一种用于汽车底盘预制管件的分段淬火装置的制作方法
1.本实用新型涉及汽车底盘部件加工设备领域,具体地,涉及一种用于汽车底盘预制管件的分段淬火装置。
背景技术:
2.汽车底盘是由传动系、行驶系、转向系和制动系四部分组成,因此,其本身是由多个零部件组装形成的总成结构。
3.而部分金属部件在加工过程中需要进一步进行操作,以使得其性能能够满足使用的需求,而淬火操作则是其中一种重要的加工方式。
4.现有的淬火设备往往是将金属件经过高温后直接进行冷却,这样的方式容易因温度的急剧变化而造成材料本身出现一定的问题,进而容易造成整体的金属件在加工后的性能存在较大的弊端。同时,一般的冷却过程中往往也会产生较多的冷却后的水,这部分水依然含有大量的热能,而此类热能往往也难以得到有效的利用。
技术实现要素:
5.针对上述现有技术,本实用新型的目的在于克服现有技术中常规的淬火设备在操作过程中容易因温度的急剧变化而造成材料本身出现一定的使用性能的下降等问题,从而提供一种能够通过分段淬火的方式进行相应的调整,且能对淬火过程中的冷却水进行进一步利用的用于汽车底盘预制管件的分段淬火装置。
6.为了实现上述目的,本实用新型提供了一种用于汽车底盘预制管件的分段淬火装置,所述用于汽车底盘预制件的分段淬火装置包括箱体,以及沿传输方向位于所述箱体前部的外侧的送料机构,所述箱体中沿传输方向设置于所述箱体中的加热部、预冷却段和淬火段;其中,
7.所述箱体中沿传输方向上顺次设置有多个相对设置的传输滚轮组,每组所述传输滚轮组之间形成有间隙;
8.至少其中两组相邻的所述传输滚轮组之间环绕形成有加热圈;
9.所述预冷却段为朝向待加工件的喷水结构,所述淬火段至少包括形成有进水口和出水口的冷却液通道,且所述喷水结构与所述冷却液通道的出水口之间通过水泵连通设置。
10.优选地,所述送料机构包括转动电机,以及可转动地连接于所述转动电机的转轴上的一组相对设置的传送辊,且所述传送辊的外表面上贴附有防滑胶片。
11.优选地,所述箱体中沿传输方向还间隔设置有支撑架,所述支撑架至少包括立柱,以及设置于所述立柱端部的托件,且所述托件的上端面形成为凹面。
12.优选地,所述喷水结构包括形成为环形的喷水管,以及沿周向方向设置于所述喷水管上的多个朝向轴心的喷头。
13.优选地,所述冷却液通道沿传输方向呈螺旋状延伸设置,且螺旋状的内部形成有
用于待加工件贯穿的淬火通道,至少部分所述冷却液通道的外侧壁贴合所述待加工件的外表面。
14.优选地,所述进水口位于所述出水口的下方,且所述进水口与所述出水口沿传输方向顺次设置。
15.优选地,所述进水口上连通有冷却液提供机构。
16.通过上述技术方案,本实用新型通过送料机构的持续送料,基于传输滚轮组对待加工件的传输路径进行有效的限定,从而有效地实现传输过程中的持续淬火操作,进一步提高加工效率;在此基础上,通过加热圈进行加热后,经过喷水结构进行预冷却后,再进入冷却液通道中进行淬火,使得整个淬火过程在阶段性操作后达到最终的淬火温度,给材料一定的缓冲,避免急剧降温后造成的材料脆性较高而出现裂纹等问题。同时,喷水结构与冷却液通道连通,能够更好地将冷却液通道中冷却后具有一定热能的水通过喷水结构进行预冷却,也进一步提高了对整体的热能的回收利用,无需额外对预冷却段进行加热操作。
附图说明
17.附图是用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本实用新型,但并不构成对本实用新型的限制。在附图中:
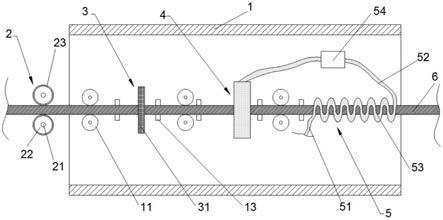
18.图1是本实用新型提供的用于汽车底盘预制管件的分段淬火装置的结构示意图;
19.图2是本实用新型提供的喷水结构的局部结构示意图;
20.图3是本实用新型提供的支撑架的结构示意图。
21.附图标记说明
22.1-箱体;2-送料机构;3-加热部;4-预冷却段;5-淬火段;6-待加工件;
