方向性电磁钢板的制造方法与流程
1.本发明涉及方向性电磁钢板的制造方法。
背景技术:
2.方向性电磁钢板是含有2质量%~5质量%左右的si、使钢板的晶粒取向高度地集中于被称为goss取向的{110}《001》取向的钢板。方向性电磁钢板的磁特性优异,例如作为变压器等静态感应器的铁芯材料等被利用。
3.就这样的方向性电磁钢板而言,为了提高磁特性,进行了各种开发。特别是伴随着近年的节能化的要求,对方向性电磁钢板要求进一步的低铁损化。为了方向性电磁钢板的低铁损化,对于钢板的晶粒的取向,提高向goss取向的集中度而提高磁通密度从而降低磁滞损耗是有效的。
4.这里,在方向性电磁钢板的制造中,晶体取向的控制通过利用被称为二次再结晶的灾变性的晶粒生长现象来进行。但是,为了通过二次再结晶适宜地控制晶体取向,提高被称为抑制剂的钢中微细析出物的耐热性是重要的。
5.例如,可列举出使抑制剂在热轧前的钢坯加热时完全固溶、之后在热轧及后段的退火工序中使其微细析出的方法。具体而言,可列举出下述的专利文献1中例示的那样的以mns及aln作为抑制剂且在最终冷轧工序中进行超过80%的压下率的轧制的方法、或下述的专利文献2中例示的那样的以mns及mnse作为抑制剂并进行2次冷轧工序的方法。
6.此外,在专利文献3及4中公开了一种通过控制热轧板退火的条件及酸洗处理条件来制造被膜特性优异的方向性电磁钢板的技术。进而,在专利文献5中公开了一种通过控制酸洗处理条件、退火分离剂的添加物条件及最终退火条件来制造被膜特性优异的方向性电磁钢的技术。在专利文献6中公开了一种技通过冷轧前的热处理来进行碳化物控制从而制造磁特性优异的方向性电磁钢板的技术。进而,在专利文献7中公开了一种通过控制一次再结晶退火的升温过程、并且在升温过程中导入微少应变来制造磁特性优异的方向性电磁钢的技术。
7.此外,在下述的专利文献8中公开了一种通过控制一次再结晶退火的升温过程中的加热模式来制造整个卷材全长被低铁损化的方向性电磁钢板的技术。进而,在下述的专利文献9中公开了一种通过严格地控制二次再结晶后的晶粒的平均粒径及与理想取向的偏离角来降低方向性电磁钢板的铁损值的技术。
8.现有技术文献
9.专利文献
10.专利文献1:日本特公昭40-15644号公报
11.专利文献2:日本特公昭51-13469号公报
12.专利文献3:日本特开2019-99827号公报
13.专利文献4:日本特开2003-193141号公报
14.专利文献5:日本特开2014-196559号公报
15.专利文献6:日本特开2016-156068号公报
16.专利文献7:日本特开平6-212274号公报
17.专利文献8:国际公开第2014/049770号
18.专利文献9:日本特开平7-268567号公报
技术实现要素:
19.发明所要解决的课题
20.近年来,因国际上变压器效率限制的进展,方向性电磁钢板的铁损降低要求进一步变大。另一方面,变压器在很长时间是支撑社会基础的重要的设备机器,因此稳定地持续运转是重要的。因此,对于作为主要构件的方向性电磁钢板,也要求有助于变压器的稳定运转的可靠性。特别是方向性电磁钢板的外观没有颜色不均等而均匀成为获得需求者信赖的重要的因素。
21.上述的专利文献3~5中公开了一种在钢板表面和板厚中心处使mn、cu的浓度产生差异来提高被膜密合性的技术。然而,在钢板表面中使特定成分浓集的技术仅以改善被膜特性为目的,稳定地得到良好的磁特性的技术并未被研究。
22.在上述的专利文献6中,公开了通过冷轧前的热处理来促进从渗碳体向石墨的变化,对之后的一次再结晶中得到的织构进行改善。然而,关于一次再结晶退火的升温过程和酸洗沿袭了以往的方式,未进行新的研究。
23.此外,如上述的专利文献7中公开的那样,确认了:在一次再结晶退火的升温过程中,通过以100℃/s以上快速升温至700℃以上的温度,并且在该快速加热中导入标称应变为0.1%以上的微少应变,从而对方向性电磁钢板的磁特性造成较大影响。此外,在上述专利文献8中确认了:在一次再结晶退火的升温过程中,通过在500℃~600℃之间以100℃/s以上进行快速升温,从而对方向性电磁钢板的磁特性造成较大影响。在上述专利文献9中,公开了在一次再结晶退火的升温过程中,将至850℃为止的升温温度设定为300℃/s或450℃/s。
24.然而,在上述的专利文献7~9中,对于在钢板的板厚方向上使抑制剂发生变化的情况下对方向性电磁钢板的磁特性产生怎样的影响,未进行详细研究。
25.于是,本发明是鉴于上述课题等而进行的,本发明的目的在于提供能够制造实现高磁通密度且磁特性优异的方向性电磁钢板的新型并且改良的方向性电磁钢板的制造方法。
26.用于解决课题的手段
27.为了解决上述课题,根据本发明的某个观点,提供一种方向性电磁钢板的制造方法,其特征在于,包括以下工序:
28.通过将板坯加热并实施热轧而得到热轧钢板、或通过对上述热轧钢板实施热轧板退火而得到热轧退火板的工序,所述板坯以质量%计含有c:0.01%以上且0.10%以下、si:2.5%以上且4.5%以下、mn:0.01%以上且0.50%以下、s、se及te中的1种或2种以上的合计:0.001%以上且0.050%以下、酸可溶性al:超过0%且0.05%以下、n:超过0%且0.015%以下、剩余部分由fe及杂质构成;
29.通过对上述热轧钢板或上述热轧退火板实施冷轧而得到冷轧钢板的工序;
30.通过对上述冷轧钢板实施一次再结晶退火而得到一次再结晶退火板的工序;
31.通过在一次再结晶退火板的表面涂布包含mgo的退火分离剂之后,实施最终退火而得到最终退火板的工序;
32.其中,对上述热轧钢板、上述热轧退火板、上述冷轧钢板、上述一次再结晶退火板中的至少一种钢板实施喷丸处理及与溶液相接触的处理,
33.在上述最终退火板上涂布绝缘被膜之后,实施平坦化退火的工序,
34.在上述喷丸处理中,投射材的平均粒径为0.1mm以上且5.0mm以下,投射速度为10m/s以上且150m/s以下,
35.上述溶液含有cu、hg、ag、pb、cd、co、zn及ni中的1种或2种以上,各元素的浓度合计为0.00001%以上且1.0000%以下,ph为―1.5以上且低于7,液温为15℃以上且100℃以下,上述钢板在上述溶液中浸渍的时间为5秒以上且200秒以下。
36.此外,根据本发明的某个观点,提供一种方向性电磁钢板的制造方法,其特征在于,
