一种用于零件真空浸渗处理的网篮装置的制作方法
1.本实用新型涉及零件处理的技术领域,尤其涉及一种用于零件真空浸渗处理的网篮装置。
背景技术:
2.粉末冶金行业是通过粉末压制成形、高温烧结工艺制造金属材料及产品,烧结后工件内部会产生不同程度的气孔,因此需要对有密封性要求的产品进行封孔处理。浸渗工艺就是将浸渗胶渗入工件气孔内经过固化来填充气孔。而现有的浸渗装置工件散乱堆叠摆放,浸渗胶不能完全充分接触工件表面,浸渗效果不佳而且流转到吹淋除胶工序时,无法完全有效去除残留胶体,因而去除表面残胶的效果差;并且还需要通过甩干方式除胶,产品容易造成磕碰。
技术实现要素:
3.(一)要解决的技术问题
4.本实用新型要解决的技术问题是提供一种用于零件真空浸渗处理的网篮装置,设置有规则分布的零件放置部,可以将零件规则摆放,有利于零件的待浸渗表面充分接触浸渗胶,在真空负压下作用下有效渗入零件表面;且有利于吹淋除胶时气体完全作用在零件表面,可以有效去除零件表面残留的胶水;同时,可根据零件的大小自由调节零件放置架的位置或更换不同规格的零件放置部,也可根据零件的厚度调整在网篮框上的前后位置,零件的装载量也大幅增加。
5.(二)技术方案
6.本实用新型解决上述技术问题所采用的方案是一种用于零件真空浸渗处理的网篮装置,所述网篮装置包括上端开口的网篮框、以及可拆卸连接在所述网篮框内的若干个用于放置零件的零件放置架;其中,所述零件放置架包括若干个规则分布的零件放置部。
7.优选的,所述零件放置架呈悬挂式放置在所述网篮框上。
8.具体的,所述零件放置架可拆卸连接在网篮框上,取出后可以直接作为固化处理工艺的载具装置,省去了传统作业时高温固化处理时产品摆放步骤,节省作业时间,提高了生产效率。
9.采用上述方案,设置有规则分布的零件放置部,可以将零件规则摆放,有利于零件的待浸渗表面充分接触浸渗胶,在真空负压下作用下有效渗入零件表面;且有利于吹淋除胶时气体完全作用在零件表面,可以有效去除零件表面残留的胶水;同时,可根据零件的大小自由调节零件放置架的位置或更换不同规格的零件放置部,也可根据零件的厚度调整在网篮框上的前后位置,零件的装载量也大幅增加。
10.进一步的,所述零件放置部包括若干横向支撑部和若干纵向支撑部;所述横向支撑部和所述纵向支撑部交织布置,且所述横向支撑部和所述纵向支撑部的每个相交处均设置有用于悬挂零件的悬挂挂钩。
11.具体的,所述横向支撑部和所述纵向支撑部相交形成一个网片状。
12.进一步的,每个所述悬挂挂钩朝着一个方向布置,且所述悬挂挂钩垂直于所述横向支撑部和所述纵向支撑部。
13.进一步的,所述零件放置架包括用于固定所述零件放置部的支撑架,对应的,所述网篮框包括用于限制所述支撑架的限制架。
14.具体的,所述限制架用于防止所述零件放置架脱离所述网篮框。
15.进一步的,所述支撑架包括连接在所述零件放置部的任意一端的第一支撑杆,所述第一支撑杆包括两端延伸超出所述零件放置部的支撑端部,对应的,所述限制架包括用于支撑两个所述支撑端部的相对布置的两个第一限制杆和第二限制杆,且所述第一限制杆和所述第二限制杆的两端还连接有相对布置的两个用于防止所述第一支撑杆脱离的第三限制杆和第四限制杆。
16.具体的,所述第一限制杆、所述第二限制杆、所述第三限制杆、以及所述第四限制杆围合形成具有开口的正方形框架。
17.具体的,所述第一支撑杆通过两个所述支撑端部放置在所述第一限制杆和第二限制杆的上端,同时,所述第三限制杆和所述第四限制杆第一支撑杆的外端,则可以防止所述零件放置架脱离所述网篮框。
18.进一步的,所述支撑架还包括垂直于所述第一支撑杆且连接在所述零件放置部两端的第二支撑杆和第三支撑杆;对应的,所述限制架还包括垂直于所述第一限制杆和第二限制杆的竖直分布的若干个第五限制杆和第六限制杆;其中,每两个第五限制杆之间形成用于限制第二支撑杆的第一限制区,每两个第六限制杆之间形成用于限制第三支撑杆的第二限制区。
19.具体的,每两个所述第五限制杆之间的间距和每两个所述第六限制杆之间的间距可以根据零件放置架的厚度进行调节。
20.进一步的,所述支撑架还包括设于所述第二支撑杆和第三支撑杆远离所述第一支撑杆的一端的且连接在所述零件放置部上的第四支撑杆,且所述第四支撑杆的两端分别朝外延伸形成有延伸部,且两个所述延伸部分别限制在所述第一限制区和第二限制区内。
