一种针织大圆机针筒的热处理装置的制作方法
1.本实用新型涉及大圆机技术领域,特别涉及一种针织大圆机针筒的热处理装置。
背景技术:
2.针织大圆机,学名针织圆形纬编机,由于针织大圆机的成圈系统多,转速高、产量高、花形变化快、织物品质好、工序少、产品适应性强,所以发展快。
3.针筒是安装于大圆机上的重要一部分,针筒用于安放织针。在机器运行过程中服役无运动,插片在其沟槽中安装,沟槽外表面与织针接触产生运动。因此针筒外表层需要有一定刚度和硬度,使其在工作条件下具有一定的耐磨性。
4.大圆机针筒通常由45中碳钢制成,因为高碳钢易脆,热处理容易变形;而低碳钢强度和硬度较低,往往达不到要求;所以选择45中碳钢,其含碳量能保证一定的硬度,同时具有良好的切削加工性能,经过淬火后表面硬度可达45hrc~52hrc,能获得需要的表面硬度、强度和韧性等综合机械性,能来满足大圆机使用要求。
5.现有公开号为cn103305677a的中国发明专利申请公开了一种45钢制薄壁套热处理工艺,包括以下步骤:步骤一:正火处理,先将工件预加热至300℃时,再浸入预先加热至100℃、硼砂含量10%-20%的硼砂水溶液中,待工件和溶液的温度一致、且不低于80℃时,将表面均匀包覆一层硼砂的工件取出;步骤二:淬火处理,淬火温度820℃-840℃,保温0.5h;步骤三:回火处理,回火温度260℃-280℃,保温1.5h,随炉冷却。该热处理工艺为较为典型的45钢热处理工艺,其结构与针织大圆机针筒类似。但针织大圆机针筒由于体积和功能上的不同,故这种方式不适用于针筒热处理。
6.公开号为cn108016222a的中国发明专利公开了一种中碳钢制作的轮胎保护链耐磨组件、轮胎保护链及轮胎保护链制作方法,该耐磨工件热处理采用表面渗碳或碳氮共渗处理。该热处理工艺虽然用于中碳钢工件表面提高硬度和耐磨性,但是对于针筒而言,热处理主要是要求沟槽表面获得耐磨的性能,并不需要其他性能,太多热处理步骤不仅浪费资源,而且对工件的提升意义也不是很大。
7.公开号为cn102719636a的中国发明专利公开了一种大型球铁铸件的火焰热处理工艺,包括以下步骤:步骤一:将球铁铸件在火焰下进行加热处理,火焰移动速度为50-150mm/min,加热温度为950-1020℃;步骤二:用喷水喷头对球铁铸件进行喷水冷却,冷却后温度为150-200℃;步骤三:回火,利用步骤二余温进行回火,在空气中自然冷却至室温。该热处理工艺为一种典型的火焰淬火方式,但对于体积较大的大圆机针筒,用火焰移动来对针筒进行加热,会导致针筒整体淬火温度不均,最后造成针筒整体性能不一;同时火焰移动过程中,对整个工件进行完加热之后耗费时间较长,面对工业化针筒处理车间来说会导致整体生产效率低下。
8.上述热处理工艺均不适合针筒的加工,有鉴于此,本发明人针对现有技术中的上述缺陷深入研究,遂有本案产生。
技术实现要素:
9.本实用新型旨在至少在一定程度上解决上述技术中的技术问题之一。为此,本实用新型的目的在于提出一种针织大圆机针筒的热处理装置,针筒经其处理后达到使用要求,且该热处理装置结构简单,能适用不同尺寸的针筒。
10.为达到上述目的,本实用新型实施例提出了一种针织大圆机针筒的热处理装置,包括立柱、加热机构、冷却筒及升降载物机构;
11.加热机构固定在立柱上,加热机构内设置火焰喷射口;
12.冷却筒位于加热机构下方,冷却筒内具有冷却介质;
13.升降载物机构包括伸缩柱及载物盘,伸缩柱一端固定在冷却筒体内,载物盘与伸缩柱另一端连接,并由伸缩柱驱使其上升至加热机构内或者驱使其下降至加冷却筒内。
14.根据本实用新型实施例的一种针织大圆机针筒的热处理装置,在热处理针筒时,可以将针筒放置于载物盘上,如可以用桁架将针筒吊至加热机构上方,将针筒调至水平后从加热机构穿过而放置于载物盘上,调节伸缩柱驱使针筒上升至加热机构内,与加热机构处于同一平面。接着加热机构的火焰喷射口喷射火焰,以使针筒加热,加热完成后,调节伸缩柱将针筒置于冷却筒中冷却至室温,以提高其表面强度及硬度。最后,冷却完成后调节伸缩柱,驱使载物盘升高至冷却筒齐平,以将针筒取出。取出后可以将针筒置于回火炉中加热至并保温,之后空冷降至室温,以产生回火马氏体,提高硬度降低脆性,消除或减少内应力。
