基于回转窑球团干燥热风与焙烧热风混合循环的球团还原系统的制作方法
1.本实用新型涉及球团还原技术,具体涉及一种基于回转窑球团干燥热风与焙烧热风混合循环的球团还原系统,属于含铁球团还原技术领域。
背景技术:
2.直接还原铁(dri)是短流程炼钢流程中废钢的补充品和冶炼优质特钢的理想原料。近年来,世界范围内直接还原铁的生产得到迅速的发展。由于铁矿石资源和天然气缺乏,我国的直接还原工艺发展比较慢,研究和实践热点也集中于煤基直接还原工艺,采用非焦煤生产直接还原铁或金属铁。现有的煤基直接还原工艺中,一般使用氧化球团或者冷固结球团为原料在回转窑中进行反应生产dri。煤基回转窑直接还原工艺中,炉料从入窑到产品出窑需6-8h,生产周期较长、生产效率低。回转窑直接还原工艺的生产率即单位时间回转窑产出产品的多少通常与窑的尺寸和结构、原料和燃料条件、窑内温度及温度分布、气氛以及装料量等有关,而球团的还原速度是影响直接还原生产周期和生产效率的根本因素。
3.为了提高直接还原的还原速度,研究人员和从业者提出了一些技术措施,在窑体设计(如cn110229939a,一种两段回转窑法非焦炼铁装置)、球团配料(如cn106591572a,一种强化铁矿内配碳球团制备及还原的方法)等方面提出了一些措施,但是工业应用的实用性较差,目前仍大都停留在实验阶段,尚未得到推广应用。
技术实现要素:
4.针对现有技术的不足,本实用新型提供了一种基于回转窑球团干燥热风与焙烧热风混合循环的球团还原系统。为实现煤基回转窑的低温快速还原,本实用新型将煤基回转窑依次划分为干燥段、预热段、还原焙烧段和缓冷阶段,并通过特定的风流循环设计,将回转窑窑尾排出的主要含水蒸汽、co2的热风与还原焙烧段的主要含co的热风进行混合后再分配,充分发挥预热及余能的利用潜力,提高预热段和干燥段的温度,同时促进预热段还原反应的深入进行,达到节能减排提高生产效率的目的。
5.为实现上述目的,本实用新型所采用的技术方案具体如下所述:
6.根据本实用新型的第一种实施方案,提供一种基于回转窑球团干燥热风与焙烧热风混合循环的球团还原系统。
7.一种基于回转窑球团干燥热风与焙烧热风混合循环的球团还原系统,该系统包括回转窑。根据物料的走向,所述回转窑依次设有干燥段、预热段、还原焙烧段以及缓冷段。所述干燥段的顶部出风口通过第一管道与混风室的进风口相连通。所述还原焙烧段的顶部出风口通过第二管道与混风室的进风口相连通。混风室的出风口通过第三管道与预热段的底部进风口相连通。回转窑的直径为0.5-80m,优选为1-50m,更优选为2-30m。
8.作为优选,所述预热段的顶部出风口通过第四管道与干燥段的底部进风口相连通。
9.作为优选,该系统还包括有熔分炉。所述熔分炉的进料口通过熟料输送装置与回转窑的排料口相连接。
10.作为优选,所述第一管道上依次设有第一流量调节阀和第一风机。
11.作为优选,所述第二管道上依次第二流量调节阀和第二风机。
12.作为优选,所述第三管道上依次第三流量调节阀和第三风机。
13.作为优选,所述第四管道上依次第四流量调节阀和第四风机。
14.作为优选,所述第二管道上还任选的(任选的表示有或者没有)设有多管除尘器,所述多管除尘器位于第二流量调节阀的上游。
15.作为优选,该系统还包括第一物料温度检测装置。所述第一物料温度检测装置设置在还原焙烧段内。
16.作为优选,该系统还包括第二物料温度检测装置。所述第二物料温度检测装置设置在预热段内。
