台式磨床设备的制作方法
1.本发明涉及一种台式磨床设备。
背景技术:
2.台式磨床是一种有用的工具,用于执行重要的工具修理任务。用于刀具的台式磨床砂轮以高速旋转,以修剪木材、金属和塑料,或磨削刀片。大多数专业的磨刀机器使用台式磨床来实现他们的工艺。
3.根据砂轮的预期用途,可以获得各种轮廓和横截面。砂轮通常由实心钢盘或铝盘制成,并附上到表面的颗粒。当砂轮在研磨机上旋转时,其会磨损金属表面,导致颗粒的锐边断裂以留下更锐利的边缘或磨损。逐渐地,将磨损的颗粒从粘合剂中拉出,以暴露出在它们后面恰当位置的更锐利的颗粒。台式磨床设备可以配备不同粒度的砂轮以用于粗加工和精加工操作。台式磨床设备非常重,其固定在工作台或落地支架上,因此很难移动到其他位置。
4.us 4936053 a公开了一种具有可调节装置的割草机刀片的刀夹具,该刀夹具用于改变砂轮和夹具之间的距离/磨削角度。可调节装置用于改变距离/磨削角,对于刀具的每次磨削必须单独进行调节。使用者难以使用夹具,并且需要花费时间来调整正确的位置和正确的磨削角度。结果是非常昂贵和复杂的磨削过程。由于在磨削期间难以保持割草机刀片稳定,磨削质量差。当割草机刀片设置在刀具夹中时,以及在割草机刀片的磨削期间,使用者也有受伤的危险。
5.大多数刀具是在使用者手持刀具并相应地移动刀具时磨削的。这对使用者来说既是危险的,又提供了不稳定和不准确的结果。由于使用者错误极易发生,会导致在磨削期间刀具存在缺陷,并且更糟的是,使用者可能在磨削过程中受伤。
6.发明目的
7.本发明的目的是提供一种台式磨床设备和方法,以用于安全和精确地研磨工具,并且同时在研磨期间使得对工具和使用者的损害最小化。
技术实现要素:
8.本发明通过提供一种用于研磨工具的台式磨床设备来解决这个问题,该台式磨床设备包括:
[0009]-至少一个砂轮,所述砂轮具有研磨表面,所述研磨表面设置在轮壳中,其中所述轮壳设有一个工作开口,所述一个工作开口提供有通向部分研磨表面的入口,
[0010]-操作装置,所述操作装置相对于所述砂轮设置,所述操作装置能够使所述砂轮旋转,
[0011]-至少一个工具架,所述工具架可移动地连接至所述轮壳,并且所述至少一个工具架设置在距砂轮预定距离处,
[0012]-至少一个角度调节装置,所述角度调节装置能够使所述工具架在距砂轮的所述
预定距离处从第一研磨角度位置移动至第二研磨角度位置。
[0013]
台式磨床设备特别用于金属加工过程中,其中调整不同尺寸部件的过程需要简化,并便于使用者使用。台式磨床设备可以用于维修和维护目的,其中可能需要研磨不同类型的工具以正确执行工具功能。本发明提供了一种台式磨床设备,其在研磨期间在处理工具方面具有增强的可控性和一致性。可替代地,便携式台式磨床设备可以是一种便携式的台式磨床设备。
[0014]
台式磨床设备可以设有可更换的砂轮,因此砂轮适合于该砂轮的预期用途。砂轮是由磨料复合物组成的轮子,其用于各种研磨、研磨切割和研磨加工操作。砂轮可以由实心钢盘或铝盘制成,颗粒结合到研磨表面。切割轮具有若干特性,例如材料硬度、颗粒尺寸、砂轮等级、颗粒间距以及粘结类型。这些特征通常由砂轮标签上的代码表示。
[0015]
细砂轮通常用于磨光或抛光钢件或其它金属工具。粗砂轮通常用于修理工具。砂轮中的磨粒从工具中去除材料。因此,研磨过程可以仔细和精确地处理,从而在该过程中不会损坏工具。由于维护成本,研磨过程也不能花费太长时间。必须提供工作平衡。
