一种用于电镀锌生产线的自动酸洗装置的制作方法
1.本实用新型涉及酸洗装置领域,具体为及一种用于电镀锌生产线的自动酸洗装置。
背景技术:
2.电镀锌,行业内又称冷镀锌,就是利用电解,在制件表面形成均匀、致密、结合良好的金属或合金沉积层的过程。与其他金属相比,锌是相对便宜而又易镀覆的一种金属,属低值防蚀电镀层,被广泛用于保护钢铁件,特别是防止大气腐蚀,并用于装饰。工件在进行电镀锌生产时,在进行酸性前需要进行除油等操作,通常对工件进行酸洗时都是人工将工件置于酸洗液中进行酸性,再将酸洗后的工件放置在输送装置上输送至下一工序,人工清洗效率低下,费时费力,且大大降低工件的加工生产效率,无法满足对工件进行连续电镀锌生产的需求。
技术实现要素:
3.本实用新型目的是针对背景技术中存在的问题,提出一种用于电镀锌生产线的自动酸洗装置。
4.本实用新型的技术方案:一种用于电镀锌生产线的自动酸洗装置,包括箱体、端盖、固定板、导向辊a、排液管、控制盒和安装箱;
5.箱体的下端面设有多个伸缩腿,箱体的底面设有排液孔,箱体的侧端面上设有用于连通送液管的进液端口,箱体沿其长度方向在相互远离的两个侧端面上均设有凹形开口;每个凹形开口内均设有感应模块;
6.排液管的一端管口连接排液孔,排液管上设有控制阀;
7.固定板两两一组,固定板设有两组,两组固定板分别连接箱体的外端面;导向辊a设有两个,两个导向辊a与两组固定板一一对应,每个导向辊a的两端分别转动连接两个固定板,每个导向辊a距离箱体底面的距离值均大于凹形开口底面距离箱体底面的距离值;
8.端盖连接箱体的上端面,端盖上设有两排用于驱动两个安装箱上下移动的升降装置;安装箱内设有驱动装置,两个安装箱相互靠近的端面上均转动设有多个导向辊b;同一个安装箱上的多个导向辊b之间相互传动连接,任意一个导向辊b传动连接驱动装置;
9.控制盒连接箱体的外端面,控制盒上设有显示器和按键模块,控制盒内设有控制器;控制器、显示屏、按键模块、感应模块、升降装置和驱动装置电性连接。
10.优选的,初始状态下,多个导向辊b距离箱体底面的距离值与两个导向辊a 距离箱体底面的距离值相同。
11.优选的,还包括多个导向辊c;
12.多个导向辊c并排分布,并均转动连接箱体的内壁,多个导向辊c分别位于两个安装箱和两个导向辊a之间。
13.优选的,多个导向辊c距离箱体底面的距离值与两个导向辊a距离箱体底面的距离
值相同。
14.优选的,箱体的底面朝向排液孔向下倾斜设置。
15.优选的,端盖和箱体通过螺栓配合连接。
16.优选的,每个伸缩腿均包括底座、螺纹筒、支撑杆和螺纹块;
17.螺纹筒的一端转动连接底座,螺纹筒的另一端设有通孔;
18.支撑杆的一端活动连接箱体的底面,支撑杆的另一端穿过通孔伸入螺纹筒内并连接螺纹块;螺纹块螺纹配合连接螺纹筒。
19.优选的,通孔内设有导向套;导向套过盈套设在支撑杆的外侧。
20.与现有技术相比,本实用新型的上述技术方案具有如下有益的技术效果:
21.本实用新型提供的自动酸洗装置操作简单使用方便,通过设有的能伸缩腿能调节箱体的高度,进而配合电镀锌生产线对上一工序处理后的工件输送至箱体内进行酸性以除去工件表面上的氧化皮和锈蚀物,酸洗时通过升降装置带动工件上下移动,上下移动的工件对清洗液进行搅动,以提高对工件进行酸洗的效率,进而大大提高工件加工的效率,能满足对工件进行连续电镀锌生产的需求。
附图说明
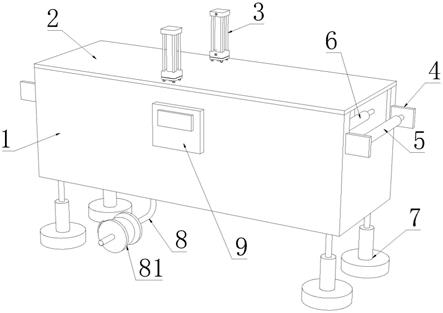
22.图1为本实用新型提出的一种实施例的立体结构示意图。
23.图2为本实用新型提出的一种实施例中去除端盖的立体结构示意图。
24.图3为本实用新型提出的一种实施例中伸缩腿的结构示意图。
25.图4为本实用新型提出的一种实施例的原理框图。
26.附图标记:1、箱体;101、凹形开口;2、端盖;3、升降装置;4、固定板;5、导向辊a;6、导向辊c;7、伸缩腿;71、底座;72、螺纹筒;73、支撑杆; 74、螺纹块;8、排液管;81、控制阀;9、控制盒;10、安装箱;11、导向辊b。
具体实施方式
27.实施例一
