一种机械臂式机器人铸件打磨工装夹具的制作方法
1.本实用新型涉及铸件坯缝打磨装置技术领域,尤其涉及一种机械臂式机器人铸件打磨工装夹具。
背景技术:
2.在传统铸造行业,为了去除铸在铸造过程中出现的坯缝、毛刺等缺陷,需要在铸造成型后进行打磨处理,经打磨处理后,周围过渡圆滑、平整、外观美观。
3.目前,铸造行业的铸件的打磨完全依赖于人工打磨,其产品的一致性差,容易导致产品不良率上升;铸件的打磨极大地加大了工人的劳动强度,降低了连续打磨加工能力,同时对工人的人身安全和身体健康有一定影响;成批量的铸件打磨增加了用工数量,降低了公司利润。基于此,本实用新型提出了一种机械臂式铸件坯缝打磨机器人,能够有效解决上述问题。
技术实现要素:
4.本实用新型的目的是提供一种机械臂式机器人铸件打磨工装夹具,解决铸件坯缝打磨中人工打磨处理劳累程度、产品一致性差,人工成本高的问题。
5.为解决上述技术问题,本实用新型采用如下技术方案:
6.本实用新型一种机械臂式机器人铸件打磨工装夹具,包括底盘托架、夹持装置、打磨装置和定位工装,所述夹持装置、打磨装置相对应的设置在所述底盘托架的一侧,所述定位工装设置在所述底盘托架的另一侧,所述夹持装置包括机械手、第一连接件和夹持组件,所述机械手的一端连接在所述底盘托架上,所述机械手的另一端通过所述第一连接件与所述夹持组件连接,并通过所述夹持组件夹紧铸件;所述打磨装置包括打磨支架和相互垂直设置砂轮电主轴、锥形磨电主轴,所述打磨支架一端连接在所述底盘托架上,所述砂轮电主轴、锥形磨电主轴分别通过第二连接件连接在所述打磨支架的另一端;所述定位工装包括定位托盘、定位主板和工装支架,所述工装支架的底部连接在所述底盘托架上,所述工装支架的顶部设有定位托盘,所述定位主板可拆卸地连接在所述定位托盘上,所述铸件卡接在所述定位主板上。
7.进一步的,所述第一连接件、第二连接件均采用柔性浮动式自动复位装置。
8.进一步的,所述第一连接件包括上连接板、下连接板和连接轴,所述上连接板为l形板,所述上连接板的顶板连接所述机械手与所述连接轴的一端,所述连接轴插设在所述自动复位装置内,所述上连接板的侧板与所述连接轴连接固定,所述连接轴的另一端与所述下连接板连接,所述下连接板还与所述夹持组件连接。
9.进一步的,所述夹持组件包括夹持主板、转角气缸和电磁阀,所述夹持主板下方设有与所述铸件相适配的定位块,所述夹持主板的上方中部连接有所述下连接板,所述下连接板的两侧分别设有两个转角气缸,所述转角气缸通过气缸座连接在所述夹持主板上,所述电磁阀连接在所述夹持主板上,通过所述电磁阀控制所述转角气缸的转动。
10.进一步的,所述第二连接件包括所述自动复位装置,所述自动复位装置的中部设有贯穿的连接孔,所述连接孔与所述砂轮电主轴、锥形磨电主轴的主体适配连接。
11.进一步的,所述打磨支架包括框架体和伸出梁,所述框架体通过多根纵梁和横梁连接组成,所述伸出梁的一端连接在所述框架体的中上部,所述锥形磨电主轴通过所述第二连接件垂直安装在所述伸出梁上,所述砂轮电主轴通过所述第二连接件平行安装在所述框架体的顶部。
12.进一步的,所述定位托盘的周向通过若干导向轴固定在所述工装支架的工作台上,所述导向轴上设有直线轴承,所述定位托盘与所述工装支架之间还设有若干压缩弹簧,所述定位托盘上方设有用于固定所述定位主板的定位销。
13.进一步的,所述定位主板设置为方形,所述定位主板的四个边角设有定位凸起,所述定位凸起通过螺钉固定在所述定位主板上。
14.与现有技术相比,本实用新型的有益技术效果:
15.本实用新型可多工位、多尺寸、多形式的对铸件坯缝进行自动打磨抛光,且加工质量和效率高,安全性能有保障,有效减少生产成本。
附图说明