[0016]
台式磨床设备可设有把柄,因此台式磨床设备易于运输到另一个位置。台式磨床设备还可以设有光源,将光散发到研磨工作区域,例如将光散发到工具架。
[0017]
为了安全保护,砂轮可以设置在轮壳中。轮壳设有一个工作开口,该工作开口为使用者提供了通向部分研磨表面的入口。还设有防护罩,用于安全保护,例如用于保护使用者的面部,尤其是眼睛,以防止被大量的砂轮碎片和工具碎片中的一件碎片伤害,这些砂轮碎片和工具碎片是在研磨期间经由处理掉的。防护罩可枢转地连接至轮壳。防护罩能够覆盖部分工具保持装置,因此部分工具保持装置设置在防护罩与砂轮之间。台式磨床设备还可以包括排出系统,以从研磨区域靠近砂轮和工具架处排出砂轮碎片和工具碎片。
[0018]
砂轮包括橡胶表面。例如,砂轮可以是具有耐用橡胶涂层或橡胶层的铝轮。可以容易地将研磨带设置在砂轮上,该研磨带适合于研磨诸如刀具之类的物品。当砂轮处于停止模式且不旋转时,研磨带可能不紧实。在研磨期间,当砂轮以旋转模式旋转时,橡胶将被迫离开转轴。橡胶将向外膨胀并将研磨带紧固于砂轮,因此研磨带变得牢固地连接于砂轮的表面,从而防止在研磨期间任何不必要的振动或摆动,并提供平滑的研磨功能。
[0019]
在研磨金属物品,例如刀具和工具等期间,砂轮的橡胶表面和/或研磨带可能会变热。为了防止研磨过程中的过热,橡胶可以设有锯齿状表面以用于冷却目的。橡胶中用于冷却砂轮的凹槽提供了锯齿状表面,防止在研磨期间砂轮的热量增加。因此,砂轮上的锯齿状橡胶表面可以具有预定的图案。预定图案可以与待研磨物品的类型和/或研磨期间待使用的转速有关。
[0020]
因此,砂轮可以具有改进的锯齿状动态平衡的磨床砂轮设计,以获得高工作效率,这增加了台式磨床设备的安全性和耐用性。
[0021]
台式磨床设备可以设有可更换的砂轮,因此使用者能够更换砂轮,使得砂轮对于待研磨的工具来说是最佳的。砂轮和/或研磨带更换简单快捷。台式磨床设备可以提供一种使需要制造或修理的工具部件或各种工具成型的简单且快速的过程。台式磨床设备可以部分手动地进行操作和/或部分使用控制装置自动地进行操作。
[0022]
相对于所述砂轮设置有操作装置,例如操作装置设置在控制单元中,控制单元连接于台式磨床设备的基座壳体。操作装置能够控制具有轴的电机,该轴使砂轮旋转。台式磨
床设备可以由电池和/或电力供电。
[0023]
诸如刀具或其它工具的工具可以容易地设置在工具保持装置中。此后,工具保持装置可以容易地相对于所述工具架设置。工具架可移动地连接到轮壳上,并且基本上邻近砂轮设置,其中工具架和工具保持装置可以基本上邻近砂轮设置。然后工具可以相对于砂轮保持在稳定位置并与砂轮接触。使用者在研磨过程中不需要握持刀具,这为使用者提供了安全。刀具也保持在稳定位置,使用者在研磨过程中不会改变该位置。这减少了研磨过程中的故障。
[0024]
砂轮具有橡胶层表面,橡胶层表面设有研磨带,研磨带包括设置在轮壳中的研磨表面。橡胶层表面可以是具有预定图案的锯齿状凹槽。轮壳设置有一个工作开口,该工作开口提供通向部分砂轮和部分研磨表面的入口。可以通过该工作开口提供气流。气流通过砂轮的旋转而产生,并从工作区域排出研磨产生的粉尘和/或火花。粉尘和/或火花可以通过工具架或工具架的一部分从台式磨床设备中排出。工具架可以设有开孔,因此粉尘和/或火花可通过开孔从工作区域排出。粉尘和/或火花可以通过使用排气系统去除。相对于台式磨床设备可以设置有外部的排气系统和排气装置。