15.另外,根据本实用新型上述实施例提出的一种针织大圆机针筒的热处理装置,还可以具有如下附加的技术特征:
16.进一步,载物盘上中部形成穿孔。
17.进一步,载物盘上设置用于限制针筒移动的限位结构。
18.进一步,限位结构为设置在载物盘上的限位槽、能够在限位槽上移动的限位块及设置在限位块上的限位螺杆,限位螺杆转动而使限位块固定在限位槽内。
19.进一步,限位槽为楔形槽,楔形槽的深度由远离穿孔至靠近穿孔的方向逐渐增大,限位块为楔形块。
20.进一步,加热机构包括连接杆及加热盘,连接杆一端与立柱连接,加热盘与连接杆另一端连接。
21.进一步,加热盘呈环状,加热盘内侧壁均匀设置多个火焰喷射口。
22.进一步,立柱设置与连接杆连接的移动槽。
附图说明
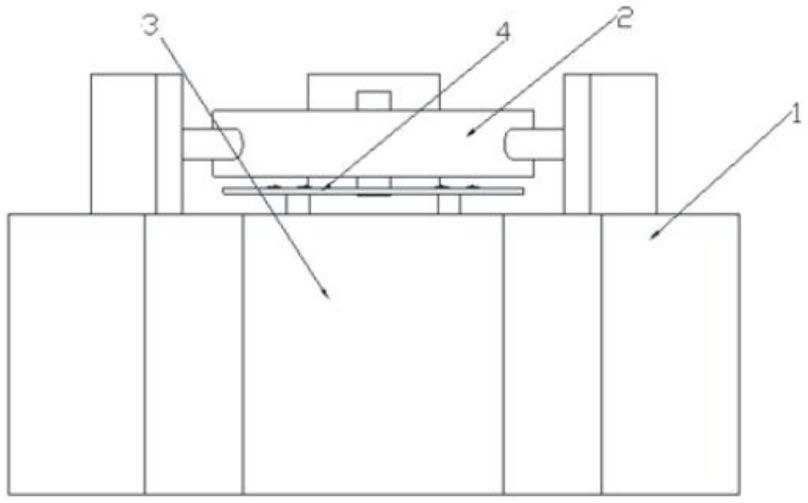
23.图1为根据本实用新型实施例的针织大圆机针筒的热处理装置的结构示意图;
24.图2为根据本实用新型实施例的立柱的移动槽的结构示意图;
25.图3为根据本实用新型实施例的加热机构的结构示意图;
26.图4为根据本实用新型实施例的限位结构与升降载物机构连接示意图;
27.图5a为根据本实用新型实施例的限位结构的结构示意图;
28.图5b为图5a中f-f的剖面图;
29.图6为根据本实用新型实施例的针筒的结构示意图。
30.标号说明
31.立柱1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
移动槽11
32.加热机构2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
火焰喷射口21
33.连接杆22
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
加热盘23
34.冷却筒3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
升降载物机构4
35.伸缩柱41
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
载物盘42
36.穿孔421
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
针筒5
37.限位结构6
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
限位槽61
38.限位块62
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
限位螺杆63。
具体实施方式
39.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
40.如图1至图6所示,本实用新型实施例的一种针织大圆机针筒的热处理装置,包括立柱1、加热机构2、冷却筒3及升降载物机构4。
41.加热机构2固定在立柱1上,加热机构2内设置火焰喷射口21;冷却筒3位于加热机构2下方,冷却筒3内具有冷却介质;升降载物机构4包括伸缩柱41及载物盘42,伸缩柱41一端固定在冷却筒3体内,载物盘42与伸缩柱41另一端连接,并由伸缩柱41驱使其上升至加热机构2内或者驱使其下降至加冷却筒3内。其中,伸缩柱41可以为液压伸缩柱,液压伸缩柱为现有技术,此处不赘述。
42.在热处理针筒5时,可以将针筒5放置于载物盘42上,如可以用桁架将针筒5吊至加热机构2上方,将针筒5调至水平后从加热机构2穿过而放置于载物盘42上,调节伸缩柱41驱使针筒5上升至加热机构2内,与加热机构2处于同一平面。接着加热机构2的火焰喷射口21喷射火焰,以使针筒5加热,加热完成后,调节伸缩柱41将针筒5置于冷却筒3中冷却至室温,以提高其表面强度及硬度。最后,冷却完成后调节伸缩柱41,驱使载物盘42升高至冷却筒3齐平,以将针筒5取出。取出后可以将针筒5置于回火炉中加热至并保温,之后空冷降至室温,以产生回火马氏体,提高硬度降低脆性,消除或减少内应力。