37.代替上述的喷丸处理或除了喷丸处理以外,也可以进行矫平加工处理,
38.在上述矫平加工处理中,上述热轧钢板的弯曲次数为2次以上,弯曲角度为10度以上且90度以下,弯曲半径为10mm以上且200mm以下。
39.进而,根据本发明的某个观点,提供一种方向性电磁钢板的制造方法,其特征在于,
40.在上述一次再结晶退火的快速升温中,550℃~700℃的温度区域的平均升温速度为100℃/s以上且3000℃/s以下。
41.进而,根据本发明的某个观点,提供一种方向性电磁钢板的制造方法,其特征在于,
42.上述板坯含有选自由cu:1.0%以下、sn:1.0%以下、ni:1.0%以下、cr:1.0%以下、sb:1.0%以下、bi:1.0%以下构成的组中的1种或2种以上来代替上述fe的一部分。
43.进而,根据本发明的某个观点,提供一种方向性电磁钢板的制造方法,其特征在于,
44.上述一次再结晶退火包含进行升温的工序、在升温至脱碳退火之间进行中间处理的工序、和进行脱碳退火的工序,
45.在上述中间处理中,气氛的露点温度为-40℃以上且0℃以下并且钢板温度为700℃以上且950℃以下的滞留时间为1秒以上且20秒以下,
46.在上述脱碳退火中,气氛的氧分压比(p
h2o
/p
h2
)为0.35以上且0.60以下。
47.发明效果
48.根据本发明,使含有cu、hg、ag、pb、cd、co、zn及ni中的1种或2种以上(本说明书中有时将它们称为“cu等”)的溶液与电磁钢板相接触。电磁钢板含有mns、mnse、mnte(本说明书中有时将它们称为“mns等”)作为析出物,mns等析出物作为抑制剂起作用。本发明中,通过有效利用若mns等与包含cu等的溶液进行接触则mns等中的mn的一部分特别是mns等表层的mn置换成cu等的现象来提高析出物的耐热性,从而能够提高方向性电磁钢板的抑制剂强度。通过该作用机理,能够提供制造可实现高磁通密度且磁特性优异的方向性电磁钢板的新型并且改良的方向性电磁钢板的制造方法。
49.根据本发明的另一方案,通过组合通过在一次再结晶退火的升温过程中实施快速加热处理来增加表层附近的goss取向晶粒的技术,能够进一步实现高磁通密度化。
50.此外,根据本发明的另一方案,通过组合在板坯中附加添加元素而使二次结晶稳定化的技术,能够进一步实现高磁通密度化。
51.进而,本发明人们发现:上述的mns等表层的mn置换成cu等的现象有时会产生最终制品的颜色不均,但通过控制并改善一次再结晶退火(快速加热处理、中间处理和脱碳退火)的中间处理中的气氛、温度条件及脱碳退火中的气氛条件而能够将其消除。基于该见识,通过本发明的另一方案,能够抑制该颜色不均。
具体实施方式
52.以下对本发明的优选的实施方式进行详细说明。需要说明的是,只要没有特别说明,关于数值a及b,“a~b”这样的记载是指“a以上且b以下”。在所述记载中仅对数值b标注单位的情况下,该单位也适用于数值a。
53.[方向性电磁钢板的制造方法]
[0054]
本发明人们为了提高方向性电磁钢板的磁特性,对方向性电磁钢板的制造方法进行了深入研究,结果发现了以下的见识。
[0055]
具体而言,本发明人们发现:通过有效利用若使含有mns等的电磁钢板与含有cu等的溶液相接触则将mns等中的mn的一部分特别是mns等表层的mn置换成cu等的现象来提高mns等耐热性,从而能够提高抑制剂强度而提高磁特性。此外发现:在接触该溶液时,通过对喷丸处理或矫平处理的前处理下功夫,在钢板的板厚方向上控制抑制剂,能够进一步提高磁特性。
[0056]
进而发现:通过在一次再结晶退火的升温过程中实施快速加热处理而增加表层附近的goss取向晶粒,由此能够进一步提高磁特性。
[0057]
此外发现:通过在板坯中附加添加元素而使二次结晶稳定化,能够进一步提高磁特性。
[0058]
进而发现:上述的mns等表层的mn置换成cu等的现象有时会产生最终制品的颜色不均,但通过控制并改善一次再结晶退火(快速加热处理、中间处理和脱碳退火)的中间处理中的气氛、温度条件及脱碳退火中的气氛条件而能够消除该颜色不均。
[0059]
本发明人们通过考虑以上的见识,从而想到本发明。本发明的一实施方式是具备以下的构成的方向性电磁钢板的制造方法,其包括以下工序:
[0060]
通过将板坯加热并实施热轧而得到热轧钢板、或通过对上述热轧钢板实施热轧板退火而得到热轧退火板的工序,所述板坯以质量%计含有c:0.01%以上且0.10%以下、si:2.5%以上且4.5%以下、mn:0.01%以上且0.50%以下、s、se及te中的1种或2种以上的合计:0.001%以上且0.050%以下、酸可溶性al:超过0%以上且0.05%以下、n:超过0%且0.015%以下、剩余部分由fe及杂质构成;
[0061]
通过对上述热轧钢板或上述热轧退火板实施冷轧而得到冷轧钢板的工序;
[0062]
通过对上述冷轧钢板实施一次再结晶退火而得到一次再结晶退火板的工序;
[0063]
通过在一次再结晶退火板的表面涂布包含mgo的退火分离剂之后,实施最终退火而得到最终退火板的工序;
[0064]
在上述最终退火板上涂布绝缘被膜之后,实施平坦化退火的工序,
[0065]
其中,对上述热轧钢板、上述热轧退火板、上述冷轧钢板、上述一次再结晶退火板中的至少一种钢板实施喷丸处理及与溶液相接触的处理,
[0066]
在上述喷丸处理中,投射材的平均粒径为0.1mm以上且5.0mm以下,投射速度为10m/s以上且150m/s以下,
[0067]
上述溶液含有cu、hg、ag、pb、cd、co、zn及ni中的1种或2种以上,各元素的浓度合计为0.00001%以上且1.0000%以下,ph为―1.5以上且低于7,液温为15℃以上且100℃以下,上述钢板在上述溶液中浸渍的时间为5秒以上且200秒以下。
[0068]
代替上述喷丸处理或除了喷丸处理以外,也可以进行矫平加工处理,
[0069]
在上述矫平加工处理中,上述钢板的弯曲次数为2次以上,弯曲角度为10度以上且90度以下,弯曲半径为10mm以上且200mm以下。
[0070]
进而,也可以将上述一次再结晶退火的升温过程设定为快速升温,在快速升温中,550℃~700℃的温度区域的平均升温速度为100℃/s以上且3000℃/s以下。
[0071]
