经冷轧和双重退火的钢板的制作方法
经冷轧和双重退火的钢板
1.本发明涉及具有良好的可焊性特性的高强度钢板和获得这样的钢板的方法。
2.为了制造各种零件例如机动车辆的车身结构构件和车身板的部件,已知使用由dp(dual phase,双相)钢或trip(transformation induced plasticity,相变感生塑性)钢制成的板。
3.考虑到全球环境保护,汽车行业中的主要挑战之一是在不忽视安全要求的情况下降低车辆的重量以改善其燃油效率。为了满足这些要求,炼钢行业持续地开发了新的高强度钢以使钢具有改善的屈服强度和抗拉强度,以及良好的延性和可成形性。
4.为了改善机械特性而进行的开发之一是增加钢中的锰含量。锰的存在由于奥氏体的稳定化而有助于增加钢的延性。但是这些钢存在脆性的缺点。为了克服该问题,添加诸如硼的元素。这些添加硼的化学物质在热轧阶段是非常坚固的,但是热带太硬而不能被进一步加工。使热带软化的最有效的方法是分批退火,但是其导致韧性的损失。
5.除了这些机械要求之外,这样的钢板还必须表现出良好的对液态金属致脆(lme,liquid metal embrittlement)的抗性。锌涂覆的钢板或锌合金涂覆的钢板对于耐腐蚀性是非常有效的并因此广泛地用于汽车行业。然而,经验表明,某些钢的电弧焊接或电阻焊接由于被称为液态金属致脆(“lme”)或液态金属辅助开裂(“lmac,liquid metal assisted cracking”)的现象而可能导致特定裂纹的出现。这种现象的特征在于在施加的应力或者由约束、热膨胀或相变引起的内部应力下,液态zn沿着下面的钢基材的晶界渗入。已知添加如碳或硅的元素对lme抗性有害。
6.汽车行业通常通过限制根据以下公式计算的所谓的lme指数的上限值来评估这样的抗性:
7.lme指数=c%+si%/4,其中c%和si%分别代表钢中的碳和硅的重量百分比。
8.公开wo2020011638涉及用于提供具有减少的碳含量的中等中锰(mn为3.5%至12%)冷轧钢。描述了两种工艺路线。第一种涉及冷轧钢板的临界区退火。第二种涉及冷轧钢板的双重退火,第一退火为完全奥氏体的,第二退火为临界区的。由于退火温度的选择,获得了抗拉强度和延伸率的良好折衷。通过降低退火温度,获得了奥氏体的富集,这意味着良好的断裂厚度应变值。但是在该发明中使用的低量的碳和锰将钢板的抗拉强度限制为不高于980mpa的值。
9.因此,本发明的目的是解决上述问题并且提供这样的钢板,所述钢板具有抗拉强度ts高于或等于900、均匀延伸率ue高于或等于11.0%、屈服强度高于或等于700mpa的高机械特性的组合并且满足公式[(ys-200)
×
ue+(ts-300)
×
te]/(c%
×
mn%)高于29000,te为以%表示的板的总延伸率,抗拉强度ts以mpa表示,屈服强度ys以mpa表示,均匀延伸率ue以%表示,c%和mn%为钢的c和mn的标称的重量%。
[0010]
优选地,钢板的总延伸率te高于或等于15.0%。
[0011]
优选地,根据本发明的钢板的lme指数小于0.36。
[0012]
优选地,根据本发明的钢板的碳当量ceq低于0.4%,所述碳当量被限定为
[0013]
ceq=c%+si%/55+ct%/20+mn%/19-al%/18+2.2p%-3.24b%-0.133*mn%*
mo%
[0014]
其中元素按重量百分比表示。
[0015]
优选地,根据本发明的钢板的两个钢部件的电阻点焊焊缝的α值为至少30dan/mm2。
[0016]
本发明的目的通过提供根据权利要求1的钢板来实现。所述钢板还可以单独或组合地包括权利要求2至10的特征中的任一者。
[0017]
本发明的另一个目的是根据权利要求11的两个钢部件的电阻点焊焊缝。
[0018]
现在将详细地描述本发明并且通过实施例对本发明进行举例说明而不引入限制。
[0019]