[0025]
优选地,到砂轮的距离保持恒定,以确保工具的精确研磨。工具的某些部分可以以一个研磨角度研磨、工具的另一部分可以以另一个研磨角度研磨。台式磨床设备包括研磨角度刻度尺。台式磨床设备包括至少一个角度调节装置。角度调节装置可以包括至少一个可松紧的锁定装置,以将工具架相对于研磨表面锁定在预定位置。角度调节装置能够将工具架在距砂轮预定距离处从第一研磨角度位置移动到第二研磨角度位置。角度调节装置还能够在使砂轮旋转的同时移动工具架。这确保了工具的安全和精确的研磨,并且同时使得在研磨期间对工具的损坏最小化。使用者不必为了进一步改变研磨角度或调节工具架而停止研磨过程。这减少了研磨工具的时间和成本。
[0026]
在本发明的一个有利实施例中,角度调节装置能够使用至少一个滑动装置无级地移动工具架。这使得很容易在工具和研磨表面之间提供精确的研磨角度。滑动装置可以是沟槽或轨道,其中角度调节装置可以来回滑动。这使得很容易在工具和研磨表面之间提供精确的距离。
[0027]
在本发明的另一有利实施例中,工具架和砂轮之间的距离可使用距离调节装置调节。
[0028]
工具保持装置可以相对于砂轮进行调节。工具保持装置和砂轮之间的距离取决于待研磨工具的形状和尺寸。距离调节装置容易地在水平和/或竖直方向上移动工具保持装置,使其远离或更靠近砂轮。当工具保持装置处于正确的研磨位置时,距离调节装置将工具保持装置连接于台式磨床设备。
[0029]
可替代地,距离调节装置容易地在水平和/或竖直方向上移动具有或不具有工具保持装置的工具架,使工具架远离或更靠近砂轮。当工具架(具有或不具有工具保持装置)处于正确的研磨位置时,距离调节装置将工具架连接于台式磨床设备。
[0030]
工具设置在工具架上的某个位置。工具和研磨表面之间的距离可通过距离调节装置进行调节。当将工具架从第一研磨角度位置移动到第二研磨角度位置时,到研磨表面的距离保持恒定。
[0031]
在本发明的一个有利实施例中,工具架包括连接装置,连接装置用于将至少一个
工具保持装置连接于工具架,使得工具保持装置相对于砂轮设置,并且当移动工具架时,角度调节装置能够使工具保持装置相对于砂轮从第一位置移动到第二位置。
[0032]
工具保持装置包括在基本相同的方向上延伸的第一法兰和第二法兰,其中第一法兰和第二法兰之间的法兰距离能够变化,其中在使用时,工具设置在第一法兰和第二法兰之间。
[0033]
工具保持装置相对于工具架设置。部分工具保持装置设置于工具架上方。第一法兰和第二法兰沿基本上相同的方向远离工具架延伸。防护罩能够覆盖第一法兰和第二法兰的部分,因此第一法兰和第二法兰的部分设置在防护罩与砂轮之间。在第一法兰和第二法兰之间设有工具,例如刀具。刀具的刀片上的切削侧朝上并远离工具架。为了实现良好的刀具的目的,切削侧的边缘必须是锋利的。如果切削侧的边缘是钝的,则可以使用带砂轮的台式磨床对刀片进行刃磨。研磨切削侧的边缘,直到切削侧再次变得锋利。工具保持装置确保了使用者的安全研磨过程,因此使用者在研磨过程中不需要握持刀具。
[0034]
工具保持装置可以相对于工具架设置,使得部分工具保持装置设置在工具架上方,并且防护罩能够覆盖部分工具保持装置,使得该部分工具保持装置设置在防护罩与砂轮之间。
[0035]
在本发明的另一有利实施例中,研磨角度可使用控制装置自动调节,以相对于砂轮调节工具架,使得工具架在距砂轮的预定距离处从第一研磨角度位置移动到所述第二研磨角度位置。