此外,上述一次再结晶退火也可以包含进行升温的工序、在升温至脱碳退火之间进行中间处理的工序、和进行脱碳退火的工序,
[0072]
在上述中间处理中,气氛的露点温度为-40℃以上且0℃以下并且钢板温度为700℃以上且950℃以下的滞留时间为1秒以上且20秒以下,
[0073]
在上述脱碳退火中,气氛的氧分压比(p
h2o
/p
h2
)为0.35以上且0.60以下。
[0074]
以下,对本实施方式的方向性电磁钢板的制造方法进行具体说明。
[0075]
[板坯的成分组成]
[0076]
首先,对本实施方式的方向性电磁钢板中使用的板坯的成分组成进行说明。需要说明的是,以下只要没有特别说明,则“%”的记载设定为表示“质量%”。此外,除以下说明的元素以外的板坯的剩余部分为fe及杂质。这里,所谓杂质是指原材料中所含的成分或在制造的过程中混入的成分且并非有意图地使钢板中含有的成分。此外,作为方向性电磁钢板的原材料的板坯的化学组成成为基本上依据方向性电磁钢板的组成的化学组成。但是,由于在一般的方向性电磁钢板的制造中在制造过程中含有元素的一部分通过脱碳退火及纯化退火而被排出到体系外,因此作为原材料的板坯与作为最终制品的方向性电磁钢板的化学组成变得不同。为了使方向性电磁钢板的特性成为所期望的那样,可以考虑制造过程中的脱碳退火及纯化退火的影响等来适当调整板坯组成。
[0077]
c(碳)的含量为0.01%以上且0.10%以下。c具有各种作用,但在c的含量低于0.01%的情况下,由于在板坯的加热时结晶粒径过度变大,从而使最终的方向性电磁钢板的铁损值增大,因此不优选。在c的含量超过0.10%的情况下,在冷轧后的脱碳时,脱碳时间变成长时间,制造成本增加,因此不优选。此外,在c的含量超过0.10%的情况下,脱碳容易变得不完全,在最终的方向性电磁钢板中有可能引起磁时效,因此不优选。因此,c的含量为0.01%以上且0.10%以下,优选为0.05%以上且0.09%以下。
[0078]
si(硅)的含量为2.5%以上且4.5%以下。si通过提高钢板的电阻而降低作为铁损的原因之一的涡流损耗。在si的含量低于2.5%的情况下,变得难以充分抑制最终的方向性电磁钢板的涡流损耗,因此不优选。在si的含量超过4.5%的情况下,方向性电磁钢板的加工性降低,因此不优选。因此,si的含量为2.5%以上且4.5%以下,优选为2.7%以上且
4.0%以下。
[0079]
mn(锰)的含量为0.01%以上且0.50%以下。mn会形成左右二次再结晶的抑制剂即mns、mnse及mnte等。在mn的含量低于0.01%的情况下,产生二次再结晶的mns、mnse及mnte的绝对量不足,因此不优选。在mn的含量超过0.50%的情况下,在板坯加热时mn的固溶变得困难,因此不优选。此外,在mn的含量超过0.15%的情况下,作为抑制剂的mns、mnse及mnte的析出尺寸容易粗大化,作为抑制剂的最佳尺寸分布受损,因此不优选。因此,mn的含量为0.01%以上且0.50%以下,优选为0.01%以上且0.30%以下。更优选为0.03%以上且0.15%以下。
[0080]
s(硫)、se(硒)及te中的1种或2种以上的合计含量合计为0.001%以上且0.050%以下。s、se及te与上述的mn一起形成抑制剂。s、se及te也可以在板坯中含有2种以上,但只要使板坯中含有至少任1种即可。在s、se及te的含量合计脱离上述范围的情况下,不能得到充分的抑制剂效果,因此不优选。因此,s、se及te的含量合计为0.001%以上且0.050%以下,优选为0.002%以上且0.040%以下。
[0081]
酸可溶性al(酸可溶性铝)的含量为超过0%且0.05%以下。酸可溶性al构成为了制造高磁通密度的方向性电磁钢板所需的抑制剂。在酸可溶性al的含量为0的情况下,不存在aln,有时抑制剂强度不足而不能得到良好的磁特性,因此不优选。在酸可溶性al的含量超过0.05%的情况下,作为抑制剂而析出的aln粗大化,使抑制剂强度降低,因此不优选。因此,酸可溶性al的含量为超过0%且0.05%以下,优选为超过0%且0.04%以下。
[0082]
n(氮)的含量为超过0%且0.015%以下。n与上述的酸可溶性al一起形成作为抑制剂的aln。在n的含量脱离上述范围的情况下,不能得到充分的抑制剂效果,因此不优选。因此,n的含量为超过0%且0.015%以下,优选为超过0%且0.012%以下。
[0083]
也可以以超过0%且1.0%以下含有p(磷)。p具有不会降低磁通密度地提高强度的作用。但是,若过量地含有p则会损害钢的韧性,在钢板中变得容易产生断裂。因此,p量的上限设定为1.0%。优选为0.150%以下,更优选为0.120%以下。p量的下限没有特别限定,但若也考虑制造成本则成为0.001%以上。
[0084]
此外,本实施方式的方向性电磁钢板的制造中使用的板坯除了含有上述的元素以外,还可以含有cu、sn、ni、cr、sb、或bi中的任1种或2种以上作为使二次再结晶稳定化的元素。在板坯含有上述的元素的情况下,能够进一步提高所制造的方向性电磁钢板的磁通密度。
[0085]
通过将调整为上述说明的成分组成的钢液进行铸造,形成板坯。需要说明的是,板坯的铸造方法没有特别限定。此外,在研究开发中,即使通过真空熔化炉等来形成钢锭,关于上述成分,也能够确认到与形成板坯的情况同样的效果。
[0086]
[制成热轧钢板的工序]
[0087]
接着,通过将板坯加热并实施热轧而加工成热轧钢板。板坯加热温度没有特别限定。在使板坯中的抑制剂成分完全固溶的情况下,例如,也可以加热至1280℃以上。需要说明的是,此时的板坯的加热温度的上限值没有特别规定,但从设备保护的观点出发优选为1450℃,例如,板坯的加热温度也可以为1280℃以上且1450℃以下。另一方面,在不使板坯中的抑制剂成分完全固溶的情况下,例如,也可以将板坯加热温度设定为低于1280℃。该情况下,在热轧工序或热轧板退火工序至最终退火工序中的任一工序中,也可以对钢板实施
氮化处理。
[0088]
接着,加热后的板坯被热轧而加工成热轧钢板。加工后的热轧钢板的板厚例如也可以为1.8mm以上且3.5mm以下。在热轧钢板的板厚低于1.8mm的情况下,有时热轧后的钢板形状变得低劣,因此不优选。在热轧钢板的板厚超过3.5mm的情况下,冷轧的工序中的轧制负荷变大,因此不优选。
[0089]