17.作为优选,该系统还包括有金属化率检测装置。所述金属化率检测装置设置在预热段内。
18.作为优选,该系统还包括有烧嘴和燃料输送管道。所述烧嘴设置在还原焙烧段内并与燃料输送管道相连通。在回转窑的外部,燃料输送管道上还连通有助燃风管。
19.作为优选,还原焙烧段内设置有多个烧嘴,多个所述烧嘴均与燃料输送管道相连通。
20.作为优选,回转窑还包括有窑身风道机构、环形旋转滑轨以及旋转滑动机构。所述环形旋转滑轨套设在回转窑的外部,并通过支架进行支撑。旋转滑动机构的轮端与环形旋转滑轨相连接,其另一端与窑身风道机构的外端相连接,而窑身风道机构的内端则连接在窑壁上。即回转窑和窑身风道机构可同时通过旋转滑动机构在环形旋转滑轨上进行回转。
21.作为优选,所述回转窑的外部设置有多个环形旋转滑轨。任意一个环形旋转滑轨通过多个旋转滑动机构和多个窑身风道机构与回转窑相连接。
22.作为优选,所述窑身风道机构包括进风连接件、挡阀、拉杆以及进风口。所述回转窑的窑身上开设有进风通道。挡阀的一端伸入至进风通道内,其另一端与进风连接件相连通。进风口开设在进风连接件上。进风连接件远离回转窑的一端与拉杆的一端相连接,拉杆的另一端与旋转滑动机构相连接。
23.作为优选,所述旋转滑动机构包括旋转轮座、侧向旋转轮以及竖向旋转轮。所述旋转轮座为“凹”槽型结构并咬合在环形旋转滑轨的两侧缘部。在位于环形旋转滑轨侧面的旋转轮座上均设置有侧向旋转轮。在位于环形旋转滑轨外底面的旋转轮座上均设置有竖向旋转轮。旋转轮座通过侧向旋转轮和竖向旋转轮可在环形旋转滑轨上旋转滑动。
24.作为优选,回转窑还包括有水平滑动机构。所述水平滑动机构包括水平轮座、水平滑轮以及水平轨道。所述水平轨道为设置在支架上端的槽型轨道。水平轮座的底端通过水平滑轮安装在水平轨道内。水平轮座的顶端则与环形旋转滑轨相连接。
25.作为优选,该系统还包括回转机构。所述回转机构包括回转电机和大齿圈。所述大齿圈的内圈固定在回转窑的外壁上,大齿圈的外圈与回转电机的传动齿轮啮合连接。
26.根据本实用新型的第二种实施方案,提供一种采用第一种实施方案所述球团还原系统进行球团还原的方法。
27.一种基于回转窑球团干燥热风与焙烧热风混合循环的球团还原方法,该方法包括以下步骤:
28.1)根据物料的走向,生球从窑尾进入回转窑,依次经过干燥段、预热段、还原焙烧段和缓冷段进行还原处理,获得熟料。
29.2)将干燥段输出的热风与还原焙烧段输出的热风进行混合获得混合热风,然后将混合热风输送至预热段内参与球团的预热处理。根据还原焙烧段内物料的实时温度变化,调节还原焙烧段内热风的抽取量和干燥段内热风的抽取量。
30.作为优选,混合热风的温度为600-800℃,优选为650-750℃。
31.作为优选,该方法还包括:
32.3)将预热段内的热风输送至干燥段内参与球团的干燥处理。根据预热段内物料的实时温度变化,调节预热段内热风的抽取量。
33.作为优选,该方法还包括:
34.4)将回转窑内产生的熟料输送至熔分炉内进行深度还原处理。
35.作为优选,在步骤2)中,根据还原焙烧段内物料的实时温度变化,调节还原焙烧段内热风的抽取量和干燥段内热风的抽取量具体为:设定还原焙烧段内物料的设定温度为t1
±
c1(c1的范围为0~50),℃。实时检测还原焙烧段内物料的实时温度为t2,℃。则:
36.当t2>(t1
±
c1)时,增大还原焙烧段内热风的抽取量和干燥段内热风的抽取量,直至还原焙烧段内物料的实时温度回到预设温度(t1
±
