电接触件以及电接触件的制造方法与流程
1.本发明涉及一种电接触件以及电接触件的制造方法。
背景技术:
2.双金属电接触件是长久已知的。特别是在相互不同的贵金属的连接中,双金属接触件是有需求的。接触件可以由第一金属材料构成,并且待与接触件连接的第二构件可以由与第一金属材料不同的第二金属材料构成。特别地,在汽车应用中,经常出现铝材料和铜材料的组合。接触件和另外的构件由这两种彼此不同的材料形成。为了防止构件之间的过渡部处的接触腐蚀,通常在接触件上对某个区域进行金属涂层,以便实现在两个构件之间的材料配合的连接部处的尽可能种类纯粹的过渡部。
3.已知的是,将两个长形的板沿着其纵向边缘彼此连接,其中,板由不同的材料形成。在这两个板之间的过渡部处可以设置金属涂层,以保护该过渡部不受环境影响。在接触件的一端上可以连接第一导体,并且在接触件的第二端上可以连接第二导体,其中,所连接的导体于是可以与两个端部的金属材料相同。
4.还已知的是,将板或者薄膜施加到扁平件上,随后掩蔽所施加的板或者薄膜的中央区域,将接触件涂层并且最后去除掩蔽部。在被去除的掩蔽部区域中可以连接第一导体并且在涂层的区域中可以连接第二导体。然而,掩蔽和最终去除掩蔽部是昂贵的并且容易出错。施加掩蔽部仅为了防止在掩蔽部区域中的涂层。通常以胶带的形式将掩蔽部粘贴到接触件上并且在涂层之后再次将其去除。
5.然而,所述掩蔽部的施加和移除在制造技术上是不利的,因为尤其是掩蔽部的移除不总是能够全自动地进行。
技术实现要素:
6.因此,本发明的目的在于,提供一种电接触件,该电接触件具有涂层的和不被涂层的区域,其中该电接触件的制造可以全自动地进行。
7.该目的通过根据权利要求1的接触件以及根据权利要求13的方法来实现。
8.接触件首先由载体基底构成。载体基底由金属材料形成。载体基底尤其是扁平件并且尤其能够作为板或带以几乎连续的过程提供。载体基底尤其由铝材料或铜材料制成。金属材料是纯金属或金属合金。
9.载体基底可以作为长形的扁平件提供。载体基底在此优选具有0.5mm至50mm之间的材料厚度和1cm至10cm之间的宽度。载体基底可以作为扁平导体提供。特别地,载体基底可以由不完全退火的铝材料形成。
10.为了进行接触,在载体基底上施加金属涂层。涂层可以由金属材料制成。这例如可以是镀锡和/或镀镍。
11.现在为了实现不是载体基底的整个表面都用金属涂层涂层,本发明建议,载体基底在子区域中用涂层阻隔材料进行涂层,并且该涂层阻隔材料基本上阻止了载体基底在该
子区域中的涂层。
12.在此,所述涂层阻隔材料由如下材料构成,该材料导致在涂层过程中涂层的材料不能施加在载体基材的材料上,或者涂层的材料不能积聚在载体基底的材料上,或者载体基材的表面不能被涂层的材料润湿或富集。
13.在涂层时,在载体基底的材料和涂层的材料之间产生金属间的接合区。涂层阻隔材料防止在所述子区域中在载体基底的材料和金属涂层的材料之间形成这样的金属间的接合区。通过使用涂层阻隔材料可以取消粘贴掩蔽部和随后去除掩蔽部。
14.为了特别简单地施加涂层阻隔材料,建议所述涂层阻隔材料是流体。这种流体可以是液体或糊状介质,并且优选地具有0.1mpas至1000mpas之间的粘度。由此,涂层材料可以几乎液态地施加到载体基底的子区域上。