也可以对热轧钢板实施热轧板退火而得到热轧退火板。在实施热轧板退火的情况下,钢板形状变得更加良好,因此能够减轻在后工序的冷轧中钢板断裂的可能性。
[0090]
[制成冷轧钢板的工序]
[0091]
接着,所得到的热轧钢板或热轧退火板通过以1次冷轧、或插有中间退火的多次冷轧被轧制而加工成冷轧钢板。需要说明的是,在以插有中间退火和/或酸洗的多次冷轧进行轧制的情况下,也可以省略前段的热轧板退火。从减轻冷轧中的辊磨损的观点出发,优选在各冷轧工序之前实施酸洗处理。此外,也可以实施热轧板退火及中间退火这两者。
[0092]
此外,在冷轧的道次间、轧辊机架间、或轧制中,钢板也可以在300℃左右以下进行加热处理。这样的情况下,能够提高最终的方向性电磁钢板的磁特性。需要说明的是,热轧钢板也可以通过3次以上的冷轧而被轧制,但多次的冷轧会增大制造成本,因此热轧钢板优选通过1次或2次的冷轧被轧制。在通过森吉米尔轧机等可逆式轧制来进行冷轧的情况下,各个冷轧中的道次次数没有特别限定,但从制造成本的观点出发,优选为9次以下。
[0093]
[实施一次再结晶退火的工序]
[0094]
接着,冷轧钢板被升温后,进行脱碳退火。这些过程也被称为一次再结晶退火,优选连续地进行。通过将一次再结晶退火的升温设定为快速升温,从而在冷轧钢板中,能够使二次再结晶前的goss取向晶粒增加,在二次再结晶过程中,可更期待接近理想goss取向的取向晶粒进行二次再结晶。
[0095]
(升温过程)
[0096]
在本发明中,在一次再结晶退火中的升温过程中,也可以将550℃~700℃之间的平均升温速度设定为100℃/s以上且3000℃/s以下的快速。由此,能够使冷轧钢板的二次再结晶前的goss取向晶粒增加,能够提高最终的方向性电磁钢板的磁通密度。快速升温的温度范围为550℃~700℃。在快速升温的开始温度超过550℃的情况下,在钢板中位错的恢复较大进展,除goss取向晶粒以外的取向晶粒的一次再结晶会开始,因此goss取向晶粒增加效果减小,因此不优选。在快速升温的结束温度低于700℃的情况下,在goss取向晶粒的一次再结晶完成之前,其他的取向晶粒的一次再结晶完成,因此goss取向晶粒增加效果减小,因此不优选。
[0097]
此外,在将550℃~700℃之间的平均升温速度设定为400℃/s以上的情况下,能够进一步增加二次再结晶前的goss取向晶粒,能够进一步提高最终的方向性电磁钢板的磁通密度,因此更优选,在将550℃~700℃之间的平均升温速度设定为700℃/s以上的情况下,能够进一步提高方向性电磁钢板的磁通密度,因此极为优选。在550℃~700℃之间的平均升温速度低于100℃/s的情况下,不能得到为了通过二次再结晶来提高磁特性而言充分的goss取向晶粒,因此不优选。另一方面,550℃~700℃之间的平均升温速度的上限没有特别限定,但从设备及制造成本的观点出发,例如也可以设定为3000℃/s。需要说明的是,一次再结晶退火的升温开始温度、550℃~700℃的快速升温以外的加热模式及到达温度没有特
别限定。
[0098]
由后述的使溶液与钢板相接触的处理(溶液接触处理)带来的钢板表层侧及钢板表层的一定深度范围的抑制剂强度的上升与由一次再结晶退火的快速升温带来的goss取向晶粒的增加对磁特性提高带来协同效果。作为其机理,认为由于抑制剂强度上升,因此在最终退火升温过程中,可抑制表层附近的goss取向晶粒以外的异常晶粒生长,结果是促进许多的goss取向晶粒的异常晶粒生长。
[0099]
这样的快速升温例如可以通过使用通电加热方法或感应加热方法来实施。
[0100]
这里,升温过程也可以通过多个装置来实施。例如,与产生钢板的恢复、即钢中的位错密度的减少的550℃相比在低温下进行保持或缓慢冷却也能够提高升温前的钢板的均温性,因此也可以实施。进而,包含从550℃至700℃为止的升温的升温过程也可以通过1个或2个以上的装置来实施。
[0101]
开始升温的点是在550℃以下的低温侧从钢板的温度降低的状态转变成钢板的温度上升的状态的点(即,温度变化取极小值的点)。此外,升温结束的点是在700℃以上的高温侧从钢板的温度上升的状态转变成钢板的温度降低的状态的点(即,温度变化取极大值的点)。
[0102]
但是,通过多个升温装置的配置,有可能与包含700℃的升温过程相比在高温侧,钢板的温度持续上升。这样的情况下,例如,快速升温结束点也可以设定为在700℃以上、升温速度的变化率为负值且变得最小的点。
[0103]
这里,升温开始点及快速升温结束点的判别方法没有特别限定,例如,可以通过使用放射温度计等测定钢板温度来判别。需要说明的是,对于钢板温度的测定方法没有特别限定。此外,不管一次再结晶的升温结束温度与紧接着的脱碳退火温度相比变成低温、或变成高温,也不会损害本发明的效果。在一次再结晶的升温结束温度与脱碳退火温度相比变成低温的情况下,也可以通过脱碳退火工序进行加热。在一次再结晶的升温结束温度与脱碳退火温度相比变成高温的情况下,也可以实施放热处理或气体冷却处理等而将钢板温度冷却。进而,与脱碳退火温度相比冷却至低温为止后,也可以通过脱碳退火工序进行再加热。
[0104]
但是,在钢板温度的测定困难、升温开始点及快速升温结束点的准确部位的推定困难的情况下,也可以通过类推升温过程及冷却过程的各个加热模式来推定这些部位。此外,进而,也可以将升温过程中的钢板在升温装置的入侧温度及出侧温度设定为升温开始点及快速升温结束点。
[0105]
(中间处理)
[0106]
此外,在本发明的一方案中,也可以在一次再结晶退火中的升温工序与脱碳退火工序之间具备中间处理工序,中间处理工序中的气氛的露点温度为-40℃以上且0℃以下,并且钢板温度为700℃以上且950℃以下的滞留时间设定为1秒以上且20秒以下。
[0107]
如后段中详细说明的那样,通过对溶液接触处理的条件下功夫,能够在钢板的板厚方向上控制抑制剂而提高磁特性。另一方面,有时通过该溶液接触处理的功夫会新产生钢板外观的颜色不均这样的缺点。钢板外观的颜色不均起因于脱碳退火后的氧化膜形成状态,更具体而言,若内部氧化不均匀地产生则钢板外观产生颜色不均。本发明人们发现:通过在脱碳退火之前、即中间处理中控制气氛、温度条件而能够抑制颜色不均的产生。
[0108]