[0036]
工具的研磨可以通过受控过程进行。控制装置可以控制一个或多个研磨功能。例如,控制装置可以控制砂轮的速度、研磨角度、和/或工具与研磨表面之间的距离。使用者可以增加研磨参数。控制装置可以包括能够监测研磨过程的传感器。研磨过程可能与待研磨的工具有关。
[0037]
在本发明的又一有利实施例中,工具架包括连接装置,连接装置用于将工具保持装置连接于在预定位置的工具架。工具架还包括开孔,开孔用于利用连接装置将工具保持装置连接于工具架。工具保持装置可以包括可无级调节的连接装置,使得该工具保持装置相对于工具架是可无级调节的。
[0038]
在本发明的又一有利实施例中,工具架包括至少一个细长的开孔。
[0039]
工具架可以打孔。当砂轮旋转时,产生气流。气流捕获研磨的粉尘并将其通过开孔移除至排气口。由于工具架中的开孔,研磨表面和工具保持清洁。这提供了最佳的工具研磨。
[0040]
工具保持装置能够连接于台式磨床中的工具架。在本发明的又一个有利实施例中,所述工具保持装置包括至少一个保持装置,其中保持装置能够将工具保持在研磨位置。
[0041]
工具保持装置可以包括与特定工具相关的不同形状。在研磨期间,工具可以正确地设置在成形的工具保持装置中。工具保持装置可以包括不同的形状和尺寸,例如沟槽,突部和/或轨道等。工具保持装置设有连接装置,使得工具保持装置能够在预定位置连接于工具架。
[0042]
保持刀具的工具保持装置可以相对于砂轮调节,例如使得刀具的刀片相对于砂轮以研磨角度设置。工具保持装置和砂轮之间的距离取决于待研磨刀具的刀片的形状和尺寸。角度调节装置容易地使工具保持装置相对于砂轮的研磨表面枢转。当工具保持装置处
于正确的研磨位置时,角度调节装置将工具保持装置连接于台式磨床设备。角度调节装置可以与距离调节装置相同或相等。
[0043]
在本发明的另一有利实施例中,工具保持装置可使用滑动装置相对于砂轮沿水平方向调节。
[0044]
为了确保均匀的研磨,工具保持装置可以设置在滑动装置上或滑动装置中,例如设置在轨道系统上或轨道系统中。然后,工具保持装置能够在研磨期间在轨道系统来回滑动。如果切削侧的形状沿着切割侧的边缘是均匀的,那么对于使用者来说,研磨将更容易处理,而不是使用者在研磨期间将刀具握持在他们的手中。如果切削侧的形状沿着切削侧的边缘是不均匀的,而且如果角度调节装置和距离调节装置能够由操作装置自动控制,则使用者可以在加工过程中控制角度调节装置和距离调节装置。
[0045]
在本发明的又一有利实施例中,操作装置控制砂轮的转速。
[0046]
操作装置可以控制砂轮的转速。转速可以加速或减速,或者在研磨过程中保持恒定速度。操作装置还可以考虑砂轮的类型和/或待研磨工具的尺寸和/或形状。操作装置还可以控制研磨过程的开始和停止。
[0047]
在本发明的另一有利实施例中,操作装置控制砂轮的旋转方向,使得砂轮能够相对于旋转的转轴在顺时针和逆时针旋转之间切换。
[0048]
操作装置可以控制砂轮的旋转方向。旋转方向可以相对于转轴顺时针和逆时针旋转。当使不同类型的工具成形时,砂轮的旋转方向对于控制是重要的。台式磨床设备倾向于朝着工具架向下旋转,使工具保持在工具架上。向下旋转时,在工具的顶部,例如在刀具切削侧的边缘上,形成有不需要的毛刺。这是由于当砂轮移动至边缘时,工具的无支撑顶面上的边缘发生变形。