16.下面结合附图说明对本实用新型作进一步说明。
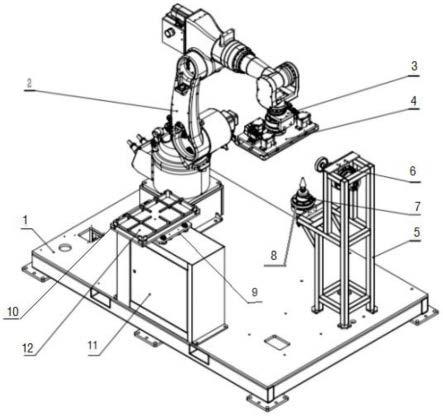
17.图1为本实用机械臂式机器人铸件打磨工装夹具的结构示意图;
18.图2为第一连接件的结构示意图;
19.图3为夹持组件的结构示意图;
20.图4为图3的仰视图;
21.图5为打磨装置的结构示意图;
22.图6为定位工装的结构示意图;
23.图7为图6的主视图;
24.图8为定位主板的结构示意图;
25.附图标记说明:1、底盘托架;2、机械手;3、第一连接件;3.1、上连接板; 3.2、下连接板;3.3、连接轴;4、夹持组件;4.1、夹持主板;4.2、气缸座; 4.3、转角气缸;4.4、电磁阀;4.5、定位块;5、打磨支架;6、砂轮电主轴;7、锥形磨电主轴;8、第二连接件;9、定位托盘;9.1、导向轴;9.2、压缩弹簧;9.3、定位销;9.4、直线轴承;10、定位主板;10.1定位凸起;11、工装支架;12、铸件。
具体实施方式
26.如图1所示,一种机械臂式机器人铸件打磨工装夹具,括底盘托架1、夹持装置、打磨装置和定位工装,夹持装置、打磨装置相对应的设置在底盘托架1 的一侧,定位工装设置在底盘托架1的另一侧,夹持装置包括机械手2、第一连接件3和夹持组件4,机械手2的一端连接在底盘托架1上,机械手2的另一端通过连接件与夹持组件4连接,并通过夹持组件4夹紧铸件12;打磨装置包括打磨支架5和相互垂直设置砂轮电主轴6、锥形磨电主轴7,打磨支架5一端连接在底盘托架1上,砂轮电主轴6、锥形磨电主轴7分别通过第二连接件8连接在打磨支架5的另一端;定位工装包括工装支架11、定位托盘9和定位主板10,工装支架11的底部
连接在底盘托架1上,工装支架11的顶部设有定位托盘9,定位主板10可拆卸的连接在定位托盘9上,铸件12卡接在定位主板10上。
27.本实施例中机械手2可以选用市面上现有的六轴打磨抛光系列机械手,其可以实现六自由度的动作;
28.具体的,第一连接件3、第二连接件8均采用柔性浮动式自动复位装置。
29.本实施例柔性浮动式自动复位装置具体可参考专利cn202120313180.4公开的一种径向柔性浮动式自动复位装置,包括固定环透盖、夹紧固定环、浮动法兰、底座、透盖、钢珠顶柱、钢珠、活塞和气管接头。底座固定在稳定的机床、机器人手臂、非标自动化设备上,夹紧固定环用来固定电主轴、电动工具或圆柱类零件。使用前将气管接头接入气源,压力在0.1-0.6mpa之间,配备精密调压装置,保证压力输出精准稳定,接触工件时应根据加工量的大小调节气压和贴靠距离,压力越大贴靠力越大,同等气压下,贴靠力随贴靠距离增大而增大,注意避免超过最大贴靠距离,否则将损坏工具、工件或对径向自复位装置产生损坏。使用过程中,先将待加工路径确认好,经过几次模拟确认后才可进行运行,避免出现撞机现象。运行过程中工件外形不变,贴靠力不会改变,运行中工件外形发生改变时,径向贴靠力发生改变,径向自复位装置发生径向位移,浮动法兰偏斜,活塞进行位移,但是由于气管压力输出稳定,贴靠力不会大幅度改变,保证了工件加工表面质量,工件加工后表面光洁度高,精度高,加工完重复定位精度高。
30.具体的,参照图2,第一连接件3包括上连接板3.1、下连接板3.2和连接轴3.3,上连接板3.1为l形板,上连接板3.1的顶板连接机械手2与连接轴 3.3的一端,连接轴3.3插设在自动复位装置内,上连接板3.1的侧板与连接轴 3.3连接固定,连接轴3.3的另一端与下连接板3.2连接,下连接板3.2还与夹持组件4连接。
