铜冶炼阳极板圆盘浇铸机防抖动结构的制作方法
1.本实用新型涉及冶炼阳极板圆盘浇设备,具体讲就是防抖动铜冶炼阳极板圆盘浇铸机。
背景技术:
2.铜阳极板圆盘浇铸机是铜冶炼厂的重要设备,铜水浇入圆盘上的铜模中,铜液逐渐冷却成型为阳极板并被取走,阳极板铜模布置在圆盘周围,随着圆盘的间歇式转动,即每个阳极板铜模逐个抵达浇铸位完成浇铸,从而实现了连续化生产。
3.驱动圆盘转动的传动机构包括与圆盘相连的内齿圈及与内齿圈啮合的动力齿轮,为了提高浇铸效率,圆盘直径尺寸较大,由于加工误差不可避免,加之浇铸环境高温、高湿且微尘弥散现象难以避免,内齿圈与动力齿轮的磨损现象突出,内齿圈与动力齿轮之间无法保持平稳啮合状态,由齿间间隙造成圆盘周向的摆动或称抖动现象,且摆动频率和幅度逐渐增加态势,造成铜水在凝固成铜板即阳极板的过程中表面形成不平整的突起或者波纹面,阳极板耳部出现荡边,阳极板无法满足质检标准中的外观基本要求,严重者形成报废阳极板。
技术实现要素:
4.本实用新型的目的是提供一种铜冶炼阳极板圆盘浇铸机防抖动结构,确保布置有阳极板模具的圆盘转动运行的平稳性,确保阳极板模具在设定的停止位及时稳定地的停机。
5.为实现上述目的,本实用新型采用了以下技术方案,一种铜冶炼阳极板圆盘浇铸机防抖动结构,阳极板模具布置在圆盘的周边部位,圆盘的底面连接有内齿圈,内齿圈与动力齿轮啮合,其特征在于:内齿圈与阻尼单元相连,所述的阻尼单元施加于内齿圈的作用力驱使内齿圈的转动的方向与动力齿轮施加于内齿圈并驱使内齿圈转动的方向相反。
6.上述方案中,内齿圈与动力齿轮相互啮合,由主动电机驱动的动力齿轮带动内齿圈作加速启动、减速停机,当主动电机和动力齿轮停止转动,阻尼单元施加于内齿圈上的作用力用于限制内齿圈在周向方向的正反向的晃动现象,改善内齿圈停机过程的平稳性,有效地消除了阳极板的凝固后表面形成的突起或者纹路等成型缺陷,提高了阳极板的成型质量。
附图说明
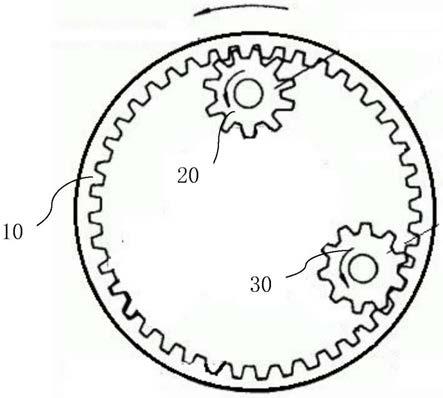
7.图1是本实用新型的俯视图;
8.图2是本实用新型的俯视状态结构示意图;
9.图3是本实用新型的控制系统原理图;
10.图4是本实用新型的伺服主电机转速采样曲线;
11.图5是本实用新型的伺服从电机转速采样曲线;
12.图6是故障显著时的伺服主电机转速采样曲线。
具体实施方式
13.结合图1所示,一种铜冶炼阳极板圆盘浇铸机防抖动结构,阳极板模具1布置在圆盘2的周边部位,圆盘2的底面连接有内齿圈10,内齿圈10与动力齿轮20啮合,内齿圈10与阻尼单元相连,所述的阻尼单元施加于内齿圈10的作用力驱使内齿圈10的转动的方向与动力齿轮20施加于内齿圈10并驱使内齿圈10转动的方向相反。
14.通过内齿圈10与动力齿轮20啮合,实现了内齿圈10带动圆盘2的间歇式转动,阳极板模具1也将同步作间歇式的转位,某个阳极板模具1抵达溜槽出液端下方时接受铜液,接受铜液后离开,同时下一个阳极板模具1抵达溜槽出液端下方时接受铜液,如此完成阳极板的浇铸。在动力齿轮20驱动内齿圈10加速启动、减速停止的过程中,阻尼单元施加于内齿圈10的作用力驱使内齿圈10的转动的方向与动力齿轮20施加于内齿圈10并驱使内齿圈10转动的方向相反,这样就避免了内齿圈10晃动现象的出现。
15.作为阻尼单元,有以下两种优选方案,其中均以阻尼齿轮30为主要部件,只是提供的阻尼力的来源有所区别,以下具体说明:
16.其一是所述的阻尼单元包括阻尼齿轮30,阻尼齿轮30所连的轮轴或轮盘与摩擦片构成摩擦式阻尼配合。
17.其二是所述的阻尼单元包括阻尼齿轮30,阻尼齿轮30由从动伺服电机31驱动旋转,动力齿轮20驱动的内齿圈10驱动阻尼齿轮30转动的转速大于从动伺服电机31驱动阻尼齿轮30转动的转速。
18.方案一中的摩擦阻尼方案,由于存在摩擦作用,摩擦损耗件需及时检修、更换,方案二则无需担心摩擦副带来的检修、维护工作量。
19.在方案二中,选用从动伺服电机31来驱动阻尼齿轮30,可以解决实时调整跟随的要求,并且避免了摩擦导致地噪音、加速磨损的现象,对于伺服电机来讲,方便通过控制器来控制其转速。