c1)内。
37.当t2∈(t1
±
c1)时,维持当前工艺条件不变。
38.当t2<(t1
±
c1)时,减少还原焙烧段内热风的抽取量和干燥段内热风的抽取量,直至还原焙烧段内物料的实时温度回到预设温度(t1
±
c1)内。
39.作为优选,在步骤3)中,根据预热段内物料的实时温度变化,调节预热段内热风的抽取量具体为:设定预热段内物料的设定温度为t3
±
c2(c2的范围为0~50),℃。实时检测预热段内物料的实时温度为t4,℃。则:
40.当t4>(t3
±
c2)时,增大预热段内热风的抽取量,直至预热段内物料的实时温度回到预设温度(t3
±
c2)内。
41.当t4∈(t3
±
c2)时,维持当前工艺条件不变。
42.当t4<(t3
±
c2)时,减小预热段内热风的抽取量,直至预热段内物料的实时温度回到预设温度(t3
±
c2)内。
43.作为优选,所述生球为将含铁矿粉与还原剂混合后再进行造球后获得。其中:含铁矿粉选自赤铁矿粉、磁铁矿粉、褐铁矿粉、菱铁矿粉、针铁矿粉中的一种或多种。还原剂选自褐煤、烟煤、无烟煤、焦炭中的一种或多种。
44.在本实用新型中,针对现有技术的煤基回转窑直接还原工艺中,炉料从入窑到产品出窑需6-8h,生产周期较长、生产效率低。一般回转窑直接还原工艺的生产率通常与窑的尺寸和结构、原料和燃料条件、窑内温度及温度分布、气氛以及装料量等有关。本实用新型将煤基回转窑根据物料的走向依次划分干燥段、预热段、还原焙烧段和缓冷段。实现煤基回转窑的低温快速还原的关键在于提高窑内各段主要反应速率,主要方法有:升高干燥段温度加快物料在干燥段的干燥过程;升高预热段温度加快物料预热过程。本实用新型通过特定的风流循环设计,将回转窑窑尾排出的主要含水蒸汽、co2的热风与还原焙烧段的主要含
co的热风进行混合后再循环至预热段,重组预热段还原气体组成,因为h2还原物料所需温度低于co,向预热段引入h2,可加快预热段还原反应的进行,同时提高预热段的温度,促进预热段还原反应的深入进行,再将预热段排出的热风循环至干燥段。另外,回转窑内高温气体和物料传热方式以辐射传热为主,通过从干燥段和预热段料层下部送入高温热气,可强化热气与物料的对流传热,提高传热效率。通过对流传热的方式升高干燥段物料温度,加快物料干燥的同时,向上流动的气体将物料中干燥出的水蒸气快速带离料层,实现快速干燥。达到节能减排提高生产效率的目的。
45.在本实用新型中,回转窑干燥段主要是实现生球团原料的脱水过程,温度为300℃左右,在干燥段尾部(靠近窑尾段)的气流中,主要成分为水蒸汽、co2以及少量的co等,常规情况下,这部分尾气排出回转窑后经再燃和除尘处理后排放,是回转窑co2排放的主要出口。同时,回转窑内还原焙烧段料层中co逸出至料层上部空间,其温度高达1200℃左右。提高预热段还原反应速率是实现低温快速还原的关键方法之一,本实用新型通过将还原焙烧段料层中逸出的高温还原气体(co)抽出,并与回转窑尾气在混气装置中混合至700℃左右,然后经高温风机抽送至预热段,经由预热段料层的下部送入。一方面,1200℃左右的高温co气体和300℃左右的含水蒸气的回转窑尾气在混气装置中进行温度中和,使混合后气体温度在700℃左右,不高于高温风机的耐热温度;同时部分高温co气体和水蒸气还会发生水煤气反应(h2o
(g)
+co
(s)
=h
2(g)
+co
2(g)