21.具体的,所述延伸部的设置,可以进一步提高所述零件放置架在所述网篮框上的稳固度,不会轻易脱离。
22.优选的,所述第一支撑杆、所述第二支撑杆、所述第三支撑杆、以及所述第四支撑杆依次相连形成支撑架,且所述零件放置部的外端焊接在所述支撑架上,从而提高放置零件的稳固度。
23.具体的:根据产品的大小规则放置零件放置部上的悬挂挂钩上,再将整个零件放置架放置网篮框上,且通过网篮框两侧面的第五限制杆形成的第一限制区和第六限制杆形成的第二限制区将所述零件放置架顺序排列,然后放入浸渗机中真空浸渗,待浸渗完成后通过气体吹淋方式去除零件表面的残留胶水,最后进行高温固化处理。
24.进一步的,所述网篮框还包括用于连接每个所述第五限制杆和每个所述第六限制杆的框架。
25.进一步的,所述框架和所述第三限制杆之间、以及所述框架和所述第四限制杆之间连接有用于限制所述零件放置架的若干并列布置的第七限制杆。
26.采用上述方案,所述第七限制杆的设置,用于防止零件放置架脱离所述网篮框。
27.进一步的,所述框架包括若干横向限制杆和若干纵向限制杆,且所述横向限制杆和所述纵向限制杆交织形成若干沥水孔。
28.(三)有益效果
29.与现有技术相比,本实用新型设计一种用于零件真空浸渗处理的网篮装置,
30.(1)本实用新型设置有规则分布的零件放置部,可以将零件规则摆放,有利于零件的待浸渗表面充分接触浸渗胶,在真空负压下作用下有效渗入零件表面;且有利于吹淋除胶时气体完全作用在零件表面,可以有效去除零件表面残留的胶水;
31.(2)本实用新型设置所述零件放置架可拆卸连接在网篮框上,可以根据零件的大小自由调节零件放置架的位置或更换不同规格的零件放置部,也可根据零件的厚度调整在网篮框上的前后位置,零件的装载量也大幅增加;
32.(3)所述零件放置架可拆卸连接在网篮框上,取出后可以直接作为固化处理工艺的载具装置,省去了传统作业时高温固化处理时产品摆放步骤,节省作业时间,提高了生产效率。
附图说明
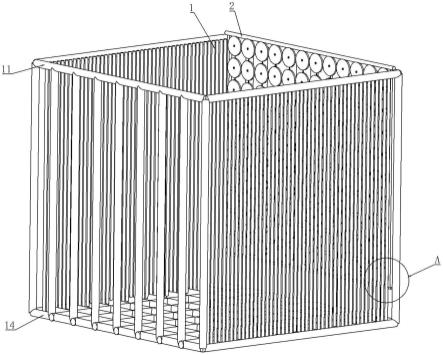
33.图1为本实施例的网篮装置的示意图;
34.图2为图1中a处放大示意图;
35.图3为本实施例的网篮框的示意图;
36.图4为本实施例的网篮装置的另一角度示意图;
37.图5为本实施例的零件放置架的示意图;
38.图6为图5中b处放大示意图。
39.附图标记说明:1、网篮框;11、限制架;111、第一限制杆;112、第二限制杆;113、第三限制杆;114、第四限制杆;115、第五限制杆;116、第六限制杆;12、第一限制区;13、第二限制区;14、框架;141、横向限制杆;142、纵向限制杆;143、沥水孔;15、第七限制杆;2、零件放置架;21、零件放置部;211、横向支撑部;212、纵向支撑部;213、悬挂挂钩;22、支撑架;221、第一支撑杆;221-1、支撑端部;222、第二支撑杆;223、第三支撑杆;224、第四支撑杆;224-1、延伸部。
具体实施方式
40.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
41.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
42.本实施例:
43.如图1,图4所示,本实施例的一种用于零件真空浸渗处理的网篮装置,所述网篮装
置包括上端开口的网篮框1、以及可拆卸连接在所述网篮框1内的若干个用于放置零件的零件放置架2;其中,所述零件放置架2包括若干个规则分布的零件放置部21。优选的,所述零件放置架2呈悬挂式放置在所述网篮框1上。具体的,所述零件放置架2可拆卸连接在网篮框1上,取出后可以直接作为固化处理工艺的载具装置,省去了传统作业时高温固化处理时产品摆放步骤,节省作业时间,提高了生产效率。采用上述方案,设置有规则分布的零件放置部21,可以将零件规则摆放,有利于零件的待浸渗表面充分接触浸渗胶,在真空负压下作用下有效渗入零件表面;且有利于吹淋除胶时气体完全作用在零件表面,可以有效去除零件表面残留的胶水;同时,可根据零件的大小自由调节零件放置架2的位置或更换不同规格的零件放置部21,也可根据零件的厚度调整在网篮框1上的前后位置,零件的装载量也大幅增加。