31.具体的,参照图3和图4,夹持组件4包括夹持主板4.1、转角气缸4.3和电磁阀4.4,夹持主板4.1下方设有与铸件12相适配的定位块4.5,夹持主板 4.1的上方中部连接有下连接板3.2,下连接板3.2的两侧分别设有两个转角气缸4.3,转角气缸4.3通过气缸座4.2连接在夹持主板4.1上,电磁阀4.4连接在夹持主板4.1上,通过电磁阀4.4控制转角气缸4.3的转动。
32.本实施例的电磁阀4.4采用两个二联气动电磁阀4.4组合,夹持组件4拥有四个夹紧点,夹持力大,保证铸件12在打磨过程中不会发生相对位移,在打磨到夹紧点位置时转角气缸4.3活塞会直行一段距离然后旋转90
°
带动压板实现自动避让,气缸反应速度快,没有时间延迟,夹紧点位置打磨完成后转角气缸4.3会自动重新夹紧。
33.具体的,参照图5,第二连接件8包括自动复位装置,自动复位装置的中部设有贯穿的连接孔,连接孔与砂轮电主轴6、锥形磨电主轴7的主体适配连接。
34.打磨支架5包括框架体和伸出梁,框架体通过多根纵梁和横梁连接组成,伸出梁的一端连接在框架体的中上部,锥形磨电主轴7通过第二连接件8垂直安装在伸出梁上,砂轮电主轴6通过第二连接件8平行安装在框架体的顶部。
35.本实施例中砂轮电主轴6可以对铸件12外侧及内部大面进行快速打磨,不伤工件,电主轴采用100水冷转矩电主轴,电主轴上安装有金刚石砂轮,自动复位装置采用100柔性浮动式自动复位装置,砂轮电主轴6通过自动复位装置连接在打磨支架5顶部;锥形磨电主轴7通过80柔性浮动式自动复位装置安装在砂轮电主轴6下方的打磨支架5上,80柔性浮动
式自动复位装置上设置有80 水冷转矩电主轴,电主轴上安装锥形金刚石磨头,可以对铸件12内部细密处进行快速打磨。
36.具体的,参照图6和图7,定位托盘9的周向通过若干导向轴9.1固定在工装支架11的工作台上,导向轴9.1上设有直线轴承9.4,直线轴承9.4上下方设置有垫片并通过轴用挡圈固定,定位托盘9与工装支架11之间还设有若干压缩弹簧9.2,定位托盘9上方设有用于固定定位主板10的定位销9.3。
37.本实施中定位托盘9与工装支架11的工作台之间有导向轴9.1、压缩弹簧 9.2,机械手2取件时可以进行缓冲;所述定位托盘9上设置有定位销9.3,方便快速换不同的定位主板10,快速高效,节省人力物力,极大提高了工作效率。
38.具体的,参照图8,定位主板10设置为方形,定位主板10的四个边角设有定位凸起10.1,定位凸起10.1通过螺钉固定在定位主板10上。
39.本实施例定位凸起10.1为直角型,定位凸起10.1与定位主板10用螺栓连接,利用孔与螺栓之间的间隙可以调整铸件12的夹紧位置,方便快捷。
40.本实用新型的动作过程如下:
41.首先,根据待打磨的铸件12的外形形状及所需打磨的毛刺、浇口、冒口位置,通过手动示教编程方法编制打磨路径,生成转化为数控自动加工程序。手动上料,将待打磨的铸件12放在定位主板10上,通过螺钉调节定位块4.5位固定铸件12,定位主板10底部的销孔与定位托盘9上的定位销9.3插接固定。
42.然后,机械手2通过编码路径,移动至工装支架11上方,通过四个转角气缸4.3夹紧铸件12,保证铸件12在打磨过程中不会发生相对位移。机械手2将通过铸件12移动至打磨支架5前,通过翻转、移动铸件12实现多方位的打磨,在打磨到夹紧点位置时转角气缸4.3活塞会直行一段距离然后旋转90
°
带动压板实现自动避让,气缸由电磁阀4.4控制夹紧松开,电磁阀4.4由数控程序控制,反应速度快,没有时间延迟,夹紧点位置打磨完成后转角气缸4.3会自动重新夹紧。
43.以上所述的实施例仅是对本实用新型的优选方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1