一种模具抽芯拉钩结构的制作方法
1.本实用新型涉及模具领域,尤其是涉及一种模具抽芯拉钩结构。
背景技术:
2.工业上在对阀体进行加工时,通过采用蜡模精密铸造,铸造方法是:先把要做的阀体铸件用蜡料在模具内制成模型,并把模型用同种材料组树到浇口棒上,制成模组。在模组表面蘸上耐火涂料(水玻璃或硅溶胶与细砂的混合物),再洒上耐火砂,(沾浆、撒砂要反复数次,使砂层足够厚),待其干燥固化后,给模组加热,把蜡料从浇口处脱出,形成空壳。将空壳焙烧,使之成为坚固的模壳,将金属液体从浇口浇入,冷凝后,就得到了阀体。
3.在对上述阀体进行铸造时,为了保证阀体内部形成空心结构,在制作蜡模时,需要先将阀体的成型内芯放置在模具内,当蜡模成型后再将成型内芯分别从阀体蜡模的进口、出口以及开口抽出;在将传统的成型内芯抽出时,通常采用人工操作,但是由于阀体内部的结构较为特殊且相对复杂,位于开口处的成型内芯极易被蜡模内壁格挡,从而导致该处的成型内芯难以顺利抽出。
技术实现要素:
4.为了改善位于阀体蜡模开口处的成型内芯难以顺利抽出的问题,本技术提供一种模具抽芯拉钩结构。
5.一种模具抽芯拉钩结构,包括有用于安装在模具上的抽芯座,以及用于成型蜡模的成型内芯;所述成型内芯包括有相互独立的第一芯体以及第二芯体;所述抽芯座上沿抽芯方向滑动设置有滑座,所述滑座上设置有拉钩;所述第一芯体上设置有用于与拉钩相互扣合的挂钩。
6.通过采用上述技术方案,由于成型内芯由相互独立的第一芯体与第二芯体构成,当需要将成型内芯从成型后的蜡模内抽出时,通过将滑座向靠近第一芯体的方向移动,并将滑座上的拉钩与第一芯体上的挂钩相互扣合,接着通过将滑座向远离蜡模的方向移动,此时第一芯体将与第二芯体相互分离,随着滑座的进一步向外移动,第一芯体最终便能被顺利从成型的蜡模内抽出;随着第一芯体被顺利抽出,此时第二芯体在失去第一芯体的限位后,工作人员同样能顺利将第二芯体从蜡模内抽出,从而保证了整个抽出过程的顺利进行,抽芯过程更加方便快捷,实现了复杂型腔蜡件的半自动化生产,提高了生产效率。
7.可选的,所述第一芯体上设置有供拉钩插入的让位槽,所述挂钩设置在让位槽的内侧壁。
8.通过采用上述技术方案,能将原本裸露在外的挂钩进行隐藏,从而减小挂钩因受到外力碰撞而发生断裂的概率,进而能对挂钩起到较佳的防护效果。
9.可选的,所述拉钩背离滑座的侧壁上设置有第一导向面,所述挂钩朝向滑座的侧壁上设置有与第一导向面平行的第二导向面。
10.通过采用上述技术方案,当拉钩逐渐插入至让位槽内时,拉钩上的第一导向面将
率先与挂钩上的第二导向面接触,由于第一导向面与第二导向面相互平行,随着拉钩的进一步插入,通过第一导向面与第二导向面能对拉钩起到导向的作用,最终拉钩将沿着第二导向面顺利越过挂钩的端部,并与挂钩顺利扣合。
11.可选的,所述抽芯座上安装有驱动源,所述驱动源的活动端沿滑座的抽芯方向伸缩;所述驱动源的活动端与滑座连接。
12.通过采用上述技术方案,当需要控制滑座滑移时,通过启动驱动源便能实现滑座的自动滑移,节省了人力,并且在将第一芯体抽出时,通过驱动源能实现第一芯体的匀速抽出,从而能有效减小在抽出过程中因受力不均匀,而对蜡模内壁造成的损伤,保证了成品质量。
13.可选的,所述第一芯体上设置有取料口,所述取料口与让位槽相通。
14.通过采用上述技术方案,当拉钩将第一芯体从蜡模内顺利抽出后,通过将第一芯体向背离取料口的方向取出,此时拉钩将通过取料口与挂钩顺利分离,从而便实现了第一芯体与拉钩的顺利分离。