),生成h2和co2,此反应为吸热反应,也可起到降低混合热风气体的作用;其次,混匀后的混合热风气体中主要为co、co2、水蒸气和h2,此混合热风送入预热段的料层,其中剩余水蒸气和燃烧的煤发生水煤气反应(h2o
(g)
+c
(s)
=h
2(g)
+co
(g)
),生成的还原性气体可使预热段发生h2还原物料的还原反应,强化低温还原过程;进一步地co2和燃烧的碳还会发生布多尔反应(co
2(g)
+c
(s)
=2co
(g)
),生成co强化预热段料层的还原气氛;混合热风从预热段料层下部送入,通过对流传热强化预热段温度的热量传输,还能升高预热段温度。
46.在本实用新型中,本实用新型可通过在线监测物料温度、料面气体成分和物料金属化率判断回转窑内物料还原反应进行情况,进而通过调节窑内温度场分布以及通入料层的循环气体流量,实现对物料还原反应和温度的控制。料面气体成分可通过在线烟气成分检测装置测定,物料金属化率可通过基于电导率的物料金属化率测定技术实现在线监测。一般地:首先根据物料和还原剂特征,建立物料低温快速还原的热工制度-料层气氛-物料金属化率之间的基准关系,确定物料还原过程中必要的升温速率、各主要还原反应段的温度区间及持续时间范围、各还原反应段的物料层气氛和料面气体成分范围,各还原反应段物料的电导率与金属化率之间的关系,作为后续调控回转窑内物料还原过程的基准要求。其次在回转窑运行过程中,通过分布在回转窑上的温度监测、料面气体成分含量和物料金属化率监测装置,实时监测回转窑内不同段的温度、料面废气成分和物料金属化率,然后根据实时监测的数据信息,调节循环气体的再分配量。
47.在本实用新型中,将干燥段输出的热风与还原焙烧段输出的热风进行混合获得混合热风,然后将混合热风输送至预热段内参与球团的预热处理。根据还原焙烧段内物料的实时温度变化,调节还原焙烧段内热风的抽取量和干燥段内热风的抽取量。具体控制方式为:设定还原焙烧段内物料的设定温度为t1
±
c1(c1的范围为0~50),℃。实时检测还原焙烧段内物料的实时温度为t2,℃。则:
48.当t2>(t1
±
c1)时,增大还原焙烧段内热风的抽取量和干燥段内热风的抽取量,直至还原焙烧段内物料的实时温度回到预设温度(t1
±
c1)内。
49.当t2∈(t1
±
c1)时,维持当前工艺条件不变。
50.当t2<(t1
±
c1)时,减少还原焙烧段内热风的抽取量和干燥段内热风的抽取量,直至还原焙烧段内物料的实时温度回到预设温度(t1
±
c1)内。
51.在本实用新型中,升高干燥段温度,加快干燥过程也是实现低温快速还原的关键方法之一。通过本实用新型的第一个技术方案,预热段温度有所升高,相应的预热段上部气体温度也有提高。本实用新型的优选技术方案是将已升高温度的预热段上部气体抽出后经干燥段料层下部送入,通过对流传热的方式升高干燥段物料温度,加快物料干燥的同时,向上流动的气体将物料中干燥出的水蒸气快速带离料层,实现快速干燥。
52.在本实用新型中,将预热段内的热风输送至干燥段内参与球团的干燥处理。根据预热段内物料的实时温度变化,调节预热段内热风的抽取量。具体控制方式为:设定预热段内物料的设定温度为t3
±
c2(c2的范围为0~50),℃。实时检测预热段内物料的实时温度为t4,℃。则:
53.当t4>(t3
±
c2)时,增大预热段内热风的抽取量,直至预热段内物料的实时温度回到预设温度(t3
±
c2)内。
54.当t4∈(t3
±
c2)时,维持当前工艺条件不变。
55.当t4<(t3
±
