一种减小薄壁件变形量的工装的制作方法
1.本实用新型涉及铸造技术领域,具体为一种减小薄壁件变形量的工装。
背景技术:
2.铸造是人类掌握比较早的一种金属热加工工艺,铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法,其也用于薄壁件的加工,由于薄壁结构形状复杂,相对刚度较低,故加工工艺性差。
3.薄壁零件机械加工的变形问题,多少年来一直困扰着机械加工行业,目前,在对薄壁件进行铸造时,都需要用到成型夹具对其进行成型处理,但是铸造的过程中,薄壁件会进行收缩,从而使得薄壁件成型后的变形量较大,需要进行二次加工,且加工也较为麻烦,不满足加工需求,所以我们提出一种减小薄壁件变形量的工装。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型公开了一种减小薄壁件变形量的工装,以解决上述背景技术中提出的问题。
6.(二)技术方案
7.为实现以上目的,本实用新型通过以下技术方案予以实现:一种减小薄壁件变形量的工装包括:
8.底座,所述底座的上表面固定连接有四个支撑柱,四个所述支撑柱的上表面固定连接有支撑座,所述支撑座的上表面设置有汽缸,所述底座的上表面设置有夹具,所述夹具通过两个螺栓与底座固定连接,两个所述夹具的正上方设置有调节座,所述调节座的上表面固定连接有连接座;
9.调节组件,调节组件包括一个挤压块、一个挤压弹簧、一个推动块和两个移动块,一个所述推动块和两个移动块均滑动连接在调节座的内壁上。
10.优选的,所述夹具的正面设置有两个浇筑口,所述夹具的内部开设有两个型腔,两个型腔分别与两个浇筑口相连通,且型腔的上表面设置有模体,两个所述模体分别与两个型腔内壁相贴合。
11.优选的,两个所述模体的上表面分别两个与移动块固定连接,两个所述移动块和一个推动块的内壁上均开设有限位槽,且限位槽的内壁上均滑动连接有限位柱。
12.优选的,三个所述限位柱固定连接在调节座的内壁上,所述推动块的两侧均开设为斜面,两个所述移动块相对的一侧上方开设为斜面。
13.优选的,所述推动块的斜面与两个移动块的斜面相贴合,所述挤压弹簧固定连接在连接座的内壁上,所述挤压弹簧的另一端固定连接在挤压块的下表面,且所述挤压弹簧处于压缩状态。
14.优选的,所述汽缸贯穿支撑座向下延伸,且所述汽缸向下延伸的一端穿过连接座
与挤压块的上表面固定连接。
15.本实用新型公开了一种减小薄壁件变形量的工装,其具备的有益效果如下:
16.1、该减小薄壁件变形量的工装,在调节组件的作用下,使得模体对金属液进行贴合挤压,同时两个移动块和推动块之间相互作用,使得两个模体始终与金属液相贴合,从而避免了薄壁件铸造过程中冷区收缩导致的形变情况发生,不需要进行二次加工,满足生产需求。
17.2、该减小薄壁件变形量的工装,在挤压弹簧的反弹下,对金属液进行同等的压力,使得两个移动块处于同一平面,从而两个保证了薄壁件的统一性,同时在挤压弹簧的挤压下,使得薄壁件的形状被固定,从而使得薄壁件的形变较小,不需要进行二次加工,满足生产需求。
附图说明
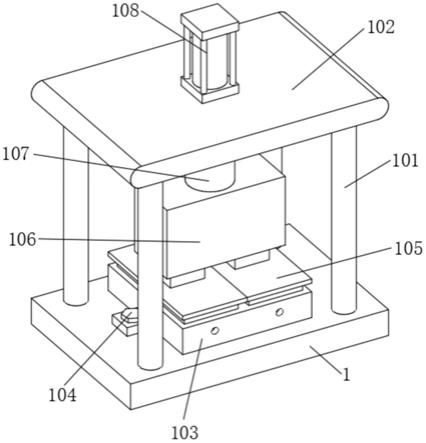
18.图1为本实用新型结构示意图;
19.图2为本实用新型结构剖视图;
20.图3为本实用新型图2中a的放大图。
21.图中:1、底座;101、支撑柱;102、支撑座;103、夹具;104、螺栓;105、模体;106、调节座;107、连接座;108、汽缸;2、挤压块;201、挤压弹簧;202、推动块;203、移动块;204、限位柱。
具体实施方式
22.本实用新型实施例公开一种减小薄壁件变形量的工装。