15.尤其可以在用于涂层阻隔材料的施加设备下方以连续运动的方式引导载体基底,并且将涂层阻隔材料连续地施加到载体基底的子区域上。如果随后对载体基底进行金属涂层,则涂层阻隔材料在其在载体基底上被施加的区域中阻止对载体基底进行涂层。
16.根据一个实施例提出,涂层阻隔材料是液态的或糊状的。在此方面,应当注意的是,涂层阻隔材料优选由唯一的材料形成,而不是由材料组合、例如由载体和粘性涂层形成的粘接条形成。
17.根据一个实施例,提出了涂层阻隔材料是疏水性的。通过疏水性防止在湿化学涂层方法中金属涂层在子区域中到达载体基底并沉积在那里。由此通过涂层阻隔材料防止在子区域中的金属涂层。
18.涂层阻隔材料通过粘附或内聚力与载体基底相连。特别是可以在涂层阻隔材料与载体基底之间形成材料配合的连接。然而,在此,该涂层阻隔材料不涉及与载体基底的材料的金属间连接。涂层阻隔材料尤其不是金属材料,而是非金属材料。特别地,该涂层阻隔材料仅位于载体基底的表面上,并且不渗透到载体基底的表面中。涂层阻隔材料特别是不导电的。
19.根据一个实施例,涂层阻隔材料是有机材料,特别是脂质。这样,它可以特别是油脂、蜡或树脂。
20.根据一个实施例,所述涂层阻隔材料是硅酮材料或无机材料,尤其是漆。该涂层阻隔材料,无论是有机的、无机的还是硅酮,能够液态或糊状地施加到载体基底上。
21.为了防止在涂层阻隔材料的区域中电镀涂层提出,涂料阻隔材料不导电。因此在电镀时,在载体基底上不会在涂层阻隔材料的区域中沉积涂层材料。
22.如已经说明的,在施加了涂层阻隔材料之后,对载体基底进行金属涂层。这根据一个实施例湿化学地、尤其是电镀地进行。所述涂层阻隔材料防止金属涂层材料在湿化学涂层中沉积。
23.通常,将被涂层的接触件供给到焊接工具,并将接触件与导体焊接。此时,接触件的一侧与焊接工具接触,接触件的另一侧用作连接区域。优选的是,其内施加有涂层阻隔材料的子区域形成接触件的连接区域,在该连接区域内接触件与电导体相连。然而也提出,其中施加有涂层阻隔材料的子区域背离连接区域。
24.如果接触件是扁平件,则它具有两个彼此对置的宽的平坦表面。在所述表面之一上布置连接区域,在该连接区域内将电导体与接触件固定,尤其是焊接。在对置的一侧上设
置子区域,在该子区域中施加涂层阻隔材料。由于涂层阻隔材料,未被涂层的子区域因此与焊接工具接触。尤其在超声波焊接中,这例如可以是砧座。
25.由于在子区域中在接触件上没有金属涂层,因此砧座也不会被接触件的金属涂层污染。在传统地焊接被涂层的接触件时,砧座直接与涂层材料接触。在超声波焊接的机械负荷和大量焊接工序中,砧座被涂层材料污染/磨损并且必须被更换。如果未被涂层的子区域与砧座接触,则这不会发生,从而提高了焊接工具的使用寿命。
26.双金属接触件尤其是通过在载体基底上在连接区域中设置薄材料来制造,例如借助于摩擦焊接、滚压包层或类似方式。连接区域中的这种材料与载体基底材料配合地连接。在材料和载体基底之间的过渡部处,环境湿气可以渗透到连接部位中。为了防止这种情况,在这种双金属接触件中建议使用涂层。与连接区域部分地用胶带掩蔽的传统接触件不同,根据本发明,在连接区域内部布置设置有涂层阻隔材料的子区域。在此,子区域与连接区域的材料和载体基底的材料之间的过渡部间隔开。该过渡部用金属涂层涂层。在连接区域的中心区域中设置子区域,并且该子区域通过涂层阻隔材料排除金属涂层。