[0049]
一种调节磨床设备中的工具架的方法,包括以下步骤:
[0050]-使用距离调节装置将工具架设置于距砂轮的预定距离处,
[0051]-使用至少一个角度调节装置,将工具架从第一研磨角度位置移动到第二研磨角度位置,同时保持工具架到砂轮的预定距离。
[0052]
使用距离调节装置,将工具架设置在距砂轮预定距离处。使用至少一个角度调节装置,将工具架从第一研磨角度位置移动到第二研磨角度位置。工具架与砂轮保持预定距离。
[0053]
一种使用磨床设备来研磨工具的方法,包括如下步骤:
[0054]-提供待研磨的工具,
[0055]-将工具设置在工具架上或工具架上的工具保持装置中,并且相对于工具架和砂轮设置工具,
[0056]-放置工具,使得工具部件以预定的角度抵靠在砂轮的研磨表面上,
[0057]-使砂轮旋转。
[0058]
一种使用磨床设备来研磨工具的方法,可以包括这些步骤中的一个或者多个,其中待研磨的工具设置在工具架上或设置在工具架上的工具保持装置中。可替代地,将工具相对于研磨表面设置于研磨位置。工具使得工具部件以预定角度抵靠在砂轮的研磨表面。在使砂轮旋转的同时,研磨工具。研磨角度可在研磨期间变化。
[0059]
然后,使用至少一个角度调节装置,将工具架从第一研磨角度位置移动到第二研
磨角度位置。
[0060]
一种使用台式磨床设备来研磨物品的方法,包括以下步骤:
[0061]-提供待研磨的工具,
[0062]-将工具设置在工具保持装置中,并且将工具保持装置相对于工具架和砂轮设置,使得工具和工具保持装置的一部分覆盖有防护罩,
[0063]-使砂轮旋转,
[0064]-放置待研磨的工具部件,使得工具部件抵靠在砂轮的研磨表面上。
[0065]
台式磨床设备包括用于研磨工具或不同类型工具的步骤。将台式磨床设备放置在稳定表面上的某一位置。用台式磨床设备来研磨刀具的刀片或其它工具的方法包括一个或多个步骤。首先,提供了一把钝刀具,其中该刀具的刀片需要刃磨。刀具设置在工具保持装置中,因此刀具刀片上的切削侧朝上并远离工具架。此外,工具保持装置相对于工具架和砂轮设置。防护罩枢转到某一位置,由此防护罩覆盖住刀具和/或工具保持装置的一部分。在研磨期间,工具保持装置在研磨期间以固定或变化的位置紧固于台式磨床设备。
[0066]
工具保持装置和砂轮之间的距离设置成使得刀具刀片上的切削侧相对于砂轮处于预定位置。所述砂轮的旋转方向设置为顺时针或逆时针旋转。所述砂轮的转速调整为预定的转速。当砂轮旋转时,刀具刀片的边缘压靠在砂轮的研磨表面上。在研磨过程中,可以改变研磨角度、转速和旋转方向以提供完美的研磨结果。
[0067]
当研磨工具时,使用操作装置来控制砂轮的转速或旋转方向。当研磨工具时,使用角度调节装置来调节工具和砂轮的研磨角度。台式磨床设备包括控制单元,控制单元可以控制操作装置。
[0068]
现在已经参照一些实施例解释了本发明,讨论这些实施例,仅仅是为了说明利用根据本发明的台式磨床设备的实施例可以实现的许多可能性和变化设计的可能性。
附图说明
[0069]
下面参考以下内容描述本发明的实施例:
[0070]
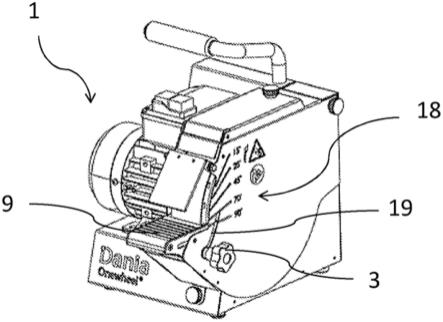
图1示出了台式磨床设备的实施例。
[0071]
图2以第一侧视图示出了包括工具保持装置的台式磨床设备的实施例。
[0072]
图3以第二侧视图示出了包括工具保持装置的台式磨床设备的实施例。