15.可选的,所述抽芯座上设置有朝向滑座的滑槽,所述滑槽的长度方向沿滑座的抽芯方向延伸,所述滑座上设置有朝向滑槽的滑块,所述滑块插入并滑动设置在滑槽内。
16.通过采用上述技术方案,滑槽与滑块的配合能对滑座的滑移起到限位的作用,从而保证滑座能更加稳定且可靠的滑动设置在滑座上。
17.可选的,所述拉钩转动设置在滑座上,所述滑座上设置有用于将拉钩压紧在挂钩上的弹簧,所述弹簧位于拉钩背离挂钩的侧壁上,所述弹簧一端与滑座连接,所述弹簧另一端与拉钩抵触。
18.通过采用上述技术方案,在将拉钩插入至让位槽内时,当拉钩与挂钩的端部接触,随着拉钩的进一步插入,拉钩将绕着自身转动轴向远离挂钩的方向转动,此时弹簧将被逐渐压缩;当拉钩顺利越过挂钩的端部时,在弹簧的作用下能将拉钩向靠近挂钩的方向转动复位,最终实现拉钩与挂钩的相互扣合,此时拉杆在弹簧弹力的作用下能与挂钩保持相互抵紧。
19.可选的,所述滑座上设置有靠近拉钩的限位块,且所述限位块位于拉钩背离弹簧的一侧。
20.通过采用上述技术方案,自然状态拉钩将在弹簧弹力的作用下与限位块抵触,通过限位块能将拉钩的最大转动范围进行限位,从而能预防拉钩的过度转动,进而保证拉钩能顺利插入至让位槽内。
21.可选的,所述第二芯体的数量至少有两组,且所述第二芯体分别位于第一芯体两侧。
22.通过采用上述技术方案,由于第二芯体的数量设置有多组,通过设置多组第二芯体来将阀体蜡模的开口进行封堵,从而能进一步减小单个第二芯体的体积;当将第一芯体从蜡模内抽出后,工作人员能更加顺利且方便的将体积相对较小的第二芯体从蜡模内抽出。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.随着第一芯体被顺利抽出,此时第二芯体在失去第一芯体的限位后,工作人员同样能顺利将第二芯体从蜡模内抽出,从而保证了整个抽出过程的顺利进行,抽芯过程更加
方便快捷;通过驱动源能实现第一芯体的匀速抽出,从而能有效减小在抽出过程中因受力不均匀,而对蜡模内壁造成的损伤,确保成品的质量。
附图说明
25.图1是本技术实施例安装在模具内时的整体结构示意图。
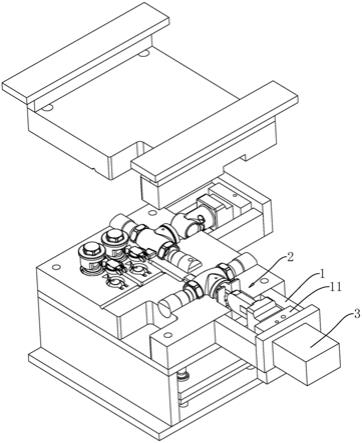
26.图2是本技术实施例的局部结构爆炸示意图。
27.图3是图2的局部结构剖面示意图。
28.图4是图2中凸显底部取料口处的结构示意图。
29.附图标记说明:
30.1、抽芯座;11、滑座;111、滑块;112、弹簧;113、限位块;12、拉钩;121、第一导向面;13、滑槽;2、成型内芯;21、第一芯体;211、挂钩;212、让位槽;213、第二导向面;214、取料口;22、第二芯体;3、驱动源;4、活动腔。
具体实施方式
31.以下结合附图1-4对本技术作进一步详细说明。
32.本技术实施例公开一种模具抽芯拉钩结构。参照图1,模具抽芯拉钩结构包括有用于固定安装在模具上的抽芯座1,以及用于成型蜡模的成型内芯2。
33.如图2、图3所示,成型内芯2用于放置在模具的阀体开口位置,成型内芯2包括有相互独立的第一芯体21以及第二芯体22,第一芯体21与第二芯体22相互贴合并用于使后期浇筑的蜡模内部形成空心结构。第二芯体22的数量设置为多组,具体数量可根据实际阀体开口的大小进行增减。本实施例中第二芯体22的数量为两组,两组第二芯体22呈对称设置在第一芯体21的两侧,并且两组第二芯体22为独立结构。