根据本发明,碳含量为0.03%至0.18%以确保令人满意的强度和良好的可焊性特性。高于0.18%的碳,可能降低钢板的可焊性和对lme的抗性。均热的温度取决于碳含量:碳含量越高,使奥氏体稳定的均热温度越低。如果碳含量低于0.03%,则退火马氏体的强度不足以获得高于900mpa的uts。在本发明的一个优选实施方案中,碳含量为0.05%至0.15%。在本发明的另一个优选实施方案中,碳含量为0.08%至0.12%,或者甚至更好地为0.08%至0.10%。
[0020]
锰含量为6.0%至11.0%。高于11.0%的添加,可能降低钢板的可焊性,以及可能降低部件组合件的生产率。此外,中心偏析的风险增加,从而损害机械特性。由于均热的温度也取决于锰含量,因此限定锰的最小值以使奥氏体稳定,从而在均热之后获得目标的显微组织和强度。优选地,锰含量为6.0%至9%。
[0021]
根据本发明,铝含量为0.2%至3%以减少铸造期间的锰偏析。铝对于在精制期间使呈液相的钢脱氧而言是非常有效的元素。高于3%的添加,可能降低钢板的可焊性,从而降低可铸性。此外,难以实现高于900mpa的抗拉强度。此外,铝含量越高,使奥氏体稳定的均热温度越高。铝添加至少多至0.2%以通过扩大临界区范围来改善产品坚固性,并且改善可焊性。此外,可以添加铝来避免出现夹杂物和氧化问题。在本发明的一个优选实施方案中,铝含量为0.2%至2.2%,并且更优选地为0.7%至2.2%。
[0022]
钼含量为0.05%至0.5%以减少铸造期间的锰偏析。此外,添加至少0.05%的钼提供了对脆性的抗性。高于0.5%,钼的添加成本高并且考虑到所需的特性是不适合的。在本发明的一个优选实施方案中,钼含量为0.15%至0.35%。
[0023]
根据本发明,硼含量为0.0005%至0.005%以改善热轧钢板的韧性和冷轧钢板的可点焊性。高于0.005%,促进了硼碳化物在原奥氏体晶界处的形成,从而使得钢更脆。在本发明的一个优选实施方案中,硼含量为0.001%至0.003%。
[0024]
任选地可以向根据本发明的钢的组成中添加一些元素。
[0025]
硅含量的最大添加限制为1.20%以改善抗lme性。此外,这种低硅含量使得可以通过省去在热带退火之前将热轧钢板酸洗的步骤来使过程简化。优选地,添加的最大硅含量为0.8%。
[0026]
钛可以添加多至0.050%以提供沉淀硬化。优选地,在添加硼时添加最少量的0.010%的钛以保护硼免于形成bn。
[0027]
铌可以任选地添加多至0.050%以在热轧期间使奥氏体晶粒细化并且提供沉淀硬化。优选地,添加的铌的最小量为0.010%。
[0028]
铬和钒可以任选地分别添加多至0.5%和0.2%以提供改善的强度。
[0029]
钢的组成的剩余部分为铁和由熔炼产生的杂质。在该方面中,p、s和n至少被认为是为不可避免的杂质的残余元素。它们的含量对于s而言小于或等于0.010%,对于p而言小于或等于0.020%以及对于n而言小于或等于0.008%。
[0030]
现在将描述根据本发明的钢板的显微组织。其以表面分数计包括:
[0031]-0%至45%的铁素体。
[0032]-20%至50%的残余奥氏体。
[0033]-5%至80%的退火马氏体。
[0034]-小于5%的新鲜马氏体。
[0035]-以重量%表示的奥氏体中的碳含量[c]a和锰含量[mn]a,使得比率([c]
a2
×
[mn]a)/(c%2×
mn%)为4.5至11.0,c%和mn%为钢中的标称的c重量百分比和mn重量百分比,以及
[0036]-低于4
×
106/mm2的碳化物密度。
[0037]
根据本发明的钢板的显微组织包含20%至50%的残余奥氏体。低于20%的奥氏体,均匀延伸率ue不能达到11.0%的最小值。高于50%,屈服强度低于700mpa。
[0038]
这样的奥氏体可以在热轧钢板的临界区退火期间,而且也可以在冷轧钢板的第一退火期间或者第二退火期间通过高温下部分马氏体的转变而形成。
[0039]