27.根据一个实施例,建议在连接区域中,接触件与金属导体材料配合地连接。在进行金属涂层之后,在该子区域中载体基底的材料被涂层阻隔材料涂层。涂层阻隔材料可以通过热作用蒸发或者机械地去除,并且接着金属导体可以施加、尤其是焊接在载体基底的裸露材料上。也可以在焊接本身时,尤其在超声波焊接时引起涂层阻隔材料的蒸发。
28.根据一个实施例提出,对施加涂层阻隔材料的子区域进行预处理。尤其可以降低表面品质,尤其是表面粗糙度。也可以去除残留物,例如不希望的油脂、毛刺和类似物。这例如可以通过辐射处理,尤其是通过激光来实现。因此,对接触件在应施加涂层阻隔材料的子区域中的表面进行准备,使得适合于涂层阻隔材料,使得该涂层阻隔材料特别好地附着在载体基底上。
29.另一方面是根据权利要求13所述的方法。
30.如已经阐述的那样,为了延长接合工具、尤其是超声波焊接工具、尤其是砧座的寿命提出,将接触件以涂层阻隔材料放置到接合工具上。在此,接合工具尤其可以是超声波焊接工具的砧座或超声焊极。接合工具的表面可以被粗糙化并且因此穿过涂层材料直接贴靠在载体基底的材料上。载体基底的与涂层阻隔材料对置的一侧与构件、例如导体材料配合地连接、尤其焊接、尤其超声波焊接。
31.根据一个实施例提出,载体基底在连接区域中用相对于载体基底更薄的材料涂层。该涂层尤其由金属材料制成,该金属材料不同于载体基底的材料。如果载体基底是铝材料,则该材料可以是铜材料。如果载体基底是铜材料,则该材料可以是铝材料。
32.在连接区域的材料与载体基底之间的过渡部上,接触件可以用涂层材料进行金属涂层,尤其是镀镍或镀锡。配设有涂层阻隔材料的子区域位于所施加的、形成连接区域的薄材料内部。连接区域没有完全被涂层,尤其是在施加了涂层阻隔材料的区域中取消金属涂层。在金属涂层之后,存在没有金属涂层的连接区域,使得在其上可以直接接触构件。
33.在金属涂层之后,可以去除、特别是蒸发涂层阻隔材料。
34.为了形成接触件,该接触件可以在金属涂层之后非切削地或切削地变形。尤其可以从载体基底的实心材料中分离出接触件,尤其是借助切割、例如激光切割或借助冲压。也可能的是,载体基底在金属涂层之前非切削地或切削地成形,尤其是被分离出,尤其是被切
割或冲压。然后进行金属涂层,其中,所述子区域保持没有金属涂层,因为在那里涂覆了涂层阻隔材料。
35.载体基底可以连续地在喷嘴下方引导通过,通过喷嘴施加涂层阻隔材料。
36.在此,可以将涂层阻隔材料液态地或糊状地在涂层工艺中施加。在施加之后,可以用湿化学涂层方法对载体基底进行金属涂层、尤其是电镀。
附图说明
37.下面借助示出实施例的附图进一步阐述本发明。附图示出:
38.图1a-图1d示出了根据实施例的接触件的涂层;
39.图2a-图2c示出了根据实施例的接触件的涂层;
40.图3a-图3e示出了根据实施例在接触件和导体之间建立连接;
41.图4示出了用于对接触件进行涂层的设备的示意图;
42.图5a示出了根据实施例的接触件在砧座上的布置;
43.图5b示出了根据实施例接触件与导体的超声波焊接。
具体实施方式
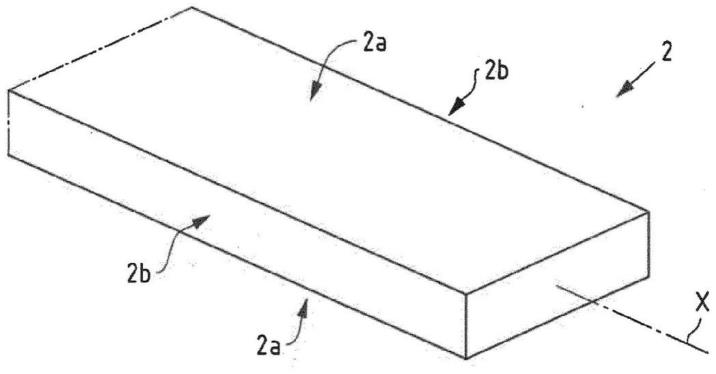