c2)时,减小预热段内热风的抽取量,直至预热段内物料的实时温度回到预设温度(t3
±
c2)内。
56.在本实用新型中,在铁氧化物还原过程中,铁元素逐渐从高价到低价逐步还原。当温度大于570℃时,铁氧化物的还原顺序为fe2o3→
fe3o4→
fexo
→
fe。其中,fexo
→
fe的难度最大,本实用新型的含铁球团矿在回转窑内预热段还原一般指的是fe2o3→
fe3o4→
fexo,然后在还原焙烧段和缓冷段向回转窑内通入煤气(co、h2混合气),使得含铁球团矿在炉内进行直接还原反应,气基直接还原后原料中的fe晶粒初步聚集长大形成直接还原铁,回转窑处理后的含铁物料(熟料)中一般还含有相当量的铁氧化物(一般为fexo),可再将含将fexo的熟料置于熔分炉(一般为竖式电炉)进行熔分,熔分过程中不断通入空气与煤粉,首先在氧化区(炉内上层区域)进行燃烧反应为铁氧化物的还原反应提供热量,铁氧化物的还原反应发生在还原区(炉内下层区域),煤中的c在还原区与铁氧化物进行深还原反应,反应过程中产生了co,反应产物煤灰、脉石与溶剂作用形成炉渣存在于渣层中,铁水沉降从前置炉流出。未完全反应的混合气体其主要成分为co(约21%)、co2(约25%)、h2(约4%)、n2(约48%)、h2o(约2%),这部分气体可导出后重整利用。
57.在本实用新型中,第一管道的管径为0.1-10m,优选为0.3-8m,更优选为0.5-5m,再优选为0.8-4m,例如为1m,1.2m,1.5m,2m,2.5m,3m,3.5m等等。所述回转窑窑体的窑直径为0.5-80m,优选为1-50m,更优选为2-30m,再优选为3-20m,例如为5m,8m,10m,12m,15m,18m,20m等等。所述回转窑的窑体长度为0.5-800m,优选为1-500m,更优选为3-200m,再优选为5-100m,例如为8m,10m,15m,20m,25m,30m,35m,40m,45m,50m,55m,60m,65m,70m,75m,80m,85m,90m,95m,100m等等。
58.与现有技术相比较,本实用新型的有益技术效果如下:
59.1:本实用新型将还原焙烧段料层中逸出的高温还原气体抽出,与回转窑干燥段尾
气在混气装置中混合。使混合后气体温度在700℃左右,不高于高温风机的耐热温度。同时部分高温co气体和水蒸气发生水煤气反应生成h2和co2,此反应为吸热反应,也可起到降低混合热风温度的作用。
60.2:在本实用新型中,混合热风中主要为co、co2、水蒸气和h2,此混合热风送入预热段料层,剩余的水蒸气和燃烧的煤发生水煤气反应,获得h2可使预热段的物料发生还原反应,强化低温还原过程,同时co2和燃烧的碳还会发生布多尔反应,生成co强化预热段料层的还原气氛;将混合热风从预热段料层下部送入,通过对流传热强化预热段温度的热量传输,升高预热段温度。
61.3:本实用新型将将已升高温度的预热段上部气体抽出后再经干燥段的料层下部送入,通过对流传热的方式升高干燥段物料的温度,实现余热的有效利用,加快物料干燥的同时,向上流动的气体还会将物料中干燥出的水蒸气快速带离料层,实现快速干燥。
附图说明
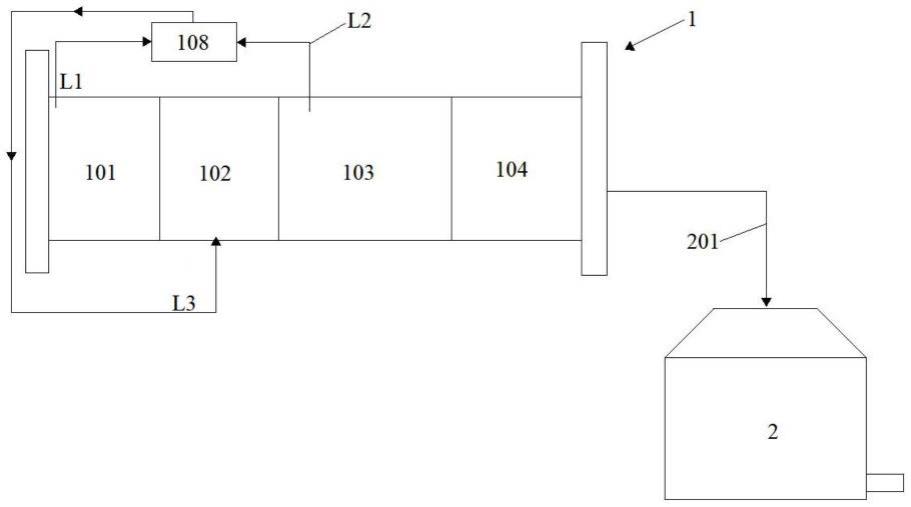
62.图1为本实用新型球团还原系统为单风流循环的结构示意图。
63.图2为本实用新型球团还原系统为双风流循环的结构示意图。
64.图3为本实用新型球团还原系统整体结构示意图。
65.图4为本实用新型回转窑的结构示意图。