以重量百分比表示的奥氏体中的碳含量[c]a和锰含量[mn]a使得比率([c]
a2
×
[mn]a)/(c%2×
mn%)为4.5至11.0,c%和mn%为钢中的标称的c重量百分比和mn重量百分比。该式表明碳和锰向残余奥氏体中的分配水平。当所述比率低于4.5时,屈服强度不能达到700mpa的最小水平。当所述比率高于11.0时,残余奥氏体过于稳定而不能在变形期间提供足够的trip-twip效应。这样的twip-trip效应在“observation-of-the-twip-trip-plasticity-enhancement-mechanism-in-al-added-6-wt-pct-medium-mn-steel”,doi:10.1007/s11661-015-2854-z,the minerals,metals&materials society and asm international 2015,第2356页,第46a卷,2015年6月(s.lee,k.lee和b.c.de cooman)中进行了明显的说明。
[0040]
根据本发明的钢板的显微组织包含0%至45%的铁素体。当冷轧钢板的第一退火在低于冷轧钢板的ac3的温度下发生时,这样的铁素体可以在冷轧钢板的第一退火期间形成。当冷轧钢板的第一退火在高于冷轧钢板的ac3下发生时,不存在铁素体。在一个优选实施方案中,这样的铁素体再结晶并且表现出形状比低于2的等轴晶粒。
[0041]
根据本发明的钢板的显微组织包含5%至80%的退火马氏体。这样的马氏体可以在热轧钢板的临界区退火之后冷却时通过碳和锰富集低于标称值的一部分奥氏体的转变来形成。但是所述退火马氏体主要在冷轧钢板的第一退火之后冷却时形成,然后在冷轧钢板的第二退火期间得到退火。这样的退火马氏体可以为回火马氏体和/或再生马氏体和/或再结晶马氏体。当第二退火在较低的温度范围内进行时,马氏体可以优选地为回火马氏体和再生马氏体。当第二退火在较高的温度范围内进行时,马氏体可以优选地为再生马氏体和再结晶马氏体。
[0042]
新鲜马氏体可以以表面分数计低于5%存在,但不是根据本发明的钢板的显微组织中所期望的相。其可以在向室温的最终冷却步骤期间通过锰和碳较少的不稳定奥氏体的转变形成。事实上,该具有低的碳含量和锰含量的不稳定奥氏体导致高于20℃的马氏体起
始温度ms。为了获得最终的机械特性,新鲜马氏体必须低于5%,并且优选地低于3%,或者甚至更好地减少至0%。
[0043]
最后,碳化物密度应保持低于4
×
106/mm2以确保公式[(ys-200)
×
ue+(ts-300)
×
te]/(c%
×
mn%)保持高于29000。
[0044]
在第一实施方案中,显微组织包含5%至25%的铁素体、25%至50%的残余奥氏体和25%至70%的退火马氏体。
[0045]
在另一个实施方案中,显微组织不包含铁素体,包含25%至45%的残余奥氏体和55%至75%的退火马氏体。
[0046]
根据本发明的钢板具有高于或等于900mpa的抗拉强度ts、高于或等于11.0%的均匀延伸率ue、高于或等于700mpa的屈服强度并且满足公式[(ys-200)
×
ue+(ts-300)
×
te]/(c%
×
mn%)高于29000,te为板的总延伸率。
[0047]
优选地,钢板的总延伸率te高于或等于15.0%。
[0048]
优选地,根据本发明的钢板的lme指数小于0.36。
[0049]
优选地,根据本发明的钢板的碳当量ceq低于0.4%,所述碳当量被限定为
[0050]
ceq=c%+si%/55+cr%/20+mn%/i9-al%/18+2.2p%-3.24b%-0.133*mn%*mo%
[0051]
其中元素按重量百分比表示。
[0052]
可以通过用根据本发明的钢板生产两个部件,然后进行两个钢部件的电阻点焊来制造焊接组合件。
[0053]
将第一板与第二板接合的电阻点焊焊缝的特征在于由至少30dan/mm2的α值限定的在横向拉伸测试中的高抗性。
