣可拆卸连接,能够便于将支撑杆2从炉体内部取出。
21.所述支撑杆2采用方形耐热钢制成,所述支撑杆2截面边长为25~35mm,非转动部分的所述支撑圆管7采用直径为22~27mm的耐热钢管制成,所述转动管6的直径为20~25mm,转动部分的所述支撑圆管7采用直径15~20mm的耐热圆管制成,所述配重块5采用耐热钢制成,所述镀锌铁皮1的厚度为1.5~2.5mm,支撑杆2、支撑圆管7、转动管6、配重块5和镀锌铁皮1均采用耐热材料制成,能够有效的避免浇注过程中高温对本实用新型结构的影响,使得本实用新型能够长久使用,提高本实用新型的实用性。
22.参照说明书附图1和2,该实施例的一种用于凝壳炉漏斗遮盖联动装置,所述镀锌铁皮1、直角耐热钢条8、转动管6、配重块5和联动转动杆3组成遮盖机构,所述遮盖机构的底部设有漏斗9,所述联动转动杆3和支撑杆2均设在漏斗9前侧,所述支撑圆管7和转动管6设在漏斗9一侧,将遮盖机构设在漏斗9顶部能够在浇注的过程中对飞溅的金属液进行遮挡,以避免金属液流入型壳内部。所述坩埚支撑点4后侧设有坩埚10,所述坩埚10设在漏斗9一侧,所述坩埚支撑点4设在坩埚10底部,所述坩埚支撑点4采用绝缘处理。
23.实施场景具体为:本实用新型在实际使用时,通过在支撑杆2底部插接有限位扣,利用限位扣与炉体连接,以实现支撑杆2与炉体之间的简单快速的拆卸,支撑圆管7用于支撑转动管6以及转动管6上用于转动的配重块5、直角耐热钢条8和镀锌铁皮1;在未使用时联动转动杆3与转动管6保持如图1所示的平衡状态,当开始浇注时,坩埚10翻转,坩埚支撑点4失去支撑,配重块5受到重力作用下落,然后配重块5会带动直角耐热钢条8和镀锌铁皮1翻转90
°
,达到遮盖漏斗9开合的状态,本实用新型能够防止在金属液熔化过程中飞溅物从漏斗进去型壳内部,有效保证浇注过程型壳不受污染,解决了坩埚熔化过程中的遮挡效果,同时完成翻转开始的后一秒就已完成漏斗遮盖的翻转,不需人为的操作,提高了连续浇筑的效率。
24.虽然,上文中已经用一般性说明及具体实施例对本实用新型作了详尽的描述,但在本实用新型基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本实用新型精神的基础上所做的这些修改或改进,均属于本实用新型要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1