66.图5为本实用新型回转窑a-a截视图。
67.图6为本实用新型回转窑a-a视图的立体图。
68.附图标记:1:回转窑;101:干燥段;102:预热段;103:还原焙烧段;104:缓冷段;105:烧嘴;106:燃料输送管道;107:助燃风管;108:混风室;2:熔分炉;201:熟料输送装置;3:多管除尘器;4:物料温度检测装置;5:co浓度检测装置;6:金属化率检测装置;7:窑身风道机构;701:进风连接件;702:挡阀;703:拉杆;704:进风口;705:进风通道;8:环形旋转滑轨;801:支架;9:旋转滑动机构;901:旋转轮座;902:侧向旋转轮;903:竖向旋转轮;10:水平滑动机构;1001:水平轮座;1002:水平滑轮;1003:水平轨道;11:回转机构;1101:回转电机;1102:大齿圈;l1:第一管道;l2:第二管道;l3:第三管道;l4:第四管道;m1:第一流量调节阀;m2:第二流量调节阀;m3:第三流量调节阀;m4:第四流量调节阀;f1:第一风机;f2:第二风机;f3:第三风机;f4:第四风机。
具体实施方式
69.下面对本实用新型的技术方案进行举例说明,本实用新型请求保护的范围包括但不限于以下实施例。
70.一种基于回转窑球团干燥热风与焙烧热风混合循环的球团还原系统,该系统包括回转窑1。根据物料的走向,所述回转窑1依次设有干燥段101、预热段102、还原焙烧段103以及缓冷段104。所述干燥段101的顶部出风口通过第一管道l1与混风室108的进风口相连通。所述还原焙烧段103的顶部出风口通过第二管道l2与混风室108的进风口相连通。混风室108的出风口通过第三管道l3与预热段102的底部进风口相连通。回转窑1的直径为0.5-80m,优选为1-50m,更优选为2-30m。
71.作为优选,所述预热段102的顶部出风口通过第四管道l4与干燥段101的底部进风
口相连通。
72.作为优选,该系统还包括有熔分炉2。所述熔分炉2的进料口通过熟料输送装置201与回转窑1的排料口相连接。
73.作为优选,所述第一管道l1上依次设有第一流量调节阀m1和第一风机f1。
74.作为优选,所述第二管道l2上依次第二流量调节阀m2和第二风机f2。
75.作为优选,所述第三管道l3上依次第三流量调节阀m3和第三风机f3。
76.作为优选,所述第四管道l4上依次第四流量调节阀m4和第四风机f4。
77.作为优选,所述第二管道l2上还任选的设有多管除尘器3,所述多管除尘器3位于第二流量调节阀m2的上游。
78.作为优选,该系统还包括第一物料温度检测装置4。所述第一物料温度检测装置4设置在还原焙烧段103内。
79.作为优选,该系统还包括第二物料温度检测装置5。所述第二物料温度检测装置5设置在预热段102内。
80.作为优选,该系统还包括有金属化率检测装置6。所述金属化率检测装置6设置在预热段102内。
81.作为优选,该系统还包括有烧嘴105和燃料输送管道106。所述烧嘴105设置在还原焙烧段103内并与燃料输送管道106相连通。在回转窑1的外部,燃料输送管道106上还连通有助燃风管107。
82.作为优选,还原焙烧段103内设置有多个烧嘴105,多个所述烧嘴105均与燃料输送管道106相连通。
83.作为优选,回转窑1还包括有窑身风道机构7、环形旋转滑轨8以及旋转滑动机构9。所述环形旋转滑轨8套设在回转窑1的外部,并通过支架801进行支撑。旋转滑动机构9的轮端与环形旋转滑轨8相连接,其另一端与窑身风道机构7的外端相连接,而窑身风道机构7的内端则连接在窑壁上。即回转窑1和窑身风道机构7可同时通过旋转滑动机构9在环形旋转滑轨8上进行回转。
