一种双磨料砂轮的制作方法
1.本实用新型涉及磨削加工领域,尤其涉及一种双磨料砂轮。
背景技术:
2.传统的双磨料砂轮是两块不同配方的平面砂轮组合而成(如图1所示),包括第一砂轮1和第二砂轮2,第一砂轮1为粗砂轮,第二砂轮2为细砂轮,凭借两块砂轮粒度不一样(粗粒度的粗磨提高磨削效率,细粒度的精磨,提高磨削精度),实现零件一次装夹中进行粗精加工。但由于第一砂轮1和第二砂轮2这两种磨料加工平面在同一平面上,仅能对加工面没有台阶或端面干涉的零件(如图2所示)进行加工,应用范围窄,造成实用推广效果差,而如果加工面存在台阶或端面干涉(如图3所示),那么就无法满足加工需求。
3.为了避免零件加工时端面干涉的影响,现有技术中存在阶梯式砂轮(如图4所示),第一砂轮1和第二砂轮2对零件外圆面的加工面不在同一平面上,存在以下技术问题:
4.1、加工时,只有第一砂轮1和第二砂轮2的外圆面具有磨削功能,仅仅对零件外圆面进行加工,而零件端面无法同时进行加工,因此需要进行两次修整。
5.2、该阶梯式砂轮的抗干涉力较差,加工工作空间一定要在两块砂轮在宽度上无干涉才能对同一外圆进行加工。
6.3、加工冷却效果差,当第二砂轮2加工时,冷却液被第一砂轮1阻挡,很难进入到第二砂轮2加工范围内,同时受直角磨削加工原理影响,接触面是弧形,冷却和排削困难,加工极易烧伤或裂纹零件端面和圆角。
技术实现要素:
7.本实用新型要解决的技术问题是克服现有技术的不足,提供一种加工稳定性高的双磨料砂轮。
8.为解决上述技术问题,本实用新型采用以下技术方案:
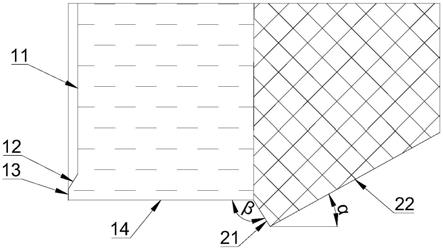
9.一种双磨料砂轮,包括第一砂轮和第二砂轮,所述第一砂轮的中心轴和第二砂轮的中心轴同轴,所述第一砂轮包括第一端面和第一外圆面,所述第二砂轮包括第二端面和第二外圆面,所述第一端面、第一外圆面、第二端面、第二外圆面依次连接,在过双磨料砂轮的中心轴的平面上,所述第二外圆面的投影线与基准线之间具有锐角α,所述基准线为与所述第一外圆面的投影线平行的直线,所述第二端面的投影线与所述第一外圆面的投影线之间具有钝角β。
10.作为上述技术方案的进一步改进:
11.20
°
≤α≤60
°
。
12.β=α+90
°
。
13.优选地,所述第一端面、第一外圆面之间设有第一圆弧面。
14.优选地,所述第二端面、第二外圆面之间设有第二圆弧面。
15.优选地,所述第一端面、第一外圆面之间设有第一直角面。
16.优选地,所述第二端面、第二外圆面之间设有第二直角面。
17.所述第二端面的长度值大于零件端面的高度值。
18.所述第一砂轮还包括凹台面和端面后角,所述凹台面与所述第一端面平行,所述端面后角连接于所述凹台面和所述第一端面之间。
19.所述第一砂轮的磨料粒度大于第二砂轮的磨料粒度。
20.优选地,在另外实施方案中,所述第二砂轮的磨料粒度大于第一砂轮的磨料粒度。
21.与现有技术相比,本实用新型的优点在于:
22.本实用新型具有第一砂轮和第二砂轮,第一砂轮的第一端面和第一外圆面分别对零件端面和零件外圆面进行磨削粗加工,第二砂轮的第二端面和第二外圆面分别对零件端面和零件外圆面进行磨削精加工,对有台阶端面干涉的零件采用一次装夹,即可完成零件第一次加工和第二次加工(粗、精加工),加工稳定性高。锐角α和钝角β的存在一方面提高了第一砂轮和第二砂轮之间抗干涉能力,抗干涉能力随α角度增大而增强,另一方面,当第二砂轮加工时,第一砂轮不会阻挡冷却液进入第二砂轮加工区域。
附图说明
23.图1是现有传统砂轮的结构示意图。
24.图2是现有传统砂轮加工时端面无干涉的示意图。
25.图3是现有传统砂轮加工时端面干涉的示意图。
26.图4是现有另一传统砂轮加工示意图。
27.图5是本实用新型的结构示意图。
28.图6是图5中a处的局部放大图。
29.图7是本实用新型加工零件的结构示意图。
30.图8是本实用新型第一砂轮加工时的示意图。
31.图9是本实用新型第二砂轮加工时的示意图。
32.图中各标号表示:1、第一砂轮;11、凹台面;12、端面后角;13、第一端面;14、第一外圆面;2、第二砂轮;21、第二端面;22、第二外圆面。
具体实施方式
33.以下将结合说明书附图和具体实施例对本实用新型做进一步详细说明。除非特殊说明,本实用新型采用的仪器或材料为市售。
34.实施例1:
35.如图5和图6所示,本实施例的双磨料砂轮,包括第一砂轮1和第二砂轮2,第一砂轮1的中心轴和第二砂轮2的中心轴同轴,第一砂轮1包括第一端面13和第一外圆面14,第二砂轮2包括第二端面21和第二外圆面22,第一端面13、第一外圆面14、第二端面21、第二外圆面22依次连接,在过双磨料砂轮的中心轴的平面上,第二外圆面22的投影线与基准线之间具有锐角α,基准线为与第一外圆面14的投影线平行的直线,第二端面21的投影线与第一外圆面14的投影线之间具有钝角β。
