铣磨轮用冷却水套的制作方法
1.本实用新型涉及金刚石磨轮磨削技术领域,特别涉及一种铣磨轮用冷却水套。
背景技术:
2.在进行球面范成法铣磨或平面加工时,采用铣磨轮进行加工,铣磨轮包括基体,在基体的端面设置有料环,通过料环面对工件进行磨削,在基体上设置中心轴孔,通过轴孔与驱动装置的驱动轴连接。铣磨轮的高速运转会产生磨削热,铣磨轮和工件的温度均会升高,影响铣磨加工表面质量;因此,需要用冷却水对其进行冷却。现有技术中,通常采用如下方式进行冷却:1、将铣磨轮的驱动轴设置成中空结构,冷却水管设置在驱动轴的中空内腔中,冷却水由冷却水管进入至铣磨轮和工件。由于冷却水管设置在旋转轴的中空内腔中,受到驱动轴直径的限制,冷却水管较细,水流量较小,因此,进入到铣磨轮和工件上的冷却水较少,能够带走的磨削热较少,此种结构尚能满足低速铣磨,对于高速铣磨则冷却效果不佳。2、驱动轴为中空结构,将旋转轴通过旋转接头对接冷却水管,冷却水直接由旋转轴的中空内腔进入到旋转轴内。此种结构,虽然冷却水的流量稍有增大,但是,由于受到驱动轴的强度的限制,驱动轴上的中空结构的直径比较小,其水流量仍不足以将磨削热充分带走,而且,旋转接头通常无法承受旋转轴的高速运转,极易损坏。而且,上述两种现有技术中,中空结构的驱动轴加工难度大,制作成本高。3、采用外喷的方式进行冷却,即,在设备外部设置喷水管,由喷水管向铣磨轮和工件喷射冷却水。但是,由于冷却水由铣磨轮外部喷射,磨料层对冷却水产生阻挡作用,特别是在球面范成法加工中,磨料层采用筒型,筒型磨料层端面整体与工件接触,外部喷射的冷却水几乎完全被磨料层阻挡在其筒外,无法进入到磨料层内腔中,因此,冷却水只能将磨料层外部的磨削热带走,内部磨削区域的磨料层内腔中及被加工表面的热量,冷却不充分,影响着磨削质量。
技术实现要素:
3.本实用新型的目的是,针对现有技术中,冷却水经过驱动轴的中空内腔流向工件和铣磨轮时,驱动轴需通过旋转接头与冷却管路连接,使驱动轴的转速受到旋转接头寿命的制约,驱动轴中能低速运转,磨削效率低的不足,提供一种铣磨轮用冷却水套。
4.本实用新型的目的是通过下述技术方案实现的:
5.一种铣磨轮用冷却水套,包括环形套、挡水板和连接件,挡水板为环形板,所述环形套一端开口,另一端由所述挡水板封闭,所述环形套的开口端用于与铣磨轮的基体活动配合,在所述挡水板上沿环形套的轴向设置有内孔,在所述环形套的圆周壁上设置进水孔,进水孔与所述环形套的内腔相连通,所述连接件的一端与所述环形套或挡水板固定连接,所述连接件的另一端设置有用于与设备主体连接的连接结构;
6.所述环形套的开口端端部外圆周上设置有环形台阶底面,所述环形台阶底面的外径小于所述环形套本体的外径,所述环形台阶底面用于与磨轮基体活动配合;
7.所述挡水板上,至少一侧表面上沿内孔圆周方向设置有凸台;
8.所述连接件呈筒形,所述连接结构包括固定沿和设置在固定沿上的连接孔,所述固定沿向筒形连接件的径向外沿,与所述连接件固定连接;
9.所述固定沿呈环形,所述固定沿的内孔与所述连接件的外圆周固定连接;
10.还包括进水管,所述进水管一端与所述进水孔连通,另一端用于与冷却水源连通;
11.连接件为弯折结构的板形件,包括横板、竖板和固定沿,其横板的自由端与环形套的外圆周相交固定连接,竖板沿环形套的轴向设置,固定沿设置在竖板的自由端向与横板相反的方向延伸;
12.包括至少两个弯折结构的连接件,均匀分布在环形套外圆表面。
13.采用本实用新型提供的铣磨轮用冷却水套,包括环形套,在环形套的圆周壁上设置有进水孔,环形套的一端为开口端,与铣磨轮的基体活动配合,环形套的另一端设置有挡水板,挡水板上设置有供驱动轴穿过的内孔,通过连接件上设置的连接结构与设备主体连接,因此,驱动轴穿过连接件和挡水板的内孔与基体的中心轴孔连接,当驱动轴转动时,本冷却水套不动,因此,冷却水可通过环形套的圆周壁上设置的进水孔进入到环形套内并通过环形套上的开口流出,无需设置旋转接头,驱动轴的转速不再受旋转接头的限制,可提高驱动轴的转速,使铣磨轮适用于高速磨削;另外,当本冷却水套与基体上设置有通水孔的铣磨轮配合使用时,当环形套的开口端与基体配合后,环形套的内腔能与铣磨轮的基体上的通水孔相连通形成冷却水的通道