28.如图1-3所示,本实用新型提出的一种用于电镀锌生产线的自动酸洗装置,包括箱体1、端盖2、固定板4、导向辊a5、排液管8、控制盒9和安装箱10;
29.箱体1的下端面设有多个伸缩腿7,箱体1的底面设有排液孔,箱体1的底面朝向排液孔的中轴线方向向下倾斜设置,箱体1的侧端面上设有用于连通送液管的进液端口,箱体1沿其长度方向在相互远离的两个侧端面上均设有凹形开口101;每个凹形开口101内均设有感应模块;
30.感应模块用于感应是否有工件从凹形开口101通过,感应模块为现有产品,其选用但不限于包括红外发射器和红外接收器,当红外接收器接收不到红外发射器的信号时,说明工件从两者之间通过,以达到检测工件是否存在的效果;
31.排液管8的一端管口连接排液孔,排液管8上设有控制阀81;
32.固定板4两两一组,固定板4设有两组,两组固定板4分别连接箱体1设有凹形开口101的外端面;导向辊a5设有两个,两个导向辊a5与两组固定板4 一一对应,每个导向辊a5的两端分别转动连接两个固定板4,每个导向辊a5距离箱体1底面的距离值均大于凹形开口
101底面距离箱体1底面的距离值;
33.端盖2和箱体1通过螺栓配合连接以将端盖2安装在箱体1的上端面,端盖2上设有两排用于驱动两个安装箱10上下移动的升降装置3;安装箱10内设有驱动装置,两个安装箱10相互靠近的端面上均转动设有多个导向辊b11;同一个安装箱10上的多个导向辊b11之间相互传动连接,同一个安装箱10上的任意一个导向辊b11传动连接驱动装置;驱动装置选用变频电机;
34.初始状态下,多个导向辊b11距离箱体1底面的距离值与两个导向辊a5距离箱体1底面的距离值相同;
35.控制盒9连接箱体1的外端面,控制盒9上设有显示器和按键模块,控制盒9内设有控制器;控制器、显示屏、按键模块、感应模块、升降装置3和驱动装置电性连接,采用外界市政电路进行供电;显示屏、按键模块和感应模块均通信连接控制器;控制器控制连接升降装置3和驱动装置;
36.本实用新型的一个实施例中,将本装置放置在电镀锌生产线酸性的上一工序的输送装置后侧,通过多个伸缩腿7调节箱体1的高度,使得箱体1一侧的导向辊a5与上述输送装置的高度平齐,工件从上述输送装置输送并从导向辊a5 进入箱体1中,此时,感应模块感应到工件,驱动装置带动多个导向辊b11旋转直至工件完全放置在多个导向辊b11上,驱动装置停止运行,多个升降装置3 运行将工件下移浸没在清洗液中,酸洗后升降装置3复位,驱动装置运行将酸洗后的工件从另一侧凹形开口101输送出并沿下一输送装置输送至下一工序。
37.实施例二
38.如图1-2所示,本实用新型提出的一种用于电镀锌生产线的自动酸洗装置,相较于实施例一,本实施例还包括多个导向辊c6;
39.多个导向辊c6并排分布,并均转动连接箱体1的内壁,多个导向辊c6分别位于两个安装箱10和两个导向辊a5之间;
40.多个导向辊c6距离箱体1底面的距离值与两个导向辊a5距离箱体1底面的距离值相同。
41.实施例三
42.如图4所示,本实用新型提出的一种用于电镀锌生产线的自动酸洗装置,相较于实施例一,本实施例还公开了伸缩腿7的具体结构;伸缩腿7至少设有四个,两两一组分为两排;每个伸缩腿7均包括底座71、螺纹筒72、支撑杆73 和螺纹块74;
43.螺纹筒72的一端转动连接底座71,螺纹筒72的另一端设有通孔;通孔内设有导向套;导向套过盈套设在支撑杆73的外侧;
44.进一步的,螺纹筒72的外侧设有把手;
45.支撑杆73的一端活动连接箱体1的底面,支撑杆73的另一端穿过通孔伸入螺纹筒72内并连接螺纹块74;螺纹块74螺纹配合连接螺纹筒72。
46.本实用新型的一个实施例中,使用时通过同时旋转同一侧的螺纹筒72带动螺纹块74在螺纹筒72内上下移动,以调节螺纹筒72和支撑杆73的总长度以调节箱体1的高度。
47.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本实用新型宗旨的前提下
还可以作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1