在中间处理工序中的气氛的露点温度低于-40℃的情况下,在紧接着的脱碳退火中氧化膜形成变得不均匀,作为最终制品得到的方向性电磁钢板的外观产生颜色不均,因此不优选。在中间处理工序中的气氛的露点温度超过0℃的情况下,也在紧接着的脱碳退火中氧化膜形成变得不均匀,作为最终制品得到的方向性电磁钢板的外观产生颜色不均,因此不优选。
[0109]
在中间处理中的钢板温度为700℃以上且950℃以下的滞留时间低于1秒的情况下,在紧接着的脱碳退火中氧化膜形成变得不均匀,作为最终制品得到的方向性电磁钢板的外观产生颜色不均,因此不优选。中间处理中的钢板温度为700℃以上且950℃以下的滞留时间的上限没有特别限定,在超过20秒的情况下设备变得长大,因此不优选。
[0110]
通过中间处理对紧接着的脱碳退火中的氧化膜形成产生影响的机理虽然未必清楚,但如以下那样推定。若进行使含有cu、hg、ag、pb、cd、co、zn及ni中的1种或2种以上(cu等)的溶液与钢板相接触的处理(溶液接触处理),则钢板表层侧的mns、mnse或mnte的一部分中mn与这些元素进行置换。cu、hg、ag、pb、cd、co、zn或ni变得在钢板表面不均匀地分布,在存在mns等的部位处局部存在,因此在这些元素局部存在的部位处,妨碍紧接着的脱碳退火中的内部氧化,与不存在cu、hg、ag、pb、cd、co、zn或ni的部位在内部氧化量方面产生差异。这里,认为若通过中间处理在脱碳退火之前预先形成一定量的氧化膜,则紧接着的脱碳退火中的内部氧化的位点形成于钢板整面中,因此内部氧化比较均匀地进行。
[0111]
在中间处理中的露点温度低于-40℃的情况下,特别是在cu、hg、ag、pb、cd、co、zn或ni局部存在的部位中,中间处理中的氧化膜的形成量变得不充分,因此不优选。另一方面,推定在中间处理中的露点温度超过0℃的情况下,在中间处理中形成外部氧化型的二氧化硅膜,在紧接着的脱碳退火中可抑制内部氧化的进行而氧化膜变薄,因此cu、hg、ag、pb、cd、co、zn或ni局部存在的部位中的氧化量不足变明显,甚至在最终制品中也残存颜色不均。
[0112]
中间处理中的钢板温度为700℃以上且950℃以下的滞留时间低于1秒的情况下,中间处理中的氧化膜的形成量也变得不充分,因此不优选。在滞留时间超过20秒的情况下,设备变得长大,因此不优选。
[0113]
(脱碳退火)
[0114]
接着,冷轧钢板被脱碳退火。从脱碳性的观点出发,脱碳退火也可以在含有氢及氮的湿润气氛中,在900℃以下的温度下实施。这里,为了不阻碍脱碳性,也可以将脱碳退火的气氛的氧分压比、即气氛中的水蒸汽分压p
h2o
与氢分压p
h2
之比p
h2o
/p
h2
设定为0.35以上。
[0115]
此外,从抑制颜色不均的产生的观点出发,也可以将气氛中的水蒸汽分压p
h2o
与氢分压p
h2
之比p
h2o
/p
h2
设定为0.35以上且0.60以下。在脱碳退火的气氛的氧分压比低于0.35的情况下,氧化膜变薄,cu、hg、ag、pb、cd、co、zn或ni局部存在的部位中的氧化量不足变明显,甚至在最终制品中也残存颜色不均,因此不优选。在脱碳退火的气氛的氧分压比超过0.60的情况下,磁特性劣化,因此不优选。因此,脱碳退火的气氛的氧分压比为0.35以上且0.60以下。
[0116]
需要说明的是,在一次再结晶退火的工序中,对于冷轧钢板,也可以以磁性特性及被膜特性提高为目的,实施紧接着脱碳退火的还原退火。
[0117]
[实施最终退火的工序]
[0118]
之后,对一次再结晶退火后的冷轧钢板实施最终退火。此时,也可以以钢板间的烧结防止、一次被膜形成、二次再结晶行为控制等为目的而在最终退火前涂布以mgo作为主要成分的退火分离剂。上述退火分离剂一般以水浆料的状态涂布于钢板表面并干燥,但也可以使用静电涂布法等。
[0119]
接着,以一次被膜形成及二次再结晶为目的而实施最终退火。最终退火例如也可以通过使用间歇式加热炉等将卷材状的钢板进行热处理来进行。进而,为了进一步降低最终的方向性电磁钢板的铁损值,也可以实施使卷材状的钢板升温至1200℃左右的温度后进行保持的纯化处理。
[0120]
最终退火一般从室温程度起升温,此外最终退火的升温速度为各种,但在本发明中没有特别限定,可以使用一般的最终退火的条件。例如,从生产率及一般的设备制约的观点出发,也可以设定为5℃/h~100℃/h。此外,也可以以其他的公知的加热模式来进行。在冷却过程中,加热模式也没有特别限定。
[0121]
最终退火中的气氛气体组成没有特别限定。在二次再结晶进行过程中,也可以为氮与氢的混合气体。可以为干燥气氛,也可以为湿润气氛。纯化退火也可以为干燥氢气。
[0122]
[实施平坦化退火的工序]
[0123]
接着,在最终退火之后,以对钢板赋予绝缘性及张力为目的,例如,在钢板的表面涂布以磷酸铝或胶体二氧化硅等作为主要成分的绝缘被膜。之后,以绝缘被膜的烧结、及利用最终退火的钢板形状的平坦化为目的,实施平坦化退火。需要说明的是,只要是对钢板赋予绝缘性及张力,则绝缘被膜的成分没有特别限定。需要说明的是,在本实施方式中,当然,根据需求者的目的,也可以对方向性电磁钢板实施磁畴控制处理。
[0124]
[将钢板进行喷丸和/或矫平加工处理,与溶液相接触的工序]
[0125]
本工序中,对热轧钢板、热轧退火板、冷轧钢板、一次再结晶退火板中的至少一种钢板实施喷丸和/或矫平加工处理后浸渍于溶液中。对于与溶液相接触的处理(以下,有时也称为“溶液接触处理”),为了控制后述的板厚方向抑制剂,在热轧之后、最终退火之前至少实施一次。需要说明的是,喷丸和/或矫平加工处理和与溶液相接触的工序也可以通过不同工序来实施。
[0126]
(溶液接触处理)
[0127]
步骤有前后,首先,对溶液接触处理进行说明。该溶液含有cu、hg、ag、pb、cd、co、zn及ni中的1种或2种以上(本说明书中有时将它们称为“cu等”),各元素的浓度合计以质量%计为0.00001%以上且1.0000%以下,ph为―1.5以上且低于7,液温为15℃以上且100℃以下,钢板在溶液中浸渍的时间为5秒以上且200秒以下。
[0128]
在溶液的cu、hg、ag、pb、cd、co、zn及ni中的1种或2种以上的浓度合计低于0.00001%的情况下,板厚方向的抑制剂控制的效果变得不充分,不优选。在溶液的cu、hg、ag、pb、cd、co、zn及ni中的1种或2种以上的浓度合计超过1.0000%的情况下,除了磁性提高的效果饱和以外,而且溶液的成本增大,因此不优选。因此,溶液的cu、hg、ag、pb、cd、co、zn及ni中的1种或2种以上的浓度合计为0.00001%以上且1.0000%以下。