84.作为优选,所述回转窑1的外部设置有多个环形旋转滑轨8。任意一个环形旋转滑轨8通过多个旋转滑动机构9和多个窑身风道机构7与回转窑1相连接。
85.作为优选,所述窑身风道机构7包括进风连接件701、挡阀702、拉杆703以及进风口704。所述回转窑1的窑身上开设有进风通道705。挡阀702的一端伸入至进风通道705内,其另一端与进风连接件701相连通。进风口704开设在进风连接件701上。进风连接件701远离回转窑1的一端与拉杆703的一端相连接,拉杆703的另一端与旋转滑动机构9相连接。
86.作为优选,所述旋转滑动机构9包括旋转轮座901、侧向旋转轮902以及竖向旋转轮903。所述旋转轮座901为“凹”槽型结构并咬合在环形旋转滑轨8的两侧缘部。在位于环形旋转滑轨8侧面的旋转轮座901上均设置有侧向旋转轮902。在位于环形旋转滑轨8外底面的旋转轮座901上均设置有竖向旋转轮903。旋转轮座901通过侧向旋转轮902和竖向旋转轮903可在环形旋转滑轨8上旋转滑动。
87.作为优选,回转窑1还包括有水平滑动机构10。所述水平滑动机构10包括水平轮座1001、水平滑轮1002以及水平轨道1003。所述水平轨道1003为设置在支架801上端的槽型轨道。水平轮座1001的底端通过水平滑轮1002安装在水平轨道1003内。水平轮座1001的顶端
则与环形旋转滑轨8相连接。
88.作为优选,该系统还包括回转机构11。所述回转机构11包括回转电机1101和大齿圈1102。所述大齿圈1102的内圈固定在回转窑1的外壁上,大齿圈1102的外圈与回转电机1101的传动齿轮啮合连接。
89.实施例1
90.如图1所示,一种基于回转窑球团干燥热风与焙烧热风混合循环的球团还原系统,该系统包括回转窑1。根据物料的走向,所述回转窑1依次设有干燥段101、预热段102、还原焙烧段103以及缓冷段104。所述干燥段101的顶部出风口通过第一管道l1与混风室108的进风口相连通。所述还原焙烧段103的顶部出风口通过第二管道l2与混风室108的进风口相连通。混风室108的出风口通过第三管道l3与预热段102的底部进风口相连通。回转窑1的直径为0.5m。
91.实施例2
92.重复实施例1,如图2所示,只是所述预热段102的顶部出风口通过第四管道l4与干燥段101的底部进风口相连通。
93.实施例3
94.重复实施例2,只是该系统还包括有熔分炉2。所述熔分炉2的进料口通过熟料输送装置201与回转窑1的排料口相连接。
95.实施例4
96.重复实施例3,如图3所示,只是所述第一管道l1上依次设有第一流量调节阀m1和第一风机f1。
97.实施例5
98.重复实施例4,只是所述第二管道l2上依次第二流量调节阀m2和第二风机f2。
99.实施例6
100.重复实施例5,只是所述第三管道l3上依次第三流量调节阀m3和第三风机f3。
101.实施例7
102.重复实施例6,只是所述第四管道l4上依次第四流量调节阀m4和第四风机f4。
103.实施例8
104.重复实施例7,只是所述第二管道l2上还任选的设有多管除尘器3,所述多管除尘器3位于第二流量调节阀m2的上游。
105.实施例9
106.重复实施例8,只是该系统还包括第一物料温度检测装置4。所述第一物料温度检测装置4设置在还原焙烧段103内。