23.11-传输滚轮组;12-立柱;13-托件;
24.21-转轴;22-传送辊;23-防滑胶片;
25.31-加热圈;
26.41-喷水管;42-喷头;
27.51-进水口;52-出水口;53-冷却液通道;54-水泵。
具体实施方式
28.以下对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
29.如图1-图3所示,本实用新型提供了一种用于汽车底盘预制管件的分段淬火装置,所述用于汽车底盘预制件的分段淬火装置包括箱体1,以及沿传输方向位于所述箱体1前部的外侧的送料机构2,所述箱体1中沿传输方向设置于所述箱体1中的加热部3、预冷却段4和淬火段5;其中,
30.所述箱体1中沿传输方向上顺次设置有多个相对设置的传输滚轮组11,每组所述传输滚轮组11之间形成有间隙;
31.至少其中两组相邻的所述传输滚轮组11之间环绕形成有加热圈31;
32.所述预冷却段4为朝向待加工件6的喷水结构,所述淬火段5至少包括形成有进水口51和出水口52的冷却液通道53,且所述喷水结构与所述冷却液通道53的出水口52之间通
过水泵54连通设置。
33.本实用新型通过送料机构2的持续送料,基于传输滚轮组11对待加工件6的传输路径进行有效的限定,从而有效地实现传输过程中的持续淬火操作,进一步提高加工效率;在此基础上,通过加热圈31进行加热后,经过喷水结构进行预冷却后,再进入冷却液通道53中进行淬火,使得整个淬火过程在阶段性操作后达到最终的淬火温度,给材料一定的缓冲,避免急剧降温后造成的材料脆性较高而出现裂纹等问题。同时,喷水结构与冷却液通道53连通,能够更好地将冷却液通道43中冷却后具有一定热能的水通过喷水结构进行预冷却,也进一步提高了对整体的热能的回收利用,无需额外对预冷却段4进行加热操作。
34.在本实用新型的一种优选的实施方式中,为了使得送料机构2能够更好地实现对待加工件6的送料,所述送料机构2可以进一步设置为包括转动电机,以及可转动地连接于所述转动电机的转轴21上的一组相对设置的传送辊22,且所述传送辊22的外表面上贴附有防滑胶片23。当然,这里可以采用一个转动电机通过齿轮组的方式来带动两个所述传送辊22各自自转,也可以采用两个转动电机分别带动其中一个所述传送辊22进行自转。
35.进一步优选的实施方式中,为了使得整个待加工件6在传输过程中避免因重力问题等出现下坠问题,所述箱体1中沿传输方向还间隔设置有支撑架,所述支撑架至少包括立柱12,以及设置于所述立柱12端部的托件13,且所述托件13的上端面形成为凹面。具体地,从图3可以看出为侧视图,则图1为俯视图。
36.在本实用新型的另一优选的实施方式中,为了更好地实现均匀地预冷却,所述喷水结构包括形成为环形的喷水管41,以及沿周向方向设置于所述喷水管41上的多个朝向轴心的喷头42。
37.当然,冷却液通道53需要更好地贴附待加工件6的外侧壁以实现有效冷却,因此,在一种优选的实施方式中,所述冷却液通道53沿传输方向呈螺旋状延伸设置,且螺旋状的内部形成有用于待加工件6贯穿的淬火通道,至少部分所述冷却液通道53的外侧壁贴合所述待加工件6的外表面。当然,这里的冷却液通道53可以选择为导热材料,以更好地提高整体的冷却效果。
38.一种更为优选的实施方式中,为了进一步提高冷却效果,并使得从出水口52中流出的水带有较多的热能,所述进水口51位于所述出水口52的下方,且所述进水口51与所述出水口52沿传输方向顺次设置。
39.进一步地,所述进水口51上连通有冷却液提供机构。
40.以上详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
41.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
42.此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1