36.本实用新型的双磨料砂轮,具有四个加工面,两处端面(第一端面13、第二端面21),两处外圆(第一外圆面14、第二外圆面22),具有直角砂轮和斜面砂轮的优点。第一砂轮
1磨料时,第一砂轮1的中心轴与零件中心轴平行,第二砂轮2避让台阶或端面,不干涉第一砂轮1磨料加工;第二砂轮2磨料时,第二砂轮2的中心轴相对于零件中心轴具有偏转角度,第一砂轮1避让台阶或端面,不干涉第二砂轮2磨料加工,与此同时,第一砂轮1和第二砂轮2均同时对零件台阶端面和零件外圆面进行加工,实现了高精度台阶端面的零件加工,对有台阶端面干涉的零件采用一次装夹,即可完成零件第一次加工和第二次加工(粗、精加工)。锐角α和钝角β的存在一方面提高了第一砂轮1和第二砂轮2之间抗干涉能力,抗干涉能力随α角度增大而增强,另一方面,当第二砂轮2加工时,第一砂轮1不会阻挡冷却液进入第二砂轮2加工区域。
37.与传统的磨料砂轮加工不同,本实用新型打破了高精度轴承跑道外圆必须分粗精磨两道工序加工的瓶颈,可一次加工大余量工件,避免了“磨不起来有黑皮”,及中心孔二次修复的缺陷,提高了加工效率和质量。
38.20
°
≤α≤60
°
,α根据零件加工实际要求而确定。本实施例中,α=30
°
,α与第二砂轮2加工时旋转角度相同。
39.本实施例中,β=α+90
°
。
40.本实施例中,第一端面13、第一外圆面14之间设有第一圆弧面(图中未示出)。第二端面21、第二外圆面22之间设有第二圆弧面(图中未示出)。
41.在其他实施例中,第一端面13、第一外圆面14之间设有第一直角面。第二端面21、第二外圆面22之间设有第二直角面。第一圆弧面或第一直角面是根据零件需求确定。
42.本实施例中,第二端面21的长度值大于零件端面的高度值。
43.本实施例中,第一外圆面14的长度值大于零件外圆面的长度值。根据零件外圆面的长度值调整第一外圆面14的长度值实现第一砂轮1加工宽度的调整,通过调整第二外圆面22的长度值实现第二砂轮2加工宽度的调整,有效提高砂轮利用率。
44.本实施例中,第一砂轮1还包括凹台面11和端面后角12,凹台面11与第一端面13平行,端面后角12连接于凹台面11和第一端面13之间,端面后角12相对于第一端面13倾斜设置。第一砂轮1加工时,第一端面13与零件端面接触,冷却液从凹台面11处流入至第一端面13处,凹台面11保证冷却液充分进入加工磨削区域,保证充分冷却和排屑。端面后角12相对于第一端面13倾斜设置,保证第一端面13处磨削沙粒不易崩落并引导冷却液流入到第一端面13处,加强了第一端面13的强度。
45.第一砂轮1的磨料粒度和第二砂轮2的磨料粒度不同。本实施例中,第一砂轮1的磨料粒度大于第二砂轮2的磨料粒度。在其他实施例中,第二砂轮2的磨料粒度大于第一砂轮1的磨料粒度,也可实现相同或相似的技术效果,加工顺序由先由第一砂轮1加工再由第二砂轮2加工,变更为先由第二砂轮2加工再由第一砂轮1加工。在特殊情况下,第一砂轮1的磨料粒度与第二砂轮2的磨料粒度相同。
46.本实施例中,第一砂轮1和第二砂轮2为采用粘接工艺一体成型。在其他实施例中,第一砂轮1和第二砂轮2采用烧结工艺就拼接而成。
47.如图7所示,某武装直升机内侧压板零件,余量有1.2mm,外圆处有端面干涉,同时有表面耐磨值大于90%的要求。经加工试验,若满足技术要求,需要使用粒度较细的磨料,进给速度0.03mm每分钟,磨削时间为45分钟。采用本实用新型双磨料砂轮后一次性实现粗、精加工并保证了技术要求,加工时间为7分钟。
48.如图8所示,本实施例中,双磨料砂轮的中心轴线平行于零件轴线,对零件端面(a面)和零件外圆面(b面)进行加工,采用80粒度,浓度100的第一砂轮1(金刚石砂轮)进行粗加工,进给速度为0.3mm每分钟,留0.05mm的精磨余量,加工时间4分钟。
49.如图9所示,本实施例中,在精磨时,将第二砂轮2的中心轴旋转30度,第二砂轮2的中心轴与零件轴线呈30度夹角状态对零件端面(a面)和零件外圆面(b面)进行加工,精磨时间缩短为3分钟。
50.本实用新型中,第一砂轮1和第二砂轮2共同在同一根砂轮主轴的基础上,对大余量精密的带台阶圆弧外圆的工件进行加工,先利用双磨料砂轮中的第一砂轮1(粗砂轮),快速进行粗加工,再利用第二砂轮2(细砂轮)保证工件的精密性。第一砂轮1工作时,第一端面11和零件端面是面接触,而当第二砂轮2工作时,第二端面21与零件端面是线接触,端面对零件表面的垂直度仅受修整精度影响,不受机床头架,尾架调整误差影响。
51.虽然本实用新型已以较佳实施例揭示如上,然而并非用以限定本实用新型。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围的情况下,都可利用上述揭示的技术内容对本实用新型技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本实用新型技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1