34.如图3、图4所示,抽芯座1设置在模具靠近成型内芯2的一侧,抽芯座1上设置有滑座11,滑座11沿成型内芯2进出模具的方向滑移。抽芯座1上形成有上下贯通的活动腔4,滑座11滑动设置在活动腔4内。活动腔4的内侧壁上呈相对设置有两组滑槽13,滑槽13呈对称设置在滑座11两侧,并且滑槽13的长度方向沿滑座11的抽芯方向延伸。滑座11朝向各自滑槽13的外侧壁上一体成型有滑块111,滑块111分别插入并滑动设置在各自相对的滑槽13内。
35.如图2、图3所示,抽芯座1的外侧壁上固定安装有用于驱动滑座11滑移的驱动源3,本实施例中驱动源3采用气缸,驱动源3的活塞杆从抽芯座1的外侧壁插入至活动腔4内,并且驱动源3的活塞杆与滑座11背离第一芯体21的侧壁固定连接。驱动源3的活塞杆沿滑座11的抽芯方向伸缩。
36.如图3、图4所示,滑座11内转动设置有拉钩12,拉钩12靠近第一芯体21的一端从滑座11内穿出。拉钩12绕自身转动轴沿水平方向转动,第一芯体21的抽芯方向同样呈水平设置。滑座11内设置有位于拉钩12一侧的通孔,通孔内安装有呈水平设置的弹簧112,弹簧112一端与通孔内侧壁固定,弹簧112另一端从通孔内伸出并与拉钩12侧壁抵触。滑座11上还一体成型有靠近拉钩12的限位块113,限位块113与弹簧112呈对称设置在拉钩12的两侧,拉钩12在弹簧112的作用下与限位块113的侧壁相互贴合并压紧,此时拉钩12的长度方向保持与第一芯体21的抽芯方向一致。
37.如图3、图4所示,第一芯体21朝向拉钩12的侧壁上设置有供拉钩12插入的让位槽212,让位槽212靠近拉钩12的内侧壁上一体成型有用于与拉钩12相互扣合的挂钩211。拉钩12背离滑座11的端部侧壁上呈倾斜设置有第一导向面121,挂钩211朝向拉钩12的侧壁上设置有与第一导向面121相互平行的第二导向面213。当拉钩12逐渐插入至让位槽212内时,拉钩12上的第一导向面121将率先与挂钩211上的第二导向面213接触,由于第一导向面121与第二导向面213相互平行,随着拉钩12的进一步插入,通过第一导向面121与第二导向面213能对拉钩12起到导向的作用,最终拉钩12将沿着第二导向面213顺利越过挂钩211的端部,并与挂钩211顺利扣合。弹簧112位于拉钩12背离挂钩211的侧壁上,此时拉钩12将在弹簧112的作用下与挂钩211的侧壁相互压紧。
38.如图4所示,第一芯体21底部设置有取料口214,取料口214与让位槽212内部相通。当拉钩12将第一芯体21从蜡模内顺利抽出后,通过将第一芯体21向背离取料口214的方向取出,此时拉钩12将通过取料口214与挂钩211顺利分离,从而便实现了第一芯体21与拉钩12的顺利分离。
39.本技术实施例一种模具抽芯拉钩结构的实施原理为:
40.由于成型内芯2由相互独立的第一芯体21与第二芯体22构成,当需要将成型内芯2从成型后的蜡模内抽出时,通过将滑座11向靠近第一芯体21的方向移动,并将滑座11上的拉钩12与第一芯体21上的挂钩211相互扣合,接着通过将滑座11向远离蜡模的方向移动,此时第一芯体21将与第二芯体22相互分离,随着滑座11的进一步向外移动,第一芯体21最终便能被顺利从成型的蜡模内抽出。随着第一芯体21被顺利抽出,第二芯体22在失去第一芯体21的限位后,工作人员同样能顺利将第二芯体22从蜡模内抽出,从而保证了整个抽出过程的顺利进行,抽芯过程更加方便快捷。
41.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1