一种光学元器件凹面零件真空吸附加工装置的制作方法
1.本实用新型涉及光学元器件加工装置技术领域,具体为一种光学元器件凹面零件真空吸附加工装置。
背景技术:
2.目前随着自动化程度的不断提升,光学加工领域应用的自动化设备越来越多,但是由于光学加工的特殊性,在某些方面还存在技术瓶颈,如果不能突破,将直接影响自动化设备的推广应用,目前自动化研磨设备只能对凸面零件进行自动化加工(采用吸附装置装夹镜片),凹面零件由于采用上压头方式,镜片无法通过机械手吸附装置装夹,导致无法实现自动化设备加工,严重影响现场的加工效率和自动化设备的大批量推广应用。
3.因此,提供一种可以实现机械手装夹镜片,并可以实现自动化稳定加工的光学元器件凹面零件真空吸附加工装置,已是一个值得研究的问题。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型提供了一种光学元器件凹面零件真空吸附加工装置,解决了上述背景技术中提出的问题。
6.(二)技术方案
7.为实现上述目的,本实用新型提供如下技术方案:一种光学元器件凹面零件真空吸附加工装置,包括上轴杆、套圈一、套圈二、套圈三、套圈四和套圈五;
8.所述上轴杆为阶梯杆,且所述上轴杆阶梯由上至下依次减小,所述上轴杆底端的外表面设有外螺纹;
9.所述套圈一顶部和底部的中心位置均设有连接孔,所述顶部的连接孔为 m16的螺纹孔,所述底部的螺纹孔为m5的螺纹孔,且所述套圈一通过顶部的m16 螺纹孔与上轴杆的底端螺纹连接;
10.所述套圈二为阶梯杆,套圈二由上至下一次为两阶直径递增的圆柱杆及一个半球体组成,且所述套圈二的顶部通过外螺纹与圈一底部的m5螺纹孔螺纹连接;
11.所述套圈三的内部设有阶梯孔,所述套圈三内部的阶梯孔从上至下依次由直径为φ6.6mm的通孔和m12的螺纹孔组成,所述套圈二底部半球体顶部的平面部分抵接在套圈三内部阶梯孔的m12的螺纹孔的顶部;
12.所述套圈四为阶梯圆台形状,所述套圈三的两阶圆台直径从上至下依次降低,所述套圈三两阶圆台中位于上方的圆台的外表面设有与m12螺纹孔相适配的螺纹,且所述套圈三两阶圆台中位于上方的圆台顶部的中心位置设有与套圈二底部半球体部分形状相适配的球面槽,所述套圈四的底部设有m5的螺纹孔;
13.所述套圈五有顶部的连接杆和底部环形套圈两部分组成,所述套圈五顶部连接杆的外表面设有与套圈四底部m5螺纹孔相适配的螺纹,且所述套圈五通过顶部连接杆与套圈
四底部m5螺纹孔螺纹连接。
14.优选的,所述套圈二中段圆柱杆的直径为5.6mm,且所述套圈三上阶梯孔的直径为φ6.6mm的通孔段套接在套圈二中段圆柱杆的外表面。
15.优选的,所述套圈二中部的圆柱杆的直径为5.6mm,所述套圈二底部半球体的球体半径为r4,且所述套圈二底部半球体顶部的圆形截面直径为7.8mm。
16.优选的,所述套圈五底部环形套圈的中心位置设有直径为φ2mm的通孔,且所述套圈二和套圈四的中心位置均设有贯穿的通孔。
17.(三)有益效果
18.与现有技术相比,本实用新型提供了一种光学元器件凹面零件真空吸附加工装置,具备以下有益效果:
19.该光学元器件凹面零件真空吸附加工装置,通过套圈一、套圈二、套圈三、套圈四和套圈五的配合设置,在使用的过程中通过机器手将镜片放入套圈五上的环形套圈内,通过套圈五上的直径为φ2mm的通孔向外抽气产生负压对凹面的镜片进行稳固的吸附,克服了现有自动化研磨设备无法对凹面零件进行吸附夹装的问题,实现了凹面镜片在自动化设备上稳定定位,从而实现批量化生产,大大提高了凹面镜片的加工效率高,并且在使用的过程中套圈二和套圈四r4的两个球体之间可以做微小的相对360度自动转动,保证加工过程中受力的均衡性,确保光圈的稳定性,保证了加工工艺的稳定性,扩大了涵盖范围。
附图说明
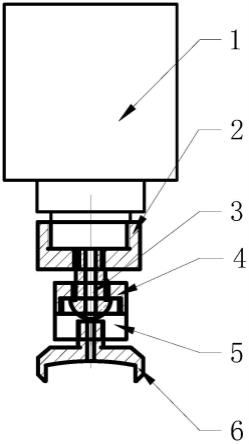
20.图1为本实用新型整体的结构示意图;
21.图2为本实用新型套圈一正视剖视的结构示意图;
22.图3为本实用新型套圈二正视剖视的结构示意图;
23.图4为本实用新型套圈三正视剖视的结构示意图;
24.图5为本实用新型套圈四正视剖视的结构示意图;