20.根据实际工况,动力齿轮20、阻尼齿轮30可以选择相同规格的齿轮,当然也可以选择模数满足啮合要求的公称尺寸、齿数相异的齿轮,以实现动力齿轮20拖动内齿圈10转动过程中,阻尼齿轮30起到阻尼作用。
21.优选的,内齿圈10与设定转速时的阻尼齿轮30啮合处的线速度小于内齿圈10与设定转速时的动力齿轮20啮合处的线速度。上述方案可以保证动力齿轮20拖动内齿圈10按图2所示的方向实现正常运转。
22.上述方案也可以理解为,在阻尼齿轮30设定转速条件下,内齿圈10与阻尼齿轮30单独啮合时的啮合处的线速度为v20;当内齿圈10与设定转速时的动力齿轮20和阻尼齿轮30同时啮合时,阻尼齿轮30上的与内齿圈10啮合处的实际线速度为v21,则v20﹤v21。也就是说内齿圈10将拖动着阻尼齿轮30以大于其设定转速的转速转动,当然内齿圈10也就是始终保持着与动力齿轮20的同侧齿面啮合,此时便消除了内齿圈10与动力齿轮20的双侧齿面交替啮合呈现出的晃动现象。
23.鉴于线速度与齿轮半径、转速之间的运动学关系,本实用新型提供了以下优选方案:阻尼齿轮30与动力齿轮20的齿数和公称尺寸相同,阻尼齿轮30与动力齿轮20的设定转
向相同且阻尼齿轮30的设定转速小于动力齿轮20的设定转速。虽然阻尼齿轮30与动力齿轮20的齿数和公称尺寸可以不同,若相同,则可以减少备件预存量,并且这样可以用转速来衡量实际转速与设定转速之间的差别,这对信号采集、处理极为便利。
24.上述方案中,对内齿圈10进行受力分析可知,动力齿轮20提供正向力,阻尼齿轮30供反向力,但正向力大于反向力,内齿圈10受到的合力方向为正向即图2中所示的转向箭头所示的方向,即逆时针方向。
25.为了便于理解,换句话讲就是与阻尼齿轮30相连的从动伺服电机31被内齿圈10拖动着转动,即从动伺服电机31的实际转速大于其自设所设转速,这样呈现为阻尼齿轮30施加制动式的外力作用在内齿圈10上,如此主动轮电机21也只能按低于自上的设定转速运行。
26.上述方案的优点就是,内齿圈10及阳极板模具1的运行状态用伺服电机运行的转速信号作为衡量与观测对象,因此内齿圈10的运行状态被及时准确的检测到,即使出现轻微的晃动也能够被检测到,并且有利检测晃动的趋势,并能显示晃动的轻重发展趋势,能够预见性判断设备的运行态势。
27.在设备运行过程中,由于机械传动副的磨损不可避免,造成内齿圈10等齿形变小,相应地也就造成了齿隙变大,当齿形变小至超出了主、从伺服电机21、31配合所能补偿的齿隙范围,此时在圆盘2运行的时候必然表现为圆盘顺、逆时针方向的来回抖动或称晃动。由于铜水流动性较好,如果圆盘抖动较大,会造成铜水在凝固成阳极板的过程中表面形成不平整的突起或者纹路,阳极板耳部出现荡边。设备运行的初期阶段,即使有晃动,其晃动的频率与幅度也很小,难以通过人工观察、巡检,待被巡检人员观察到,晃动现象往往已经是十分严重了,必须停机检修,而阳极炉的熔炼过程则必须被迫修订,对生产造成严重影响无法避免。为此本实用新型还提供检测方法,及时且能预见性的检测内齿圈10或着说是圆盘2的运行状态,为相关联的生产系统提供统筹的生产、检修安排。
28.本实用新型提供了以下检测方法,即防抖动铜冶炼阳极板圆盘浇铸机运行工况的检测方法,控制器40输出控制信号设定驱动动力齿轮20的主动伺服电机21的转速;主动伺服电机21转速信号传感器22采用主动伺服电机21的实际转速;比较主动伺服电机21的设定转速和实际转速。
29.上述方案就是采集主动伺服电机21的设定转速和主动伺服电机21实际转速,在阻尼单元或优选为阻尼齿轮30的作用下,主动伺服电机21的设定转速与实际转速存在差异,该差异对应着阳极板模具1的运行状态,其运行状态又直接关乎到阳极板的成型质量。正常运行中伺服电机转速设定在0到4000rpm之间变化,相较于内齿圈10一分钟不到半圈的位置变化,周长方向的位移量变化难以检测,尤其是周长方向的位移变换量无法有效检测到,因此所对应的晃动程度难以甄别和判定;而本实用新型中的晃动程度选用伺服电机转速的变化则是十分容易的表达出来。
