一种增材制造支撑机构、打印模型的制作方法
1.本实用新型涉及增材制造技术领域,特别涉及一种局部规则结构的增材制造支撑机构及打印模型。
技术背景
2.选区激光熔化成形技术(slm)是以原型制造技术为基本原理发展起来的一种先进的激光增材制造技术。通过专用软件对零件三维数据模型进行切片分层,获得各截面的轮廓数据后,利用高能量激光束根据轮廓数据逐层选择性地熔化金属粉末,通过逐层铺粉,逐层熔化凝固堆积的方式,制造三维实体零件。这种技术面向航空航天、武器制造、汽车、模具以及生物医疗等领域,可解决传统制造难以实现或者无法实现的复杂结构加工制造难题。
3.slm技术可以直接制造结构复杂的工件,且周期短、效率高、材料利用率高,特别适用于制造个性化和复杂结构零件。故对于传统制造不能或难以加工成型的工件,趋向于选择增材制造的方式进行加工。
4.在slm过程中,支撑设计是不可避免的一道工序,支撑起到了导热和限制工件变形的作用。然而在一些必要的支撑设计中,打印完成后支撑的去除是一个较为棘手的问题。slm是一个快速凝固的过程,打印过程中存在很大的温度梯度,产生了很大的内应力,钛合金、高温合金等导热性差的材料更为明显。因此,在用此类材料打印一些大型环形结构件时,在内应力作用下极易导致工件往内收缩变形,为了防止工件变形,需要设计的支撑强度很高,支撑与零件结合处非常牢固,后期难以在不损伤工件的情况下有效的去除。
技术实现要素:
5.有鉴于此,本实用新型针对支撑难以去除的情况,设计了一种非接触式支撑机构,该设计能够有效的控制打印过程中工件变形且极易去除。
6.本实用新型的一方面提供一种增材制造支撑机构,包括支撑组件、制造部件,所述支撑组件包含至少一个支撑结构,所述制造部件包含至少一个部件结构,所述支撑结构为所述部件结构提供支撑,且所述撑结构与所述部件结构不粘接。
7.所述的支撑结构可以为所述部件结构提供支撑以防止部件结构变形,或者使其变形控制在一定范围之内。
8.根据本实用新型提供的支撑机构,所述支撑组件包含n个支撑结构,所述制造部件包含n个部件结构,所述n个支撑结构为所述n个部件结构提供支撑,且所述n个支撑结构与所述n个部件结构不粘接。所述n为大于等于2的自然数。
9.根据本实用新型提的支撑机构,所述部件结构为圆筒形、方筒形、椭圆筒形结构。所述支撑结构为内部带支撑条的圆筒形、方筒形、椭圆筒形结构。
10.根据本实用新型提供的支撑机构,还包括至少一个粘接支撑和至少一个粘接部件结构,所述粘接支撑为所述粘接部件结构提供支撑,且所述粘接支撑与所述粘接部件结构粘接。
11.根据本实用新型提供的支撑机构,在一种实施方式中,还包括n个粘接支撑和n个粘接部件结构,所述粘接支撑为所述粘接部件结构提供支撑,且所述粘接支撑与所述粘接部件结构粘接。
12.根据本实用新型提供的支撑机构,所述支撑结构、部件结构之间有间隙层。
13.所述间隙层的存在可以使得支撑结构可以为部件结构提供支撑,但是二者不相互粘接,因而在完成打印之后,可以更容易的将支撑结构去除。
14.根据本实用新型提供的支撑机构,所述间隙层的厚度为0-1mm(不包含0端点),优选的,所述间隙层的厚度为0.1-0.3mm,在一些优选的实施方式中,所述间隙层的厚度为0.1-0.2mm的厚度。
15.根据本实用新型提供的支撑机构,所述间隙层为粉末层,粉末层的存在可以使得支撑结构可以为部件结构提供支撑,但是二者不相互粘接,因而在完成打印之后,可以更容易的将支撑结构去除。
16.本实用新型的另一方面还提供一种增材制造打印模型,所述打印模型包括支撑组件模型、制造部件模型,所述支撑组件模型包含至少一个支撑结构模型,所述制造部件模型包含至少一个部件结构模型,所述支撑结构模型和部件结构模型之间有间隙,所述间隙的设置可以使得按照此模型打印时,所得到的支撑结构和部件结构不粘接,且所述支撑结构能为部件结构提供支撑。
17.所述的支撑结构可以为所述部件结构提供支撑以防止部件结构变形,或者使其变形控制在一定范围之内。