[0129]
此外,在溶液的ph低于-1.5的情况下,酸性变得过强而溶液的处理变得困难,因此不优选。在溶液的ph为7以上的情况下,由溶液接触处理带来的板厚方向的抑制剂控制的效果变得不充分,不优选。因此,溶液的ph为-1.5以上且低于7。
[0130]
此外,在溶液的液温低于15℃的情况下,由溶液接触处理带来的板厚方向的抑制剂控制的效果变得不充分,不优选。在溶液的液温超过100℃的情况下,溶液的处理变得困难,因此不优选。因此,溶液的液温为15℃以上且100℃以下。
[0131]
此外,在溶液接触处理中钢板在溶液中浸渍的时间低于5秒的情况下,由溶液接触处理带来的板厚方向的抑制剂控制的效果变得不充分,不优选。在溶液接触处理中钢板在溶液中浸渍的时间超过200秒的情况下,设备变得长大,因此不优选。因此,在溶液接触处理中钢板在溶液中浸渍的时间为5秒以上且200秒以下。
[0132]
通过溶液接触处理而能够控制板厚方向的抑制剂的机理如以下那样推定。若在溶液中含有cu、hg、ag、pb、cd、co、zn及ni中的1种或2种以上(本说明书中有时将它们称为“cu等”),则该元素在溶液中与s、se及te的亲和性非常高,因此与在钢板表面露出的mns、mnse及mnte(本说明书中有时将它们称为“mns等”)析出物的mn进行置换而形成化合物。容易在mns等析出物中的特别是与溶液相接触的表面侧引起该反应。认为若在mns等析出物的表面侧,mn与其他的金属元素(cu等)置换,则这些表面侧的化合物成为障碍,可抑制mns等析出物的中心侧的mn及s、se及te向钢中的溶解,因此可抑制最终退火工序中的mns等的奥斯特瓦尔德(ostwald)生长,mns等析出物的耐热性、即抑制剂强度上升。若含有cu、hg、ag、pb、cd、co、zn及ni中的1种或2种以上(cu等)的溶液与mns、mnse或mnte(mns等)相接触,则会产生该反应。因此,认为若通过喷丸处理、矫平加工处理,在钢板表层中具有裂纹、空隙等缺陷,则溶液经由这些空间而浸入到钢板内,不仅与在钢板的最表面露出的mns等发生反应,而且与钢板表层的一定深度的范围的mns等也发生反应,从而使抑制剂强度上升。
[0133]
(喷丸处理)
[0134]
通过喷丸处理等处理向钢板表面导入裂纹、空隙等缺陷,通过之后的溶液接触处理,溶液经由这些空间而浸入到钢板内,溶液不仅到达至钢板的最表面,而且到达至一定深度的范围为止。通过上述的溶液处理,将为析出物且作为抑制剂起作用的mns、mnse及mnte(本说明书中有时将它们称为“mns等”)的表面的mn用cu等进行置换,能够提高抑制剂的耐热性。因此,通过喷丸,不仅至钢板的最表面,而且使溶液渗透至钢板的一定深度为止,能够强化这里存在的mns等抑制剂的强度。
[0135]
喷丸的条件为:投射材的平均粒径为0.1mm以上且5.0mm以下,投射速度为10m/s以上且150m/s以下。由此,向钢板表面导入溶液渗透的微细的龟裂。作为喷射材(投射材),可以使用一般的材料,也可以使用硬度为hv500左右的铁球。在投射材的平均粒径低于0.1mm的情况下,无法充分得到微细的龟裂。在投射材的平均粒径超过5.0mm的情况下,钢板的形状发生变形而在冷轧中难以均匀变形,无法得到良好的磁特性。此外,在投射速度低于10m/s的情况下,无法充分得到微细的龟裂。在投射速度超过150m/s的情况下,钢板的形状发生变形而在冷轧中难以均匀变形,无法得到良好的磁特性。喷射材的形状一般大致分为球状形状和角状形状。大体上,角状形状的喷射材的磨削能力高,能够迅速地进行钢板表面的龟裂的导入。本发明中,角状形状的喷射材或球状形状的喷射材中的任一者都可以应用。也可以将角状形状的喷射材与球状形状的喷射材混合使用。
[0136]
(矫平加工处理)
[0137]
作为向钢板表面导入裂纹、空隙等缺陷的方法,除了喷丸以外,还可以使用矫平加工处理。也可以使用矫平加工处理来代替喷丸,此外,也可以将喷丸与矫平并用。
[0138]
矫平通过一边对钢板赋予张力一边沿着矫平辊进行弯曲、回弯来确保钢板的平坦性。经由该矫平中的弯曲、回弯,能够向钢板表面导入裂纹、空隙等缺陷。因此,通过之后的溶液接触处理,溶液经由裂纹、空隙等空间而浸入到钢板内,溶液不仅能够到达至钢板的最表面,而且能够到达至一定深度的范围为止。
[0139]
矫平的条件为:钢板的弯曲次数为2次以上,弯曲角度为10度以上且90度以下,弯曲半径为10mm以上且200mm以下。由此,向钢板表面导入溶液渗透的微细的龟裂。在弯曲次数低于2次的情况下,无法充分得到微细的龟裂。此外,在弯曲角度低于10度的情况下,无法充分得到微细的龟裂。在弯曲角度超过90度的情况下,钢板的形状发生变形而在冷轧中难以均匀变形,无法得到良好的磁特性。进而,在弯曲半径低于10mm的情况下,钢板的形状发生变形而在冷轧中难以均匀变形,无法得到良好的磁特性。在弯曲半径超过200mm的情况下,无法充分得到微细的龟裂。
[0140]
(“mns等”析出物的表面被“cu等”置换的确认方法)
[0141]
对mns等析出物的表面被cu等置换的确认方法进行说明。
[0142]
首先,将成为确认对象的钢板试样进行镜面研磨,进行sem-edx观察。在利用sem的观察图像中,能够确认mns等析出物的存在。在该观察图像中,使cu等例如mn、s、cu的edx的元素映射与强度比重合。由此,能够确认该析出物粒子的构成元素。在典型的例子中,若对析出物粒子和其附近进行观察,则在析出物粒子的部分中,mn与s的映射强度比上升,能够确认该粒子为mns粒子,进而如果cu的映射强度比也在该粒子的表面附近部分中上升,则推定析出物的表面被cu置换。
[0143]
进而,通过俄歇电子光谱法来确认析出物粒子内的元素分布状态。更具体而言,通过一边对mns等析出物的表层利用俄歇电子光谱法以几nm间隔(典型而言1nm间隔)进行ar溅射一边实施元素分析,能够从析出物粒子的表层部至其内部确认构成元素的分布。如果仅在mns等析出物的表层部以高浓度检测到cu等,而在析出物的内部cu等浓度降低,则可以视为析出物的表面被cu等置换。
[0144]