23.如图1所示,包括底座,所述底座的上表面固定连接有四个支撑柱,四个所述支撑柱的上表面固定连接有支撑座,所述支撑座的上表面设置有汽缸,所述底座的上表面设置有夹具,所述夹具通过两个螺栓与底座固定连接,两个所述夹具的正上方设置有调节座;
24.所述调节座的上表面固定连接有连接座,所述夹具的正面设置有两个浇筑口,所述夹具的内部开设有两个型腔,两个型腔分别与两个浇筑口相连通,且型腔的上表面设置有模体,两个所述模体分别与两个型腔内壁相贴合;
25.当需要进行薄壁件铸造时,首先启动汽缸,使得调节座和连接座向下移动,从而使得两个模体随之向下移动,直至与夹具内部的两个型腔内壁相贴合,此时通过两个浇筑口将金属液注入夹具中,从而进行薄壁件铸造;
26.在调节组件的作用下,使得模体对金属液进行贴合挤压,同时两个移动块和推动块之间相互作用,使得两个模体始终与金属液相贴合,从而避免了薄壁件铸造过程中冷区收缩导致的形变情况发生,不需要进行二次加工,满足生产需求;
27.如图2和图3所示,包括一个挤压块、一个挤压弹簧、一个推动块和两个移动块,一个所述推动块和两个移动块均滑动连接在调节座的内壁上,两个所述模体的上表面分别两个与移动块固定连接,两个所述移动块和一个推动块的内壁上均开设有限位槽;
28.且限位槽的内壁上均滑动连接有限位柱,三个所述限位柱固定连接在调节座的内壁上,所述推动块的两侧均开设为斜面,两个所述移动块相对的一侧上方开设为斜面,所述推动块的斜面与两个移动块的斜面相贴合,所述挤压弹簧固定连接在连接座的内壁上;
29.所述挤压弹簧的另一端固定连接在挤压块的下表面,且所述挤压弹簧处于压缩状态,所述汽缸贯穿支撑座向下延伸,且所述汽缸向下延伸的一端穿过连接座与挤压块的上表面固定连接;
30.当对夹具中进行注液时,金属液在与两个模体的挤压下成型,同时推动两个模体向上移动,从而使得两个移动块和推动块推动调节座向上移动,从而带动了连接座向上移动,此时连接座对挤压弹簧进行挤压,使得挤压弹簧处于压缩状态;
31.当随着金属液的冷却进行收缩时,此时在挤压弹簧的反弹下使得两个模体始终与金属液贴合挤压,同时两个型腔中的金属液收缩程度不同时,此时在挤压弹簧的反弹下,使得调节座有一个向下的力,此时收缩较小的模体处于上端;
32.从而使得其上方的移动块对推动块进行挤压,使得推动块对另一个移动块向下滑动,从而使得该移动块下方的模体与金属液相贴合,从而使得两个模体都与金属液相贴合,当完全收缩后,在挤压弹簧的反弹下,对金属液进行同等的压力;
33.使得两个移动块处于同一平面,从而两个保证了薄壁件的统一性,同时在挤压弹簧的挤压下,使得薄壁件的形状被固定,从而使得薄壁件的形变较小,不需要进行二次加工,满足生产需求。
34.工作原理:当需要进行薄壁件铸造时,首先启动汽缸,使得调节座和连接座向下移动,从而使得两个模体随之向下移动,直至与夹具内部的两个型腔内壁相贴合,此时通过两个浇筑口将金属液注入夹具中,从而进行薄壁件铸造;
35.当随着金属液的冷却进行收缩时,此时在挤压弹簧的反弹下使得两个模体始终与金属液贴合挤压,同时两个型腔中的金属液收缩程度不同时,此时在挤压弹簧的反弹下,使得调节座有一个向下的力,此时收缩较小的模体处于上端;
36.从而使得其上方的移动块对推动块进行挤压,使得推动块对另一个移动块向下滑动,从而使得该移动块下方的模体与金属液相贴合,从而使得两个模体都与金属液相贴合,当完全收缩后,在挤压弹簧的反弹下,对金属液进行同等的压力;
37.使得两个移动块处于同一平面,从而两个保证了薄壁件的统一性,同时在挤压弹簧的挤压下,使得薄壁件的形状被固定,从而使得薄壁件的形变较小,不需要进行二次加工,满足生产需求。
38.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1