44.如图5-图6所示,进一步的,所述零件放置部21包括若干横向支撑部211和若干纵向支撑部212;所述横向支撑部211和所述纵向支撑部212交织布置,且所述横向支撑部211和所述纵向支撑部212的每个相交处均设置有用于悬挂零件的悬挂挂钩213。具体的,所述横向支撑部211和所述纵向支撑部212相交形成一个网片状。进一步的,每个所述悬挂挂钩213朝着一个方向布置,且所述悬挂挂钩213垂直于所述横向支撑部211和所述纵向支撑部212。
45.如图1-图6所示,进一步的,所述零件放置架2包括用于固定所述零件放置部21的支撑架22,对应的,所述网篮框1包括用于限制所述支撑架22的限制架11。具体的,所述限制架11用于防止所述零件放置架2脱离所述网篮框1。进一步的,所述支撑架22包括连接在所述零件放置部21的任意一端的第一支撑杆221,所述第一支撑杆221包括两端延伸超出所述零件放置部21的支撑端部221-1,对应的,所述限制架11包括用于支撑两个所述支撑端部221-1的相对布置的两个第一限制杆111和第二限制杆112,且所述第一限制杆111和所述第二限制杆112的两端还连接有相对布置的两个用于防止所述第一支撑杆221脱离的第三限制杆113和第四限制杆114。具体的,所述第一限制杆111、所述第二限制杆112、所述第三限制杆113、以及所述第四限制杆114围合形成具有开口的正方形框架。具体的,所述第一支撑杆221通过两个所述支撑端部221-1放置在所述第一限制杆111和第二限制杆112的上端,同时,所述第三限制杆113和所述第四限制杆114第一支撑杆221的外端,则可以防止所述零件放置架2脱离所述网篮框1。进一步的,所述支撑架22还包括垂直于所述第一支撑杆221且连接在所述零件放置部21两端的第二支撑杆222和第三支撑杆223;对应的,所述限制架11还包括垂直于所述第一限制杆111和第二限制杆112的竖直分布的若干个第五限制杆115和第六限制杆116;其中,每两个第五限制杆115之间形成用于限制第二支撑杆222的第一限制区12,每两个第六限制杆116之间形成用于限制第三支撑杆223的第二限制区13。具体的,每两个所述第五限制杆115之间的间距和每两个所述第六限制杆116之间的间距可以根据零件放置架2的厚度进行调节。进一步的,所述支撑架22还包括设于所述第二支撑杆222和第三支撑杆223远离所述第一支撑杆221的一端的且连接在所述零件放置部21上的第四支撑杆224,且所述第四支撑杆224的两端分别朝外延伸形成有延伸部224-1,且两个所述延伸部224-1分别限制在所述第一限制区12和第二限制区13内。具体的,所述延伸部224-1的设置,可以进一步提高所述零件放置架2在所述网篮框1上的稳固度,不会轻易脱离。优选的,所述第一支撑杆221、所述第二支撑杆222、所述第三支撑杆223、以及所述第四支撑杆224依次相
连形成支撑架22,且所述零件放置部21的外端焊接在所述支撑架22上,从而提高放置零件的稳固度。
46.如图3所示,进一步的,所述网篮框1还包括用于连接每个所述第五限制杆115和每个所述第六限制杆116的框架14。进一步的,所述框架14和所述第三限制杆113之间、以及所述框架14和所述第四限制杆114之间连接有用于限制所述零件放置架2的若干并列布置的第七限制杆15。采用上述方案,所述第七限制杆15的设置,用于防止零件放置架2脱离所述网篮框1。进一步的,所述框架14包括若干横向限制杆141和若干纵向限制杆142,且所述横向限制杆141和所述纵向限制杆142交织形成若干沥水孔143。
47.本实施例的网篮装置的使用步骤:
48.根据产品的大小规则放置零件放置部21上的悬挂挂钩213上,再将整个零件放置架2放置网篮框1上,且通过网篮框1两侧面的第五限制杆115形成的第一限制区12和第六限制杆116形成的第二限制区13将所述零件放置架2顺序排列,然后放入浸渗机中真空浸渗,待浸渗完成后通过气体吹淋方式去除零件表面的残留胶水,最后进行高温固化处理。
49.以上仅为本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1