18.根据本实用新型提供的增材制造打印模型,所述打印模型包含n个支撑结构模型和n个部件结构模型,所述支撑结构模型和部件结构模型之间有间隙,所述间隙的设置可以使得按照此模型打印时,所得到的支撑结构和部件结构不粘接,且所述支撑结构能为部件结构提供支撑。所述n为大于等于2的自然数。
19.根据本实用新型提供的增材制造打印模型,所述部件结构模型为圆筒形模型、方筒形模型、椭圆筒形模型。所述支撑结构为内部带支撑条的圆筒形模型、方筒形模型、椭圆筒形模型。
20.根据本实用新型提供的增材制造打印模型,所述间隙的厚度为0-1mm(不包含0端点),在一些优选的实施方式中,所述间隙层的厚度为0.1-0.3mm,在一些优选的实施方式中,所述间隙层的厚度为0.1-0.2mm。
21.针对增材制造打印过程中等易发生残余应力变形甚至开裂的零件规则对称结构,特别是闭环形构件,该支撑结构设计可增加零件导热效率,减小残余应力,抑制零件变形;且打印完成后,支撑与零件可直接分离,在不损伤零件的前提下得到变形量极小的零件。
附图说明
22.通过以下参照附图对本实用新型实施例的描述,本实用新型的上述以及其它目的、特征和优点将更为清楚,在附图中:
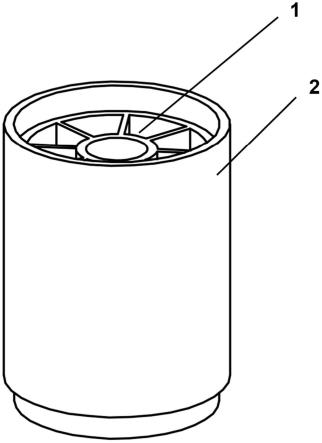
23.图1示出本发明的一种实施方式的结构示意图。
24.图2示出本发明的一种实施方式的支撑机构拆除过程的结构示意图。
25.图中:
26.1、支撑组件;2、制造部件;3、间隙层;1-1圆筒形支撑面;1-2加强支撑条;1-3圆筒芯。
具体实施方式
27.本实用新型的一方面的实施方式提供一种增材制造支撑机构,包括支撑组件、制造部件,所述支撑组件包含至少一个支撑结构,所述制造部件包含至少一个部件结构,所述支撑结构为所述部件结构提供支撑,且所述撑结构与所述部件结构不粘接。
28.所述的支撑结构可以为所述部件结构提供支撑以防止部件结构变形,或者使其变形控制在一定范围之内。
29.根据本实用新型提供的支撑机构,在一种实施方式中,所述支撑组件包含n 个支撑结构,所述制造部件包含n个部件结构,所述n个支撑结构为所述n个部件结构提供支撑,且所述n个支撑结构与所述n个部件结构不粘接。所述n为大于等于2的自然数。
30.可以理解的是,所述n个支撑结构与n个部件结构对应设置,具的支撑结构的数量可以根据制造部件的结构进行设置。在一种实施方式中,n为2,即所述支撑组件包含2个支撑结构,所述制造部件包含2个部件结构,二者对应设置,分别由所述支撑结构为所述部件结构提供支撑。在另一种实施方式中,n为3,即所述支撑组件包含3个支撑结构,所述制造部件包含3个部件结构,二者对应设置,分别由所述支撑结构为所述部件结构提供支撑。在另一种实施方式中,n为4,即所述支撑组件包含4个支撑结构,所述制造部件包含4个部件结构,二者对应设置,分别由所述支撑结构为所述部件结构提供支撑。可以理解的,所述n的为正自然数,例如2、3、4、
……
、100等。
31.可以理解的是,当n大于等于2时,对应的支撑结构和部件结构均为多个,所述多个支撑结构可以为多个分别独立的支撑结构,也可以为一体的支撑结构的多个部分,所述多个部件结构可以为多个分别独立的部件结构,也可以是一体的部件结构的多个部分。
32.例如,当n为2时,在一种实施方式中,所述支撑结构为分别独立的2个支撑结构,分别为独立设置的第一支撑结构、第二支撑结构,分别对应为制造部件的第一部件结构和第二部件结构提供支撑;在另一中实施方式中,所述支撑结构为一体的支撑结构的2个部分,第一支撑结构、第二支撑结构为一体的支撑结构的第一部分和第二部分,第一支撑结构、第二支撑结构分别为第一部件结构和第二部件结构提供支撑。同理,当n为2时,部件结构也可以是两个分别独立的部件结构,也可以为一体的部件结构的2个部分。
33.根据本实用新型提的支撑机构,在一种实施方式中,所述部件结构为圆筒形、方筒形、椭圆筒形结构。所述支撑结构为内部带支撑条的圆筒形、方筒形、椭圆筒形结构。
34.根据本实用新型提供的支撑机构,在一种实施方式中,还包括至少一个粘接支撑和至少一个粘接部件结构,所述粘接支撑为所述粘接部件结构提供支撑,且所述粘接支撑与所述粘接部件结构粘接。