44.图1示出载体基底2,其作为扁平件提供。载体基底2沿着纵轴x延伸。载体基底2具有彼此相对的两个宽表面2a和彼此相对的两个窄表面2b,并且因此形成为方形。载体基底2沿纵向方向x延伸的长度优选大于沿横向于纵向延伸x伸展的任意轴线的延伸长度。载体基底2由铜材料或铝材料形成。优选地,以几乎连续的过程提供载体基底2,并且在此优选地在纵向延伸x的方向上移动。也可能的是,载体基底2作为杆状构件分开地提供。
45.在随后的步骤中,如图1b所示,在载体基底2的至少一个宽表面2a上施加涂层阻隔材料4。其上施加有涂层阻隔材料4的子区域优选同样沿着载体基底2的纵向延伸x延伸。所述涂层阻隔材料4在所述宽表面2a上在所述宽表面2a的宽度延伸的10%至70%之间的范围内的宽度延伸内延伸。
46.优选将涂层阻隔材料4以液态或糊状的方式以优选几乎连续的过程施加到宽表面2a上。在用涂层阻隔材料4涂层载体基底2之后,进行载体基底的金属涂层。金属涂层的结果在图lc中可以看出。金属涂层6环绕地施加在载体基底2上。在此,尤其可以实施湿化学的涂层工艺、例如电镀的涂层。在该涂层过程中,金属材料6沉积在载体基底2的表面上。这可以例如是锡、锌、镍等。
47.通过涂层阻隔材料4防止在子区域中沉积金属涂层6,在该子区域中涂层阻隔材料4施加在载体基底2上。这例如可以通过使涂层阻隔材料4由疏水材料形成来实现。因此,在湿化学工艺中,在其上施加了涂层阻隔材料4的载体基底2的表面上不会沉积涂层材料6。
48.在涂层之后,得到以涂层材料6涂层的载体基底2,其中在涂层阻隔材料4的区域中,该涂层材料6不存在。在利用涂层材料6进行涂层之后,将载体基底2分割,使得形成单个的接触件8,如图1d示出的那样。在此,可以借助切割或冲压由载体基底2制造接触件8。在此,除了将接触件8从载体基底2中分离出之外,还可以进行成型,从而接触件8被构造为电缆套管、连接板、连接片、压接电缆套管或类似物。
49.在图2a-图2c中示出了制造接触件8的另一可能性。在图2a中示出了在相应于图lb
利用涂层阻隔材料4进行涂层之后的载体基底2。
50.在利用涂层材料6进行涂层之前,将载体基底2分割并且制造接触件8的半成品8
′
。在此,可以根据图lc的设计方案进行分割。半成品8
′
例如作为散件如在图2b中示出的那样存在。在各个半成品8
′
上,分别用涂层阻隔材料4涂层载体基底2。
51.将半成品8
′
输送给涂层过程,其可以根据图lc的涂层进行。通过使所述半成品8
′
已经被分割,实现了用涂层材料6进行完全环绕的涂层,其中利用涂层材料6也对在将载体基底2分割为半成品8
′
时产生的切边进行涂层。在此,载体基底2在涂层阻隔材料4的区域中也保持没有涂层材料6。
52.图3a-图3e示出垂直于载体基底2的纵轴x的横截面。在图3a中可以看出,载体基底2具有矩形的横截面轮廓。要注意的是,载体材料2的任何横截面轮廓都是有意义的并且是可以考虑的。特别是具有至少一个直线延伸的棱边的横截面轮廓是有意义的。
53.如在图3b中示出的那样,优选在载体基底2的通过直的棱边和纵轴形成的表面上施加金属嵌体10。嵌体10可以作为板材或带、尤其以薄膜形式提供。嵌体10也可以借助于摩擦焊接施加到载体基底2上。嵌体10由金属材料制成,该金属材料尤其是不同于载体基底2的金属材料。在此优选由铝和铜构成的材料组合,其中可以分别指的是这些金属的合金。
54.会担心在嵌体10和载体基底2之间的过渡部处接触腐蚀提高,因此该过渡部必须被保护。另一方面,嵌体10应当用于使接触件8与构件接触,因此在嵌体10上应当能够提供嵌体10的裸金属。