30.阻尼齿轮30与动力齿轮20的齿数和公称尺寸相同,阻尼齿轮30与动力齿轮20的设定转向相同且阻尼齿轮30的设定转速小于动力齿轮20的设定转速;控制器40输出控制信号设定驱动阻尼齿轮30的从动伺服电机31的转速,从动伺服电机31转速信号传感器32采用从动伺服电机31的实际转速;比较从动伺服电机31的设定转速和实际转速。
31.阻尼齿轮30与动力齿轮20选用相同的的齿数和公称尺寸以及转速的设定与采集
的优点和效果,参见实施例1。
32.上述方案是在比较主动伺服电机21的设定转速和实际转速的基础上,更进一步的又比较了从动伺服电机31的设定转速和实际转速,这样就保证了主动伺服电机21、从动伺服电机31的运行工况,所对应的阻尼齿轮30、动力齿轮20及内齿圈10的啮合状态实现了全面掌控,即不仅掌控了动力齿轮20、内齿圈10的磨损情况对两者之间的啮合状态的影响,同时还掌控了阻尼齿轮30、内齿圈10的磨损情况对两者之间的啮合状态的影响。
33.为了形象而直观起见,由示波器50显示的主动伺服电机21的实际转速曲线在主动伺服电机21设定转速曲线附近反复穿越,若穿越线无“毛刺”特征则判定为运行稳定,若穿越线出现“毛刺”特征则判定为运行失稳。
34.上述方案就是将复杂而难以定义的晃动频率和幅度,用图像中是否有“毛刺”来形象地表达。
35.图4是正常运行时对于主动伺服电机21转速采样曲线图,正常运行时采样曲线近似为一条平滑的余弦曲线,设定转速为n1,实际转速n2,运转正常时可以认为n2=n1,设定转速值与反馈值近似为一条曲线,这反映了系统在任意时刻加速度的平稳变化,从而避免速度的急剧改变造成圆盘浇铸机内铜水的晃动。
36.优选的,控制器40输出的驱动主动伺服电机21的转速的设定信号并采集主动伺服电机21的编码器22反馈的信号为实际转速信号;
37.同时或之后控制器40输出的驱动从动伺服电机31转速的设定信号并采集主动伺服电机21的编码器22反馈信号为实际转速信号。
38.直接利用伺服电机本身的编码器作为转速信号采集传感器,不仅节省了部件成本,更重要的是省却了附加设置转速采集传感器的定位与安装工作,同时简化了信号线的布置。
39.如图5所示,在正常运行状态下,主动伺服电机21给定转速曲线与编码器22反馈的实际转速曲线基本吻合。在启动瞬间主动伺服电机21带动内齿圈10转动,从动伺服电机31在跟踪主动伺服电机21运动时存在一定的滞后性,在a点以前由于机构间隙和惯性原因产生了一个跳动;但在0.2s左右的时间内,从动伺服电机31介入工作,在b点时实际转速反馈曲线迅速向给定曲线靠拢,在b点产生啮合力;bc段主、从伺服电机21、31保持斜坡加速,此段时间内两曲线基本吻合;由于主动伺服电机21控制速度而从动伺服电机31控制转矩,为保证高速运行中从动伺服电机31施加足够的阻尼力,cd段主动伺服电机21与从动伺服电机31给定转速之间逐渐产生速度差,至d点为速度最大点,主、从伺服电机21、31实际转速共同稳定在约1600rpm;de段为减速斜坡,随着速度的减慢开始寻找浇铸位对正位置,给定转速与反馈的实际转速之间逐渐靠拢,直到基本吻合。
40.由示波器50显示的从动伺服电机31的实际转速曲线在从动伺服电机31设定转速曲线附近反复穿越,若穿越线无“毛刺”特征则判定为运行稳定,若穿越线出现“毛刺”特征则判定为运行失稳。
41.图6所示为故障时的主动伺服电机21对应的运行异常情况,由于振动造成实际位置偏移,反馈至伺服系统导致转速跟踪不断调整,造成给定转速的曲线并非一条平滑的余弦曲线,出现n2《n1的现象,曲线有“毛刺”的情况。
42.优选的,两次采集主动伺服电机21设定转速、实际转速信号的时间间隔为10ms。
43.两次采集从动伺服电机31设定转速、实际转速信号的时间间隔为10ms。
44.采用上述时间间隔实施转速信号采集,有利于及时检测到设备的运行状态,若出现影响阳极板浇铸质量的运行故障,将会提前预知,本实用新型为冶炼系统统筹生产安排提供了预防性保养维护新的数据参考。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1