[0073]
图4示出了包括研磨角度刻度尺的台式磨床设备的实施例。
[0074]
图5a、5b、5c示出了包括设置在不同研磨角度的工具架的台式磨床设备的实施例。
[0075]
图6a、6b示出了工具架的实施例。
[0076]
图7a、7b、7c、7d示出了放置在工具架上不同位置的工具保持装置的实施例。
[0077]
图8a、8b示出了包括橡胶表面的砂轮。
具体实施方式
[0078]
在下面的详细描述中,解释了本发明的实施例。应当理解,本发明的范围不限于以下的描述或如附图所示。本发明能够具有其它实施例,并且能够以各种方式实践或执行。
[0079]
图1示出了台式磨床设备1的实施例。台式磨床设备1包括便携式的基座壳体2,便携式的基座壳体2具有把柄3。台式磨床设备1还包括操作装置,例如电机4、控制单元5以及
轮壳6。在轮壳6内设有砂轮7,使得砂轮可以通过电机4旋转。轮壳6设有一个工作开口8,工作开口8提供有通向砂轮7上的部分研磨表面的入口。
[0080]
使用距离调节装置10,将工具架9可移动地连接于轮壳6,因此工具架9能够相对于轮壳6和砂轮改变位置。距离调节装置10可以是螺纹杆和螺母和/或复数个螺母,其可以紧固于工具架9和/或轮壳6的每一侧。工具架9可以设置在基本上邻近砂轮7的预定位置。工具架9设置在预定位置,该预定位置在工具架9和砂轮7的研磨表面之间提供间隙,因此工具架9被砂轮7无意地研磨和/或损坏。
[0081]
防护罩11是设置在工具架9上方的安全护罩,覆盖住工作开口8的孔或工作开口8的部分。防护罩11可枢转地连接至轮壳,因此防护罩11能够向上并且远离工具架9枢转。防护罩11可以是透明板和/或放大板。
[0082]
台式磨床设备1设置有控制单元5,其中控制单元5包括操作装置,操作装置用于控制例如砂轮7的开/关功能、转速以及旋转方向。
[0083]
当将操作装置切换到选定的旋转方向时,所述砂轮7的旋转方向可以在顺时针和逆时针旋转之间切换。当逐步地和/或无级地调节操作装置时,所述砂轮7的转速是可调节的。当研磨工具时,旋转方向和转速可以同时且相对于彼此进行操作。
[0084]
在研磨刀具期间,砂轮7的橡胶表面和/或研磨带可能会变热。为了防止研磨期间过热,橡胶可以设有锯齿状表面以用于冷却目的。橡胶中用于冷却砂轮的凹槽提供了锯齿状表面。工作开口8和橡胶中的凹槽提供了砂轮7旋转时产生的气流。这防止砂轮的热量在研磨期间升高温度。砂轮7具有改进的锯齿动态平衡的砂轮设计,以提高工作效率,这增加了台式磨床设备1的安全性和耐用性。
[0085]
图2以第一侧视图示出了包括工具保持装置12的台式磨床设备1的实施例。工具保持装置12夹持有刀具,该刀具将使用砂轮7进行刃磨。工具保持装置12相对于所述工具架9设置。部分工具保持装置12设置在工具架9的上方,部分工具保持装置12设置在工具架9的下方。设置在工具架9上方的部分工具保持装置12由防护罩11部分地覆盖,因此部分工具保持装置12设置在防护罩11和砂轮7之间。刀具13能够接合砂轮7的研磨表面。
[0086]
工具保持装置12包括工具板或法兰(flange),以便在研磨期间刀具13可以保持在固定位置。工具保持装置12能够固定不同尺寸或形状的刀具13或其它类型的工具。如果工具保持装置12包括两个板或两个法兰,则刀具13可以牢固地设置在两个板或两个法兰之间。两个板之间的距离可以相应地变化,以便将刀具13夹持在正确的研磨位置。