,冷却水从驱动轴与环形套间通过,可据冷却水的流量需求设计环形套的开口及环形套的内腔的直径而不影响驱动轴的强度或直径,更适合高速磨削使用,本实用新型中,挡水板可阻止冷却水向反方向流动,从而保证有充足的冷却液流向工件和料层,从而带走产生的磨削热,对料层和工件进行更好的冷却,提高冷却速度和冷却效果;采用本实用新型结构的冷却水套,无须在铣磨轮的驱动轴上设置流水通道,降低了驱动轴的加工难度、减少了驱动轴的制作成本;采用本实用新型结构的冷却水套,冷却水从水套内流向铣磨轮,只需在铣磨轮的基体上设置通水孔,冷却水即可直接浇入铣磨轮磨料层的内腔,从铣磨轮磨料层内腔对铣磨轮和工件进行冷却,冷却效率好,磨削加工效率高,磨料层内腔的热量和工件磨削表面的热量能被充分带走,因此,更适用于高速磨削。
附图说明
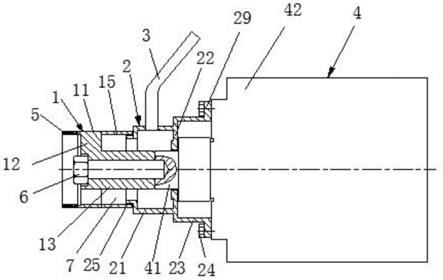
14.图1为本实用新型中铣磨轮用冷却水套主视图剖视图示意图;
15.图2为连接件另一实施例结构示意图;
16.图3为图2实施例结构的边接件的俯视图示意图。
17.附图标记说明
18.21、环形套;22、挡水板;221、凸台;23、连接件;231-横板;232-竖板; 25、台阶底面;26、进水孔;27、内孔;28、垂直面;29、固定沿;291、连接孔;3、进水管;
具体实施方式
19.下面结合具体实施例对本实用新型做进一步地描述:
20.如图1-图3所示,本实用新型提供一种铣磨轮用冷却水套,包括环形套21和连接件23,环形套21的一端设置有挡水板22,另一端为开口端,挡水板22呈环形,挡水板的外圆周或一侧表面与环形套21端部密封固定连接,在挡水板上与环形套同轴设置有内孔27,挡水
板的内孔27用于驱动轴穿过,内孔27与驱动轴间隙配合,由于冷却水会从该间隙溢出,因此,沿内孔27圆周方向至少一侧设置环形凸台221,环形凸台221可以使挡水板与驱动轴的配合面加长,从而减缓及阻止冷却水的溢出。
21.环形套的开口端用于与磨轮基体活动配合以形成用于冷却水通过的冷却水通道。在环形套21的开口端的外圆周上设置环形台阶底面25,环形台阶底面25的直径小于环形套外径,台阶底面25作为环形套与磨轮基体相配合的配合面,用于插入到磨轮基体内腔中,位于环形套21外圆周与台阶底面25之间的垂直面28与磨轮基体的端面相接触或间隙配合,以减少或避免冷却水由磨轮基体与垂直面28之间溢出。在环形套21的圆周壁上设置有至少一个冷却水的进水孔26。冷却水源与环形套之间设置进水管3,进水管的一端与进水孔26连通,另一端与冷却水源连通。连接件23可以呈筒形,与环形套同轴设置,连接件的一端与环形套或挡水板固定连接,另一端设置有用于连接设备主体的连接结构,连接结构包括与连接件呈折边结构的固定沿29和设置在固定沿29上的连接孔291,当连接件呈环形时,固定沿呈环形,固定沿通过内孔与连接件固定连接。优选连接件为弯折结构的板形件,其横板231的自由端与环形套21的外圆周相交固定连接,竖板232的自由端沿环形套的轴向设置,固定沿设置在竖板的自由端向与横板相反的方向延伸,包括至少两个连接件,均匀分布在环形套外圆表面。最好设置两个弯折结构的板形件,两个连接件呈180度角分布在环形套的外圆周表面。采用弯析结构的连接件,当与驱动装置连接时,可以给驱动装置的输出轴上的扳手卡槽让位,使板手卡槽的露出来,方便操作。
22.使用时,固定沿29通过连接孔291与驱动装置的壳体螺栓连接,从而将本冷却水套固定在驱动装置的壳体上,驱动装置的驱动轴贯穿内孔27和环形套21的内孔后与磨轮基体固定连接,磨轮基体端部与台阶底面25动配合连接。工作时,驱动轴带动磨轮基体旋转,冷却水由进水管3进入到环形套21内腔中,由环形套21的内腔流向磨轮,对磨轮进行冷却,驱动轴的转动不受冷却结构的限制,可以实现高速磨削。采用本实用新型结构的冷却水套最好与基体上设置通水孔的铣磨轮配合使用,铣磨轮的基体上的通水孔与环形套内腔及环形套的开口形成冷却水的流通通道,冷却水流经磨轮基体上设置的通水孔后喷向磨料层内腔和工件,从而带走切削热。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1