此外,在本实施方案中,认为由于通过喷丸处理、矫平加工处理,向钢板表层中导入裂纹、空隙等,因此溶液经由这些空间而浸入到钢板内,不仅与在钢板的最表面露出的mns等发生反应,而且与钢板表层的一定深度的范围的mns等也发生反应。通过上述的确认方法,能够确认在距离钢板表层为怎样的程度的深度“mns等”析出物的表面被“cu等”置换。从强化抑制剂的强度的观点出发,优选“mns等”析出物的表面进行“cu等”的置换至较深的范围为止。典型而言,优选在距离钢板的表面为10~500μm的深度的范围内产生置换。
[0145]
为了sem、eds及俄歇电子光谱分析,所使用的装置及测定条件可以根据测定对象而适宜地选择。在本说明书中的分析中,sem装置为日本电子制fe-sem,将型号jeol7001f设定为wd10mm,以加速电压15kv使用。俄歇电子光谱分析装置为phi公司制fe-aes phi-700型,以电子束:10kv、10na、离子束:ar/2kv来使用。
[0146]
一般而言,在钢板的制造过程中,在后工序之前,以除去氧化皮、钢板表面的清洁化等为目的,进行酸洗处理。典型而言,从减轻冷轧中的辊磨损的观点出发,也可以在各冷轧工序之前实施酸洗处理,此外,从控制1次再结晶退火中的钢板表面的氧化的观点出发,也可以在1次再结晶退火之前实施酸洗处理,进而,从提高退火分离剂的涂布性的观点出发,也可以在最终退火前实施酸洗处理,也可以将这些酸洗处理组合实施。
[0147]
与其相应地,也可以在钢板的酸洗工序中包含溶液接触处理,作为该酸洗条件,也可以采用上述的ph值、液温、接触时间(酸洗时间)。需要说明的是,本技术技术的抑制剂(析出物)耐热性提高效果等也可以应用于其他钢种,例如,也可以应用于无方向性电磁钢板。在应用于其他钢种的情况下,板坯成分、工序条件不限。
[0148]
通过以上的工序,能够制造最终的方向性电磁钢板。根据本实施方式的制造方法,能够制造磁特性优异的方向性电磁钢板。
[0149]
在本实施方式的方向性电磁钢板中,也可以进一步控制磁通密度b8值。具体而言,在本实施方式的方向性电磁钢板中,磁通密度b8值也可以为1.91t以上,优选为1.92t以上,更优选为1.93t以上,进一步优选为1.94t以上,更进一步优选为1.95t以上。这里,磁通密度b8值是对方向性电磁钢板以50hz赋予800a/m的磁场时的磁通密度。在磁通密度b8值低的情况下,方向性电磁钢板的铁损值(特别是磁滞损耗)变大,因此不优选。磁通密度b8值的上限值没有特别限定,但在现实中,例如也可以设定为2.0t。需要说明的是,磁通密度等方向性电磁钢板的磁特性可以通过公知的方法进行测定。例如,方向性电磁钢板的磁特性可以通过使用jis c2550中规定的基于爱泼斯坦试验的方法、或jis c2556中规定的单板磁特性试验法(single sheet tester:sst)等来测定。需要说明的是,在研究开发中,在通过真空熔化炉等来形成钢锭的情况下,变得难以采集与实机制造同等尺寸的试验片。该情况下,例如,也可以按照成为宽度60mm
×
长度300mm的方式采集试验片,进行依据单板磁特性试验法的测定。进而,为了得到与基于爱泼斯坦试验的方法同等的测定值,也可以对所得到的结果加以修正系数。在本实施方式中,通过依据单板磁特性试验法的测定法来测定。
[0150]
这样得到的方向性电磁钢板在变压器制造时,被加工成卷绕铁芯或叠片式铁芯。这里,方向性电磁钢板的外观没有颜色不均等而均匀成为获得需求者信赖的重要的因素。在本发明的一实施方案中,也可以制成将从白色至黑色为止的颜色的浓度进行8等分而得到的颜色样本,将钢板的50mm
×
50mm的面积细分化,通过上述8等分的颜色样本来判定细分化的各区域的颜色的浓度,将在这些区域间产生2个等级以上的色调差的情况判定为有颜色不均。例如,通过对具备各种色调的钢板样品和白色及黑色的颜色样本同时进行扫描,利用市售的图像解析软件将从白色到黑色为止的亮度进行8等分而将样品分类,能够制成颜色样本。通过将该颜色样本与钢板进行比较,能够对在钢板50mm
×
50mm的面积中是否产生2个等级以上的色调差进行解析。
[0151]
以上,对本实施方式的方向性电磁钢板进行了说明。本实施方式的方向性电磁钢板可以通过上述的本实施方式的方向性电磁钢板的制造方法来制造。但是,并不仅限定于该方法。
[0152]
实施例
[0153]
以下,示出实施例的同时对本发明的一实施方式的方向性电磁钢板的制造方法及方向性电磁钢板更具体地进行说明。需要说明的是,以下所示的实施例只不过是本实施方式的方向性电磁钢板的一个例子,本实施方式的方向性电磁钢板并不限定于以下所示的实施例。
[0154]
(实施例1)
[0155]
《方向性电磁钢板的制造》
[0156]
首先,制作以质量%计含有c:0.04%、si:3.3%、mn:0.09%、s:0.002%、se:
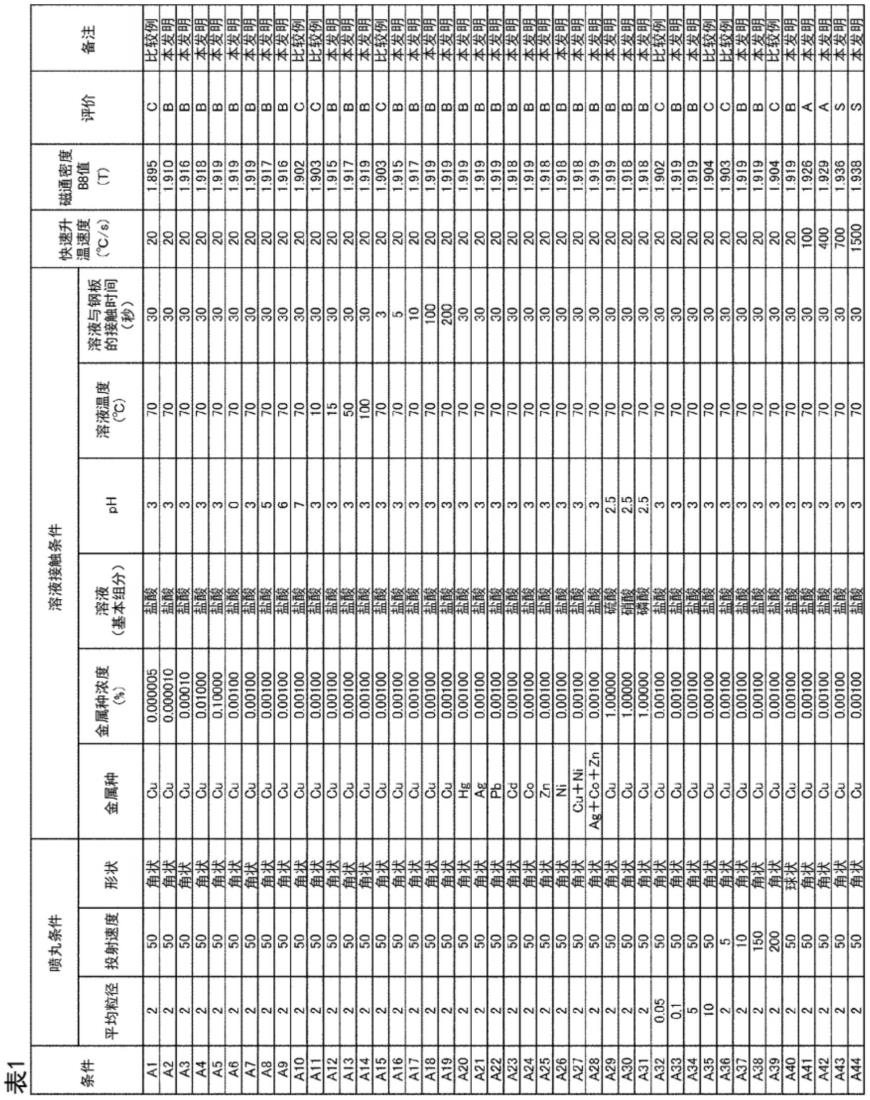
0.001%、te:0.001%、酸可溶性al:0.005%、n:0.003%、剩余部分由fe及杂质构成的钢锭。通过将该钢锭在1200℃下进行1小时退火后,实施热轧,得到板厚为2.3mm的热轧钢板。通过将所得到的热轧钢板在最高温度1000℃下进行140秒钟退火,实施酸洗后,实施插有中间退火及喷丸处理及溶液接触处理的2次冷轧,得到板厚为0.23mm的冷轧钢板。这里,中间退火后的喷丸处理及溶液接触处理条件以表1中所示的条件来进行。
[0157]
接着,将所得到的冷轧钢板在湿氢气氛并且850℃下以180秒钟实施一次再结晶退火。这里,升温速度设定为表1中所示的条件。接着,在一次再结晶退火后的钢板的表面以水浆料的状态涂布包含mgo的退火分离剂,进行干燥。之后,实施最终退火,将最终退火后的钢板进行水洗。之后,在钢板的表面涂布以磷酸铝及胶体二氧化硅作为主要成分的绝缘被膜后,实施以绝缘被膜的烧结及钢板的平坦化为目的的平坦化退火。
[0158]
将以上得到的平坦化退火后的方向性电磁钢板的试样进行剪切而进行消除应变退火后,使用样品尺寸为60mm
×
300mm的单板磁特性测定法(依据jis c2556中记载的方法),测定各本发明例及比较例的方向性电磁钢板的磁通密度b8值。这里,b8值是将方向性电磁钢板在50hz下以800a/m激发时的钢板的磁通密度。本发明中,设定为5块样品的平均值。