[0087]
刀具13的刀片上的切削侧朝上并远离工具架9。为了实现良好刀具13的目的,切削侧的边缘必须是锋利的。如果切削侧的边缘是钝的,则可以使用具有砂轮7的台式磨床对刀片进行刃磨。小心地将刀片的边缘压向旋转的砂轮7。研磨切削侧的边缘,直到切削侧再次变得锋利。
[0088]
工具保持装置12和砂轮7之间的距离可使用距离调节装置进行调节,该距离调节装置将工具保持装置12调节到距砂轮7的预定距离处。调节可调节的工具保持装置12,使得固定在工具保持装置12中的刀具13为刀具13的刀片上的研磨效果提供最佳的预定距离。此外,固定在工具保持装置12中的刀具13具有朝向研磨表面的预定压力,以在刀具13的刀片上实现最佳研磨效果。如果对于研磨效果而言,预定距离和/或压力不是最佳的,则研磨效果可能对刀具13或工具造成不可逆转的损坏。
[0089]
x轴表示刀具13的刀片的轴线,y轴表示砂轮7的研磨表面的切向轴线。x轴与y轴之间的夹角为研磨角度通过使用角度调节装置来调节工具保持装置,以调节刀具13的刀片相对于砂轮7的研磨角度当砂轮7旋转时,刀具13的刀片相对于研磨表面的研磨角度在刀具13的刀片上产生研磨效果。在研磨期间,刀具13的刀片相对于砂轮7的研磨角度可以变化。如果预定的研磨角度不是最佳的,则研磨效果会导致研磨时间延长和/或对刀具13或工具造成不可逆转的损坏。
[0090]
使用滑动装置,工具保持装置可相对于所述砂轮在水平方向上进行调节。这些滑动装置在图2中未示出。滑动装置可以是轨道,其能够将工具保持装置12相对于砂轮7滑动到第一侧或第二侧。当刀具13的刀片在研磨期间保持在预定位置时,滑动装置为刀具13的刀片提供均匀的研磨效果。
[0091]
图3以第二侧视图示出了包括工具保持装置的台式磨床设备的实施例。一种使用磨床设备1来研磨刀具13的刀片的方法,包括以下步骤中的一个或多个:首先提供一个或多个刀具13,其中刀具13的刀片需要进行刃磨。刀具设置在工具保持装置12中,工具保持装置13相对于工具架9和砂轮7设置。防护罩11设置在使防护罩11覆盖刀具13和工具保持装置的一部分的位置。在研磨期间,工具保持装置12紧固于台式磨床装置1的固定位置。
[0092]
工具保持装置12和砂轮7之间的距离设置为使得刀具13的刀片相对于砂轮7放置于预定位置。如图2所示,刀具13的刀片的研磨角度也相对于砂轮7设置在预定位置。
[0093]
砂轮7的旋转方向设置为顺时针或逆时针旋转。砂轮7的转速调节为预定的转速,例如用于刃磨刀具13的刀片边缘的低速或用于快速和粗糙地去除金属的高速。刀具13的刀片压靠在砂轮的研磨表面上,从而刃磨刀片的边缘。在研磨过程中,可以改变研磨角度、转速和旋转方向以提供完美的研磨结果。
[0094]
图4示出了包括研磨角度刻度尺的台式磨床设备的实施例。从工具架9到砂轮7的距离保持恒定,以确保工具的精确研磨。工具的某些部分可以以一个研磨角度研磨,工具的另一部分可以以另一个研磨角度研磨。台式磨床设备包括可视的研磨角度刻度尺18。台式磨床设备1包括至少一个角度调节装置,角度调节装置包括操作柄3、导轨或凹口19。角度调节装置可以包括至少一个可松紧的锁定装置,该锁定装置可以是操作柄,该操作柄可以螺纹紧固于某一位置以将工具架锁定在相对于研磨表面的预定位置。
[0095]
