一种刹车片加工打磨装置的制作方法
1.本实用新型涉及刹车片加工技术领域,尤其涉及的是一种刹车片加工打磨装置。
背景技术:
2.刹车片是一种制动部件,其主要使用在汽车上,用于制动汽车的轮毂。刹车片采用金属材料制备,加工过程中,将金属料板经过数控车床铣削后加工得到刹车片坯料,再经过后续处理后交工得到刹车片成品。
3.在金属料板铣削前,需要将料板上的氧化层打磨去除,具体是,氧化层附着在料板上,不仅污染车床导致大量的金属氧化污垢附着在车床的排污槽上,难以清理,且铣削过程中,氧化层容易损伤刀头,并且氧化层过厚,容易影响铣削加工精度。
4.因此,加工前,需要对料板进行打磨除氧化层,目前,较为常规的方式是人工打磨,然而该方式适用于尺寸小的料板,对于尺寸大的料板,表面积大,无法通过人工充分、高效、全覆盖打磨处理。
技术实现要素:
5.本实用新型所要解决的技术问题在于提供了一种刹车片加工打磨装置。
6.本实用新型是通过以下技术方案解决上述技术问题的:
7.一种刹车片加工打磨装置,包括前、后间隔设置的工件架,所述工件架之间滑动连接有加工板料定位组件;
8.所述加工板料定位组件包括左右间隔设置的u形滑动架,所述u形滑动架的顶部之间均固定连接有工件定位件,所述工件定位件包括定位框,所述定位框上滑动连接有夹具板,所述夹具板的底部固定连接有若干个前后间隔设置的定位料头,所述定位料头滑动连接所述定位框;
9.所述夹具板的前后两侧均装配连接有气缸;
10.所述刹车片加工打磨装置还包括设置在定位框之间的磨杆体,所述磨杆体的顶部装配连接有打磨电机;
11.所述打磨电机装配连接有悬架。
12.优选地,所述磨杆体的顶部固定连接有装配座,所述装配座的顶部开设有六边体装配槽;
13.所述打磨电机的输出轴底部固定连接有限位在边体装配槽内的装配柱头;
14.所述装配柱头与装配座之间通过若干个装配螺栓固定装配连接。
15.优选地,所述悬架包括转动连接在打磨电机输出轴上的悬架座,所述悬架座的前后两端均通过连杆固定连接在工件架的侧壁上。
16.优选地,所述工件架的纵向截面形状位u形。
17.优选地,所述工件架的左右两端之间固定连接有滑杆,所述u形滑动架滑动连接在滑杆上。
18.优选地,所述u形滑动架的底部限位有若干个支撑球,所述支撑球滚动在工件架的顶部。
19.优选地,所述夹具板的前后两端均固定连接有端座;
20.所述气缸的活塞杆固定连接在端座的底部。
21.优选地,所述气缸的缸筒固定连接在夹具板的侧壁上。
22.本实用新型相比现有技术具有以下优点:
23.本实用新型公开一种刹车片加工打磨装置,通过设计前、后间隔设置的工件架,所述工件架之间滑动连接有加工板料定位组件;实现将料板在打磨去除氧化层之前定位。
24.通过设计加工板料定位组件包括左右间隔设置的u形滑动架,所述u形滑动架的顶部之间均固定连接有工件定位件,所述工件定位件包括定位框,所述定位框上滑动连接有夹具板,所述夹具板的底部固定连接有若干个前后间隔设置的定位料头,所述定位料头滑动连接所述定位框;夹具板的前后两侧均装配连接有气缸。实现将料板的端头部位以多个挤压位点方式定位。
25.通过设计刹车片加工打磨装置还包括设置在定位框之间的磨杆体,所述磨杆体的顶部装配连接有打磨电机。实现覆盖打磨去除氧化层。
26.采用上述装置部件设计实现刹车片加工过程中,将面积大的料板进行全方位覆盖打磨去除氧化层,且上述装置部件设计打磨效率高,打磨过程中,料板定位稳定,且无需人工干预操作。
附图说明
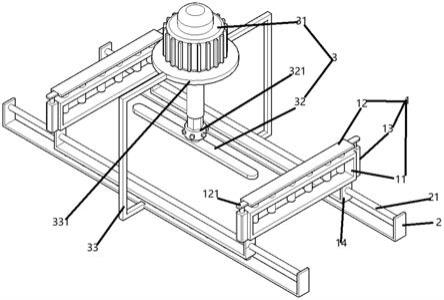
27.图1是本实用新型实施例的整体结构示意图;
28.图2是本实用新型实施例中u形滑动架连接限位支撑球的结构示意图;
29.图3是本实用新型实施例中磨杆体与打磨电机的连接关系结构示意图;
30.图4是本实用新型实施例图1中另一种视角下的结构示意图;
31.图5是本实用新型实施例图1中的右视图。
具体实施方式
32.下面对本实用新型的实施例作详细说明,本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
33.如图1-5所示,一种刹车片加工打磨装置,包括前、后间隔设置的工件架2(工件架2的纵向截面形状位u形),所述工件架2之间滑动连接有加工板料定位组件1;
34.所述加工板料定位组件1包括左右间隔设置的u形滑动架14(工件架2的左右两端之间固定连接有滑杆21,所述u形滑动架14滑动连接在滑杆21上),同时,为了提高滑动稳定性,上述u形滑动架14的底部限位有若干个支撑球141(具体是,按照现有常规方式,u形滑动架14的底部开设有限位支撑球141的槽体),所述支撑球141滚动在工件架2的顶部。改方式实现打磨以及运动过程中,支撑球141支撑压力负荷,避免料板发生变形或者弯折。
35.所述u形滑动架14的顶部之间均固定连接有工件定位件,所述工件定位件包括定位框11,所述定位框11上滑动连接有夹具板12,所述夹具板12的底部固定连接有若干个前
后间隔设置的定位料头,所述定位料头滑动连接所述定位框11。夹具板12的前后两侧均装配连接有气缸13。
36.具体装配方式为:夹具板12的前后两端均固定连接有端座121;气缸13的活塞杆固定连接在端座121的底部。气缸13的缸筒固定连接在夹具板12的侧壁上。
37.上述刹车片加工打磨装置还包括设置在定位框11之间的打磨部件3,打磨部件3包括置在定位框11之间的磨杆体32,所述磨杆体32的顶部装配连接有打磨电机31;打磨电机31装配连接有悬架。
38.具体而言,上述磨杆体32的顶部固定连接有装配座321,所述装配座321的顶部开设有六边体装配槽;打磨电机31的输出轴底部固定连接有限位在边体装配槽内的装配柱头311;装配柱头311与装配座321之间通过若干个装配螺栓固定装配连接。
39.悬架包括转动连接在打磨电机31输出轴上的悬架座331,所述悬架座331的前后两端均通过连杆33固定连接在工件架2的侧壁上。
40.工作过程中,首先操作人员将尺寸大的料板伸入到定位框11之间,并利用气缸13驱动夹具板12携带定位料头将料板定位。
41.此时,打开打磨电机31,打磨电机31驱动磨杆体32不断在料板的顶部摩擦旋转,通过该过程中,实现将料板上的氧化层去除。在该过程中,操作人员推动u形滑动架14滑动,进而料板跟随移动,以此切换打磨部位,提高打磨的覆盖面积。
42.采用上述装置部件设计实现刹车片加工过程中,将面积大的料板进行全方位覆盖打磨去除氧化层,且上述装置部件设计打磨效率高,打磨过程中,料板定位稳定,且无需人工干预操作。
43.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1