35.根据本实用新型提供的支撑机构,在一种实施方式中,还包括n个粘接支撑和n个粘接部件结构,所述粘接支撑为所述粘接部件结构提供支撑,且所述粘接支撑与所述粘接部件结构粘接。
36.可以理解的是,本领域技术人员可以考虑制造部件不同部位的结构,考虑设置不同的支撑方式,所述的不粘接的支撑方式和粘接的支撑方式可以分别设置在不同的支撑部
位。
37.根据本实用新型提供的支撑机构,在一种实施方式中,所述支撑结构、部件结构之间有间隙层。
38.所述间隙层的存在可以使得支撑结构可以为部件结构提供支撑,但是二者不相互粘接,因而在完成打印之后,可以更容易的将支撑结构去除。
39.根据本实用新型提供的支撑机构,在一种实施方式中,所述间隙层的厚度为 0-1mm(不包含0端点),在一些优选的实施方式中,所述间隙层的厚度为0.1-0.3mm,在一些优选的实施方式中,所述间隙层的厚度为0.1-0.2mm的厚度。
40.根据本实用新型提供的支撑机构,在一种实施方式种,所述间隙层为粉末层,粉末层的存在可以使得支撑结构可以为部件结构提供支撑,但是二者不相互粘接,因而在完成打印之后,可以更容易的将支撑结构去除。
41.本实用新型的另一方面的实施方式还提供一种增材制造打印模型,所述打印模型包括支撑组件模型、制造部件模型,所述支撑组件模型包含至少一个支撑结构模型,所述制造部件模型包含至少一个部件结构模型,所述支撑结构模型和部件结构模型之间有间隙,所述间隙的设置可以使得按照此模型打印时,所得到的支撑结构和部件结构不粘接,且所述支撑结构能为部件结构提供支撑。
42.所述的支撑结构可以为所述部件结构提供支撑以防止部件结构变形,或者使其变形控制在一定范围之内。
43.根据本实用新型提供的增材制造打印模型,在一种实施方式中,所述打印模型包含n个支撑结构模型和n个部件结构模型,所述支撑结构模型和部件结构模型之间有间隙,所述间隙的设置可以使得按照此模型打印时,所得到的支撑结构和部件结构不粘接,且所述支撑结构能为部件结构提供支撑。所述n为大于等于2 的自然数。
44.根据本实用新型提供的增材制造打印模型,在一种实施方式中,所述部件结构模型为圆筒形模型、方筒形模型、椭圆筒形模型。所述支撑结构为内部带支撑条的圆筒形模型、方筒形模型、椭圆筒形模型。
45.根据本实用新型提供的增材制造打印模型,在一种实施方式中,所述间隙的厚度为0-1mm(不包含0端点),在一些优选的实施方式中,所述间隙层的厚度为 0.1-0.3mm,在一些优选的实施方式中,所述间隙层的厚度为0.1-0.2mm。
46.为了使本技术领域的人员更好地理解本技术中的技术方案,下面将结合具体实施例对本技术进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一个实施例,而不是全部的实施例。
47.一种支撑机构,包含包括支撑组件1、制造部件2、间隙层3,所述制造部件为一圆筒形制造部结构,所述支撑组件1包含圆筒形支撑面1-1,加强支撑条1-2,圆筒芯1-3,所述加强支撑条1-2连接圆筒芯1-3 和圆筒形支撑面1-1,所述圆筒形支撑面1-1为所述圆筒形制造部结构提供支撑,且所述圆筒形制造部结构与所述圆筒形支撑面不粘接。
48.对所公开的实施例、实施方式的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。在本说明书的描述中,术语“一个实施例”、“一些实施例”、“具体实施例”、“一种实
施方式”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例、实施方式或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例、实施方式或示例中以合适的方式结合。
49.以上所述仅为本实用新型的优选实施例和实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1