一种风机塔筒打磨修平装置的制作方法
1.本实用新型涉及打磨装置领域,尤其涉及一种风机塔筒打磨修平装置。
背景技术:
2.风机塔筒即风电塔筒,就是风力发电的塔杆,风机塔筒在生产加工时,通常需要对塔筒的焊缝进行打磨和修平处理,现有技术中的打磨修平设备,均为独立结构,在使用时,需要工作人员多次往返转移,加工效率较低,还无法根据不同的筒体进行灵活调节,针对不同筒体筒壁加工,还需要配备相适应的设备,增加了投入成本。
技术实现要素:
3.本实用新型的目的在于提供一种能够针对不同筒体进行打磨和修平的装置。
4.为达到上述目的,本实用新型的技术方案提供一种风机塔筒打磨修平装置,包括:工作台,工作台上设夹持机构和打磨修平机构;夹持机构包括:一对能移动的支撑板;打磨修平机构包括:移动板,移动板上设有打磨修平件。
5.将筒体的焊缝人工定位后,移动支撑板夹持住筒体,移动板带动打磨修平件对筒体上的焊缝进行打磨修平。由于支撑板可以移动,使得能够适应不同的筒体,配合移动板上的打磨修平件,既实现了对焊缝的打磨又实现了对焊缝的修平,不再需要将筒体打磨后,在利用其他的装置来对焊缝进行修平,降低了成本,提高了加工效率。
6.进一步的,打磨修平件包括刀具、打磨头以及第三伺服电机,刀具和打磨块竖直设置,打磨头位于刀具上方,第三伺服电机与打磨头法兰连接。相比于横向设置,竖直设置,不再需要额外增加一个运动方向,运动方向越少,越容易控制,使得加工出的筒体质量更好,法兰连接,既能保证打磨头转动时的稳定性,又能根据不同的筒体更换合适的打磨头。
7.进一步的,夹持机构还包括:旋转轴和设于支撑板之间的承载台,旋转轴与承载台固定连接,旋转轴与支撑板以及工作台转动连接。将筒体放置在承载台上,移动支撑板,与承载台相配合来夹持住筒体,利用旋转轴带动筒体旋转,对筒体的焊缝进行定位,对焊缝的定位更加精确。
8.进一步的,支撑板开有轴孔,轴孔内设有轴承,旋转轴与轴承的内圈过盈配合,轴承的外圈与支撑板的轴孔过盈配合。设置轴承能够降低旋转轴与支撑板转动的摩擦,提高转动精度,延长了使用寿命。
9.进一步的,打磨修平机构还包括调节板和连接板,连接板的一端与支撑板连接,连接板的另一端与调节板连接。通过连接板将支撑板和调节板连接在一起,当气缸带动支撑板移动的同时,可以带着调节板上下移动,不再需要额外使用气缸,节约成本的同时,还能提高工作效率。
10.进一步的,调节板下方设有滑座、滑块以及移动板,滑块与滑座丝杆连接,移动板与滑块可拆卸连接。丝杆连接,提高移动板的移动精度,使得打磨修平后的筒体质量更高;可拆卸连接方便更换部件,节约成本。
11.进一步的,工作台下方设有与旋转轴连接的减速器。减速器的设置,能够提高旋转轴的转动精度,实现对筒体焊缝的精确定位。
12.进一步的,夹持机构还包括限位板,承载台与限位板上均开有圆形凹槽。圆形凹槽的设置,既能适应不同尺寸的筒体,也能够收集加工产生出的铁屑。
13.进一步的,移动板上设有罩壳,刀具与罩壳可拆卸连接。可拆卸连接,能够根据不同尺寸的筒体,来更换合适的刀具,从而达到更好的打磨修平效果,提高筒体的质量。
14.进一步的,工作台的下方还设有容纳板。容纳板的设置,能够放置加工完成或者待加工的筒体,提高加工效率。
附图说明
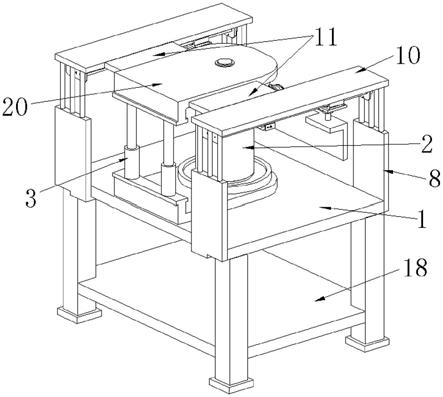
15.图1为本实用新型实施例的三维图;
16.图2为本实用新型实施例一支撑板的三维图;
17.图3为本实用新型实施例一调节板与移动板的连接图;
18.图4为本实用新型实施例一调节板的三维图;
19.图5为本实用新型实施例移动板的三维图。
具体实施方式
20.下面通过具体实施方式进一步详细说明:
21.说明书附图中的附图标记包括:工作台1、筒体2、第一气缸3、承载台4、限位板5、第一旋转轴6、减速器7、固定板8、第一限位杆9、调节板10、连接板11、滑座12、滑块13、移动板14、打磨头15、刮刀16、第二气缸17、容纳板18、罩壳19、支撑板20。
22.实施例一:
23.实施例一基本如附图1—5所示:
24.如图1所示的一种风机塔筒打磨修平装置,包括:工作台1、夹持机构以及打磨修平机构。工作台1上设有一对支撑板20,下方的支撑板20和工作台1上开孔(图中未示出),然后将两者螺栓连接在一起。下方的支撑板如图2所示,夹持机构包括:第一气缸3、第一旋转轴6、第二旋转轴、限位板5以及承载台4。第一气缸3的上端与上方的支撑板20焊接,下端与下方的支撑板20螺栓连接。承载台4与下方的支撑板20留有间隙,限位板5与上方的支撑板20同样留有间隙,工作台1、承载台4、限位板5以及两块支撑板20的同一竖直方向均开有轴孔(图中未示出),上下方的支撑板20的轴孔处均设有轴承,轴承包括滚珠支架、外圈以及内圈,轴承的外圈与上方的支撑板20处的轴孔过盈配合,第二旋转轴的上端与轴承的内圈以及限位板5处的轴孔过盈配合。
25.同样的,轴承的外圈与下方的支撑板20处的轴孔过盈配合,第一旋转轴6与轴承的内圈以及承载台4处的轴孔过盈配合,承载台4以及限位板5上均开有圆形凹槽。工作台1下方设有减速器7以及第一伺服电机,第一伺服电机螺栓连接在工作台1的下表面,第一伺服电机的输出轴通过减速器7与第一旋转轴6的下端连接。
26.打磨修平机构包括:连接板11、第一限位杆9、丝杆、调节板10、固定板8、移动板14、第二气缸17、第二伺服电机以及第三伺服电机。如图1所示,调节板10与连接板11的一端焊接,连接板11的另一端与上方的支撑板20焊接。固定板8的下端与工作台1的对应位置均开
有第一螺纹孔(图中未示出),通过第一螺纹孔将两者螺栓连接在一起。如图3所示,固定板8的上端开有圆槽(图中未示出),第一限位杆9的上端与调节板10焊接,调节板10通过第一限位杆9与圆槽滑动连接。
27.如图4所示,调节板10的下端设有滑座12和滑块13,滑座12与调节板10下端焊接,滑座12上焊接有两根第二限位杆,丝杆位于第二限位杆之间,滑块13开有两个滑槽(图中未示出)以及第二螺纹孔(图中未示出),滑座12的两端开有第一通孔(图中未示出),第二限位杆通过滑槽与滑块13滑动连接,丝杆通过第二螺纹孔与滑块13螺纹连接,丝杆的两端与第一通孔转动连接,第二伺服电机(图中未示出)的外壳与滑座12螺栓连接,第二伺服电机的输出轴与丝杆法兰连接。
28.如图5所示,移动板14上设有打磨头15和刮刀16,打磨头15可以采用砂轮也可以是其他打磨器,移动板14上开有第二通孔(图中未示出),第三伺服电机的外壳与移动板14螺栓连接,第三伺服电机的输出轴穿过第二通孔与打磨头15法兰连接,法兰连接使得能够根据不同的筒体2从而更换合适的打磨头15,刮刀16位于打磨头15的正下方并焊接在移动板14上。移动板14的上端与第二气缸17的下端焊接,如图5所示,第二气缸17的上端与滑块13(如图4所示)的下端螺栓连接,第一、第二以及第三伺服电机的型号均为mr-j2s-100a,第一气缸和第二气缸17的型号均为亚德客型sc。
29.具体实施过程如下:
30.如图2所示,将筒体2放在承载台4上,承载台4上的圆形凹槽能够适应不同尺寸的筒体2,启动第一气缸3,上方的支撑板20带动限位板5向下抵紧筒体2,防止筒体2在旋转时松动,如图1所示,由于调节板10通过连接板11与支撑板20连接,第一气缸3伸缩时,会带动调节板10同步上下移动,由于移动板14通过滑块13连接在调节板10的滑座12上,调节板10会同步带动移动板14上下移动,启动工作台1下方的第一伺服电机,第一伺服电机带动第一旋转轴6旋转,从而带动承载台4上的筒体2旋转至预定位置。
31.如图4所示,启动滑座12上的第二伺服电机,第二伺服电机带动丝杆旋转,从而带动滑块13左右移动至预定位置,如图5所示,启动第三伺服电机,第三伺服电机的输出轴带动打磨头旋转,启动第二气缸17,第二气缸17带动移动板14上下移动,从而带动刮刀16对筒体2的焊缝进行处理,同时,打磨头15对刮刀16处理后的焊缝进行打磨。
32.实施例二:
33.在实施例一的基础上,如图1所示,工作台1的下端还焊接有容纳板18,容纳板18能够放置代加工或者已经加工完成的筒体2。如图5所示,移动板14上焊接有罩壳19,罩壳19上开有与刮刀16配合的卡槽(图中未示出),刮刀16通过卡槽与罩壳19过盈配合,能够根据不同的筒体2更换适合的刮刀16。
34.以上所述的仅是本实用新型的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本实用新型结构的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1