图5a、5b以及5c示出了包括设置在不同研磨角度的工具架的台式磨床设备的实施例。角度调节装置能够在成角度的位置向上和向下移动工具架,并且同时将工具架移动到距砂轮的预定距离处。工具架可以从第一研磨角度位置滑动到第二研磨角度位置。角度调节装置还能够在使砂轮旋转的同时,如虚线所示地移动工具架9。图5a示出了工具架9处于由导轨中的操作柄31定位的大约70
°
的研磨角度。图5b示出了工具架9处于由导轨中的操作柄32定位的大约25
°
的研磨角度。图5c示出了工具架9处于由导轨中的操作柄33定位的小于15
°
的研磨角度。使用者不必为了进一步改变研磨角度或调节工具架而停止研磨过程。
[0096]
图6a与6b示出了工具架的实施例。轮壳设置有一个工作开口,该工作开口提供通向部分砂轮17和部分研磨表面7的入口。可以通过工作开口提供气流f。气流f通过砂轮17的旋转而产生,并从工作区域排出研磨产生的粉尘和/或火花。粉尘和/或火花可以通过工具架9或工具架9的一部分从台式磨床设备1中排出。工具架9可设有开孔22,23,使得粉尘和/或火花可通过开孔22,23排出并离开工作区域。一些开孔23可以是细长的并为气流提供较
大的面积。粉尘和/或火花可以使用排气系统去除。相对于台式磨床设备1,可以设有外部的排放系统和排放装置,图6a和6b中未示出。
[0097]
图7a、7b、7c以及7d示出了放置在工具架上不同位置的工具保持装置的实施例。工具架9还可以使用开孔,用于使用连接装置23,将工具保持装置12连接到工具架9上。连接装置23可以是开口销/销钉、螺钉或螺栓。工具架包括连接装置,用于将工具保持装置12连接于处在预定位置的工具架。工具保持装置12的连接装置可以接合两个不同的开孔22、23以在研磨期间保持预定位置,如图7a与7b所示。图7c示出了工具保持装置12'、12",其分成两个部分,能够在研磨期间将刀具保持在正确的位置。图7d.示出了夹持有钻头的工具保持装置12的一个实施例。工具保持装置12能够夹持不同尺寸的钻头。工具保持装置12能够从一侧滑动到另一侧。工具保持装置12包括可无级调节的连接装置,使得工具保持装置相对于工具架9是可无级调节的,这在图7a、7b、7c以及7d中未示出。
[0098]
图8示出了包括橡胶表面的砂轮7'。台式磨床设备1设有可更换的砂轮7'和/或研磨带7",因此使用者能够更换砂轮7'和/或研磨带7",因此砂轮对于待研磨的工具是最佳的。当更换砂轮7'和/或研磨带7"时,通过将部分轮壳6向上枢转并远离基座壳体2而打开轮壳6,从而露出砂轮7'和研磨带7"。
[0099]
图8a示出了打开的轮壳6。转轴14准备接收砂轮7'。砂轮7'可以包括铝轮15,铝轮15具有耐用的橡胶层16,在表面17上设有预定的锯齿状图案。研磨带7"具有研磨表面18,研磨带7"适用于研磨刀具和工具。研磨带7"适配于砂轮7'的周缘。在表面17上的预定图案与待研磨物品的类型和/或研磨期间待使用的转速有关。
[0100]
图8b示出了打开的轮壳6,该轮壳6包括接收研磨带7"的砂轮7'。砂轮7'和/或研磨带7"可以容易且快速地进行更换。研磨带7"可活动地连接于砂轮7'。在研磨过程中,当砂轮7'旋转时,由于与向心力相反的力,橡胶将被迫离开转轴。橡胶将向外膨胀并将研磨带7"紧固于砂轮7'上,因此研磨带7"变得牢固地连接于砂轮7'的表面。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1