55.为了实现这一点提出,沿着嵌体10的纵向延伸以小于嵌体10的宽度延伸并且与嵌体10和载体基底2之间的过渡部间隔地施加涂层阻隔材料4,如在图3c中所示。所述涂层阻隔材料4可以与上述实施方案相应并且尤其借助于喷嘴来施加。
56.在施加涂层阻隔材料4之后,对应于图1c或图2c,如图3d所示,将金属涂层6施加在载体基底2上。嵌体10的中间区域保持没有涂层材料6,在所述中间区域中施加有涂层阻隔材料4。
57.接着可以通过适当的方法,例如通过激光清洁,将涂层阻隔材料4除去。也可以将涂层阻隔材料4例如在醇溶液中洗去。
58.在涂层阻隔材料4被去除之后或穿过涂层阻隔材料4,电导体12能够被以材料配合的方式固定在嵌体10上。这例如可以通过摩擦焊接、超声波焊接、电阻焊接或类似方式实现。
59.导体12在嵌体10的裸金属上的固定在图3e中示出。如果导体12例如由铝材料构成,则嵌体10可由铝材料构成。如果导体12由铜材料构成,则嵌体10可以由铜材料构成。在此,载体基底2与嵌体10的材料不同,例如在第一种情况下由铜材料、在第二种情况下由铝材料构成。
60.图4示出载体基底2如何从卷材14展开并且连续地输送给涂层设备16。载体基底2沿其纵轴x移动经过涂层设备16。在此,如图1b和图2a所示,将涂层阻隔材料4施加、例如喷涂在载体基底2的宽表面2a上。
61.接着,将载体基底2输送给冲压机18。通过冲压机18从载体基底2冲裁出半成品8
′
。将冲裁的半成品8
′
输送给湿化学的涂层工艺20并且在那里用金属涂层6进行涂层,从而形成根据图2c的接触件8。
62.通过涂层阻隔材料4,载体基底2在其宽表面2a的特定区域中没有涂层材料6。这不仅可以用于如图3e中所示的那样通过嵌体10在电导体12与载体基底2之间建立种类纯净的连接,而且也可以用于提高焊接工具、例如超声波焊接工具的砧座的寿命。
63.在已知的方法中,焊接被涂层的构件,涂层材料6直接贴靠在砧座上并且导致该砧座上提高的磨损。根据本发明,接触件8可以以涂层阻隔材料4、尤其是载体基底2的没有涂层材料6的表面被放置到砧座22上,如在图5a中所示。砧座22可具有起伏状表面,以实现接触件8与砧座22的增强的附着。通过该起伏状的表面可以刺穿涂层阻隔材料4,从而尽管仍旧保留有涂层阻隔材料4,但是砧座22与载体基底2直接接触。这在图5a中示出,其中接触件8被贴近砧座22的表面。
64.如图5b所示,砧座22以其起伏状的表面穿透涂层阻隔材料4并且贴靠在载体基底2的纯净材料上。电导体12可被放置在相对侧上的涂层材料6上,并且导体12可借助于超声焊极24在金属涂层6的区域中被焊接到接触件8上。被引入的振动导致导体12与涂层材料6的焊接。由于砧座22不与涂层材料6接触,因此可以延长其寿命。
65.附图标记说明
66.2 载体基底
67.4 涂层阻隔材料
68.6 涂层材料
69.x 纵轴
70.8 接触件
[0071]8′ꢀ
半成品
[0072]
10 嵌体
[0073]
12 电导体
[0074]
14 卷材
[0075]
16 涂层设备
[0076]
18 冲压机
[0077]
20 涂层设备
[0078]
22 砧座
[0079]
24 超声焊极
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1