43.可选地,载物盘42上中部形成穿孔421,以使加热完成后,调节伸缩柱41将针筒5置于冷却筒3时,冷却筒3内的冷却介质能通过穿孔421快速进入针筒5内进行淬火;,提高效率,同时,穿孔421使得载物盘42的整体重量较轻,减少材料,降低成本,其中,冷却介质优选为冷却液。
44.本示例中,载物盘42上设置用于限制针筒5移动的限位结构6。限位结构6为设置在载物盘42上的限位槽61、能够在限位槽61上移动的限位块62及设置在限位块62上的限位螺杆63,限位螺杆63转动而使限位块62固定在限位槽61内,如图所示,载物盘42可以设置四组限位结构6,将针筒5置于载物盘42上后,调整限位块62,以使限位块62的端面抵靠在针筒5的外表面上,然后转动限位螺杆63,将限位块62固定,从而防止针筒5在加热及冷却过程中产生位移,提高稳定性。由于限位块62能够在限位槽61内移动,使得限位结构6能够适用于不同尺寸的针筒5,即能将不同尺寸或者不同规格的针筒5进行固定,通用性强,适用范围
广。
45.其中,限位槽61优选为楔形槽,楔形槽61的深度由远离穿孔421至靠近穿孔421的方向逐渐增大,限位块62为楔形块,也就是说,限位螺杆63转动后,限位块62达到自锁,进一步防止限位块62产生移动,进一步提高稳定性。同时限位块62可以进行调节从而适用不同规格的针筒,通用性强,适用范围广。
46.在一些示例中,加热机构2包括连接杆22及加热盘23,连接杆22一端与立柱1连接,加热盘23与连接杆22另一端连接。其中,加热盘23呈环状,加热盘23内侧壁均匀设置多个火焰喷射口21,火焰喷射口21可以对针筒5进行整体均匀加热,加热效果好。
47.在一些示例中,立柱1设置与连接杆22连接的移动槽11,移动槽11可以为条形槽,以将加热盘23合理固定在立柱1上适合的高度,立柱1可以设置为若干个。
48.本实用新型工作过程为:在装置开始运行前,根据不同尺寸的针筒5将载物盘42上的限位块62进行调节,如可以热处理针筒5的型号为直径为1450-1550mm,高200-400mm,厚度为20-50mm的筒状结构。同时通过调节伸缩柱41将载物盘42高度调节至加热盘23下表面同一高度,使用桁架吊将针筒5从加热盘23穿过并置于载物盘42上,之后打开开关,对针筒5进行火焰加热,在针筒5表面温度达到820-870℃时停止加热,同时再次打开伸缩柱41将针筒5浸入冷却液中进行淬火,以提高其表面强度及硬度。冷却至室温后将载物盘42升至于冷却桶3上表面同一平面后将针筒5取出。再然后进行回火步骤,回火步骤为:淬火后针筒5在200-250
±
5℃的回火炉中进行40-60min低温回火,经过这两部分热处理,使针筒满足使用的强度和硬度,同时也去除了其中的内应力,提高了针筒的性能。
49.本实用新型的材质为45中碳钢采用火焰表面淬火和低温回火处理,得到回火马氏体组织。与常规调质热处理得到回火索氏体不同,回火马氏体有较高的硬度和耐磨性,使得针筒5寿命更长。本实用新型将对应装置与针筒5淬火方法进行适配,在热处理过程中既达到淬火目的,同时其结构简单,在针筒5定位固定之后只需要上下移动就可以达到火焰加热和冷却的步骤,从而完成针筒5淬火工艺,该装置结构简单,便于操作,在工业生产中效率较高。对于产量较大的针筒5生产车间,简单有效的热处理工艺不仅可以提升生产效率和生产效益,更能进一步减少资源的浪费和环境的污染。
50.综上,针筒5的热处理工艺过程采用升温工序一:淬火和冷却,升温工序二:回火等工序完成针筒5的热处理,热处理后的针筒5具有较高的刚性、硬度和良好的耐磨性能,其中使用空冷加快冷却速率。本热处理工艺的时间、温度配比合理,此工艺达到坯件的目标要求,同时对于资源的浪费小,处理时间快,达到绿色且经济的目的。本实用新型易于操作,针对针织大圆机针筒5的淬火目标能够很好的达到,成本较低即可以使工件达到使用要求。
51.上述实施例和图式并非限定本实用新型的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本实用新型的专利范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1