107.实施例10
108.重复实施例9,只是该系统还包括第二物料温度检测装置5。所述第二物料温度检测装置5设置在预热段102内。
109.实施例11
110.重复实施例10,只是该系统还包括有金属化率检测装置6。所述金属化率检测装置6设置在预热段102内。
111.实施例12
112.重复实施例11,只是该系统还包括有烧嘴105和燃料输送管道106。所述烧嘴105设置在还原焙烧段103内并与燃料输送管道106相连通。在回转窑1的外部,燃料输送管道106上还连通有助燃风管107。
113.实施例13
114.重复实施例12,只是还原焙烧段103内设置有多个烧嘴105,多个所述烧嘴105均与燃料输送管道106相连通。
115.实施例14
116.重复实施例13,只是回转窑1的直径为1m。
117.实施例15
118.重复实施例14,只是回转窑1的直径为2m。
119.实施例16
120.重复实施例15,只是回转窑1的直径为5m。
121.实施例17
122.重复实施例16,如图4所示,只是回转窑1还包括有窑身风道机构7、环形旋转滑轨8以及旋转滑动机构9。所述环形旋转滑轨8套设在回转窑1的外部,并通过支架801进行支撑。旋转滑动机构9的轮端与环形旋转滑轨8相连接,其另一端与窑身风道机构7的外端相连接,而窑身风道机构7的内端则连接在窑壁上。即回转窑1和窑身风道机构7可同时通过旋转滑动机构9在环形旋转滑轨8上进行回转。
123.实施例18
124.重复实施例17,只是所述回转窑1的外部设置有多个环形旋转滑轨8。任意一个环形旋转滑轨8通过多个旋转滑动机构9和多个窑身风道机构7与回转窑1相连接。
125.实施例19
126.重复实施例18,如图5所示,只是所述窑身风道机构7包括进风连接件701、挡阀702、拉杆703以及进风口704。所述回转窑1的窑身上开设有进风通道705。挡阀702的一端伸入至进风通道705内,其另一端与进风连接件701相连通。进风口704开设在进风连接件701上。进风连接件701远离回转窑1的一端与拉杆703的一端相连接,拉杆703的另一端与旋转滑动机构9相连接。
127.实施例20
128.重复实施例19,只是所述旋转滑动机构9包括旋转轮座901、侧向旋转轮902以及竖向旋转轮903。所述旋转轮座901为“凹”槽型结构并咬合在环形旋转滑轨8的两侧缘部。在位于环形旋转滑轨8侧面的旋转轮座901上均设置有侧向旋转轮902。在位于环形旋转滑轨8外底面的旋转轮座901上均设置有竖向旋转轮903。旋转轮座901通过侧向旋转轮902和竖向旋转轮903可在环形旋转滑轨8上旋转滑动。
129.实施例21
130.重复实施例20,只是回转窑1还包括有水平滑动机构10。所述水平滑动机构10包括水平轮座1001、水平滑轮1002以及水平轨道1003。所述水平轨道1003为设置在支架801上端的槽型轨道。水平轮座1001的底端通过水平滑轮1002安装在水平轨道1003内。水平轮座1001的顶端则与环形旋转滑轨8相连接。
131.实施例22
132.重复实施例20,只是该系统还包括回转机构11。所述回转机构11包括回转电机1101和大齿圈1102。所述大齿圈1102的内圈固定在回转窑1的外壁上,大齿圈1102的外圈与回转电机1101的传动齿轮啮合连接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1