[0159]
这里,将方向性电磁钢板的磁通密度b8值成为1.91t以上的条件判定为良好(b),将成为1.92t以上的条件判定为更良好(a),将为1.93t以上的条件判定为极良好。而且,将除上述以外判定为不好(c)。
[0160]
将以上的本发明例及比较例的制造条件、测定结果及评价示于表1中。
[0161][0162]
参照表1的结果获知:满足本实施方式的条件的方向性电磁钢板的判定良好。
[0163]
(实施例2)
[0164]
首先,制作含有c:0.08%、si:3.2%、mn:0.08%、s:0.024%、酸可溶性al:0.03%、n:0.008%、剩余部分由fe及杂质构成的钢锭。通过将该钢锭在1350℃下进行1小时退火后,实施热轧,得到板厚为2.3mm的热轧钢板。通过将所得到的热轧钢板在最高温度1100℃下进行140秒钟退火,实施矫平处理及溶液接触处理后实施冷轧,得到板厚为0.23mm的冷轧钢板。这里,矫平处理及热轧板退火后的溶液接触处理条件以表2中所示的条件来进行。
[0165]
接着,将所得到的冷轧钢板在湿氢气氛并且850℃下以180秒钟实施一次再结晶退火。这里,升温速度设定为表2中所示的条件。接着,在一次再结晶退火后的钢板的表面以水
浆料的状态涂布包含mgo的退火分离剂,进行干燥。之后,实施最终退火,将最终退火后的钢板进行水洗。之后,在钢板的表面涂布以磷酸铝及胶体二氧化硅作为主要成分的绝缘被膜后,实施以绝缘被膜的烧结及钢板的平坦化为目的的平坦化退火。
[0166]
将以上得到的平坦化退火后的方向性电磁钢板的试样进行剪切而进行消除应变退火后,使用样品尺寸为60mm
×
300mm的单板磁特性测定法(依据jis c2556中记载的方法),测定各本发明例及比较例的方向性电磁钢板的磁通密度b8值。这里,b8值是将方向性电磁钢板在50hz下以800a/m激发时的钢板的磁通密度。本发明中,设定为5块样品的平均值。
[0167]
这里,将方向性电磁钢板的磁通密度b8值成为1.92t以上的条件判定为良好(b),将成为1.93t以上的条件判定为更良好(a),将为1.94t以上的条件判定为极良好。
[0168]
将以上的本发明例及比较例的制造条件、测定结果、及评价示于表2中。
[0169][0170]
参照表2的结果获知:满足本实施方式的条件的方向性电磁钢板的判定良好。
[0171]
(实施例3)
[0172]
首先,制作以质量%计含有c:0.08%、si:3.3%、mn:0.08%、s:0.025%、酸可溶性al:0.03%、n:0.008%、剩余部分由表3中所示的成分和fe及杂质构成的钢锭。通过将该钢锭在1350℃下进行1小时退火后,实施热轧,得到板厚为2.3mm的热轧钢板。通过将所得到的热轧钢板在最高温度1100℃下进行140秒钟退火,实施喷丸处理及溶液接触处理后实施冷轧,得到板厚为0.23mm的冷轧钢板。这里,热轧板退火后的喷丸处理及溶液接触处理的条件设定为:丸粒的平均粒径:2mm、投射速度:50m/s、形状:角状、溶液中的cu浓度:0.001%、溶液(基本组分):盐酸、溶液的ph:3、溶液温度:70℃、溶液与钢板的接触时间:30秒。
[0173]
接着,将所得到的冷轧钢板在湿氢气氛并且850℃下以180秒钟实施一次再结晶退火。这里,升温速度以表3中所示的条件来进行。接着,在一次再结晶退火后的钢板的表面以水浆料的状态涂布包含mgo的退火分离剂,进行干燥。之后,实施最终退火,将最终退火后的钢板进行水洗。之后,在钢板的表面涂布以磷酸铝及胶体二氧化硅作为主要成分的绝缘被膜后,实施以绝缘被膜的烧结及钢板的平坦化为目的的平坦化退火。
[0174]
将以上得到的平坦化退火后的方向性电磁钢板的试样进行剪切而进行消除应变退火后,使用样品尺寸为60mm
×
300mm的单板磁特性测定法(依据jis c2556中记载的方法),测定各本发明例及比较例的方向性电磁钢板的磁通密度b8值。这里,b8值是将方向性电磁钢板在50hz下以800a/m激发时的钢板的磁通密度。本发明中,设定为5块样品的平均值。
[0175]
这里,将方向性电磁钢板的磁通密度b8值成为1.92t以上的条件判断为良好(b),将成为1.93t以上的条件判定为更良好(a),将为1.94t以上的条件判定为极良好(s),将为1.95t以上的条件判定为最好(ss)。
[0176]
将以上的本发明例及比较例的制造条件、测定结果及评价示于表3中。
[0177]
表3
[0178][0179]
参照表3的结果获知:满足本实施方式的条件的方向性电磁钢板的判定良好。
[0180]
(实施例4)
[0181]
除了对1次再结晶退火的升温至脱碳退火之间的中间处理(气氛的露点温度、钢板温度为700℃以上且950℃以下的滞留时间)及脱碳退火(气氛的氧分压比)使用各种条件以外,通过与实施例1~3的本发明例同样的条件来制造方向性电磁钢板。
[0182]
将以上得到的方向性电磁钢板的试样进行剪切,判定在50mm
×
50mm的面积中是否产生将从白色到黑色为止的亮度进行8等分的情况的2个等级以上的色调差,如果是1个等级以下的色调差,则判定为颜色不均良好,如果是2个等级以上的色调差,则判定为颜色不均不良。
[0183]
此外,将平坦化退火后的方向性电磁钢板的试样进行剪切而进行消除应变退火
后,使用样品尺寸为60mm
×
300mm的单板磁特性测定法(依据jis c2556中记载的方法),测定各本发明例及比较例的方向性电磁钢板的磁通密度b8值。这里,b8值是将方向性电磁钢板在50hz下以800a/m激发时的钢板的磁通密度。本发明中,设定为5块样品的平均值。
[0184]
这里,将没有2个等级以上的色调差、并且方向性电磁钢板的磁通密度b8值成为1.91t以上的条件判定为最佳(b)。而且,将除上述以外判定为不好(c)。
[0185]
可知:在中间处理中,气氛的露点温度为-40℃以上且0℃以下并且钢板温度为700℃以上且950℃以下的滞留时间为1秒以上且20秒以下,并在脱碳退火中,获知在气氛的氧分压比(p
h2o
/p
h2
)为0.35以上且0.60以下的情况下,可得到没有2个等级以上的色调差、并且方向性电磁钢板的磁通密度b8值成为1.91t以上的良好的判定结果(b)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1