25.图6为本实用新型套圈五正视剖视的结构示意图。
26.图中:1、上轴杆;2、套圈一;3、套圈二;4、套圈三;5、套圈四;6、套圈五。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
28.请参阅图1至图6,本实用新型提供技术方案:一种光学元器件凹面零件真空吸附加工装置,包括上轴杆1、套圈一2、套圈二3、套圈三4、套圈四5 和套圈五6;
29.上轴杆1为阶梯杆,且上轴杆1阶梯由上至下依次减小,上轴杆1底端的外表面设有外螺纹;
30.套圈一2顶部和底部的中心位置均设有连接孔,顶部的连接孔为m16的螺纹孔,底部的螺纹孔为m5的螺纹孔,且套圈一2通过顶部的m16螺纹孔与上轴杆1的底端螺纹连接;
31.套圈二3为阶梯杆,套圈二3由上至下一次为两阶直径递增的圆柱杆及一个半球体组成,且套圈二3的顶部通过外螺纹与圈一2底部的m5螺纹孔螺纹连接,套圈二3中部的圆柱
杆的直径为5.6mm,套圈二3底部半球体的球体半径为r4,且套圈二3底部半球体顶部的圆形截面直径为7.8mm;
32.套圈三4的内部设有阶梯孔,套圈三4内部的阶梯孔从上至下依次由直径为φ6.6mm的通孔和m12的螺纹孔组成,套圈二3底部半球体顶部的平面部分抵接在套圈三4内部阶梯孔的m12的螺纹孔的顶部,套圈二3中段圆柱杆的直径为5.6mm,且套圈三4上阶梯孔的直径为φ6.6mm的通孔段套接在套圈二3中段圆柱杆的外表面;
33.套圈四5为阶梯圆台形状,套圈三4的两阶圆台直径从上至下依次降低,套圈三4两阶圆台中位于上方的圆台的外表面设有与m12螺纹孔相适配的螺纹,且套圈三4两阶圆台中位于上方的圆台顶部的中心位置设有与套圈二3 底部半球体部分形状相适配的球面槽,套圈四5的底部设有m5的螺纹孔;
34.套圈五6有顶部的连接杆和底部环形套圈两部分组成,套圈五6顶部连接杆的外表面设有与套圈四5底部m5螺纹孔相适配的螺纹,且套圈五6通过顶部连接杆与套圈四5底部m5螺纹孔螺纹连接,套圈五6底部环形套圈的中心位置设有直径为φ2mm的通孔,且套圈二3和套圈四5的中心位置均设有贯穿的通孔。
35.在使用时,将套圈二3与套圈三4进行安装,从套圈三4底部将套圈二3 放入套圈三4中,使得套圈二3底部半球体的顶部抵接在套圈三4底部m12 螺纹孔的顶部,将套圈二3、三4一起与套圈一2进行安装,通过套圈二3顶部的圆柱杆与套圈一2底部的m5螺纹孔螺纹连接,这样套圈一2、套圈二3、套圈三4固定为一个整体,套圈四5与套圈三4通过m12的螺纹连接,使得套圈二3底部的半球体插接在套圈四5顶部的球面槽内,最后通过套圈五6 顶部连接杆与套圈四5底部的m5螺纹孔螺纹连接,从而将套圈一2、套圈二 3、套圈三4、套圈四5和套圈五6拼接起来,随后通过套圈一2顶部的m16 螺纹孔与上轴杆(1)的底端进行螺纹连接,从而完成组装过程,加工过程中将通过机器手将镜片放入套圈五6上的环形套圈内,通过套圈五6上的直径为φ2mm的通孔向外抽气产生负压对凹面的镜片进行稳固的吸附,克服了现有自动化研磨设备无法对凹面零件进行吸附夹装的问题,实现了凹面镜片在自动化设备上稳定定位,从而实现批量化生产,并且在使用的过程中套圈二3 和套圈四5r4的两个球体之间可以做微小的相对360度自动转动,保证加工过程中受力的均衡。
36.综上所述,本实用新型,该光学元器件凹面零件真空吸附加工装置,通过套圈一2、套圈二3、套圈三4、套圈四5和套圈五6的配合设置,在使用的过程中通过机器手将镜片放入套圈五6上的环形套圈内,通过套圈五6上的直径为φ2mm的通孔向外抽气产生负压对凹面的镜片进行稳固的吸附,克服了现有自动化研磨设备无法对凹面零件进行吸附夹装的问题,实现了凹面镜片在自动化设备上稳定定位,从而实现批量化生产,大大提高了凹面镜片的加工效率高,并且在使用的过程中套圈二3和套圈四5r4的两个球体之间可以做微小的相对360度自动转动,保证加工过程中受力的均衡性,确保光圈的稳定性,保证了加工工艺的稳定性,扩大了涵盖范围。
37.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1