[0054]
根据本发明的钢板可以通过任何适当的制造方法来生产并且本领域技术人员可以限定方法。然而,优选使用包括以下步骤的根据本发明的方法:
[0055]
提供具有上述钢组成的能够被进一步热轧的半成品。将半成品加热至1150℃至1300℃的温度,以使得可以易于热轧,其中最终热轧温度frt为800℃至1000℃。优选地,frt为850℃至950℃。
[0056]
然后将经热轧的钢冷却并在20℃至650℃,并且优选地300℃至500℃的温度t
卷取
下卷取。
[0057]
然后将经热轧的钢板冷却至室温并且可以将其酸洗。
[0058]
然后将经热轧的钢板退火至tc至680℃的退火温度t
hba
。tc对应于碳化物完全溶解的温度并且可以在热处理之后通过feg-sem观察来确定。在该范围内,退火将允许使析出的碳化物的面积分数最小化并且促进锰分配到奥氏体中。此外,低于680℃,显微组织未被粗化。tc高于ac1,因为tc为铁素体/奥氏体/碳化物三相区域与铁素体/奥氏体双相区域之间的边界线,该边界线高于ac1温度,因为ac1为铁素体/碳化物区域与铁素体/奥氏体/碳化物区域之间的边界线。优选地,温度t
hba
为600℃至680℃。
[0059]
将钢板在所述温度t
hba
下保持0.1小时至120小时的保持时间t
hba
以促进锰扩散。此外,经热轧的钢板的这种热处理允许在保持经热轧的钢板的韧性的同时降低硬度。
[0060]
然后将经热轧和热处理的钢板冷却至室温并且可以将其酸洗以除去氧化。
[0061]
然后将经热轧和热处理的钢板以20%至80%的压下率冷轧。
[0062]
然后使经冷轧的钢板在(ac1+ac3)/2至(ac3+80)的温度t1下经受第一退火10秒至1800秒的保持时间t1。当t1高于该限制时,不能使足够的奥氏体在室温下稳定。优选地,t1为720℃至900℃,并且更优选地为720℃至870℃,以及时间t1为100秒至1000秒。这样的退火可以通过持续退火来进行。
[0063]
然后将经冷轧和退火的钢板冷却至低于80℃,优选地以至少0.1℃/秒,并且更优选地至少1℃/秒的平均冷却速率冷却至低于80℃。然后板的显微组织由奥氏体和马氏体构成并且如果退火温度低于ac3,则还可以包含铁素体。如果退火在高于ac3下进行,则将不存在这样的铁素体。
[0064]
在冷却之后,然后使钢板在350℃至650℃的温度t2下在1小时至100小时的时间t2期间经受第二退火步骤。优选地,t2为400℃至650℃,以及t2为1小时至50小时。该步骤可以通过分批退火来进行。
[0065]
第二退火的主要目的是当温度仍然低时,使马氏体在退火开始时回火。然后,当温度升高时,持续碳和锰从相邻马氏体向奥氏体的分配。最后,当温度达到t2时,部分马氏体转变为奥氏体。
[0066]
第二退火温度t2取决于化学组成、中间分批退火和第一退火。第二退火温度t2应低至足以限制之后将在小变形的情况下转变为新鲜马氏体从而导致屈服强度和延伸率二者降低的不稳定奥氏体的形成。第二退火温度t2应低至足以避免将在最终冷却时转变为新鲜马氏体从而导致延伸率降低的不稳定奥氏体的形成。第二退火温度t2还应高至足以避免过多碳化物的形成,过多碳化物的形成消耗碳和锰并导致强度的降低。当第二退火温度t2低于钢板的tc值时,尤其可以发生该碳化物形成。
[0067]
第二退火温度t2还应高至足以避免过于稳定的奥氏体的形成,过于稳定的奥氏体的形成由于缺少trip-twip效应而导致延伸率的降低。
[0068]
然后使经冷轧和双重退火的钢板冷却至室温,并且在这样的冷却期间通过锰和碳较少的奥氏体的一部分的转变而可以形成小比例的新鲜马氏体。
[0069]
然后可以将板通过任何合适的方法进行涂覆,包括锌或基于锌的合金或者铝或基于铝的合金的热浸镀、电沉积或真空涂覆。
[0070]
现在将通过决不是限制性的以下实施例对本发明进行举例说明。
实施例
[0071]
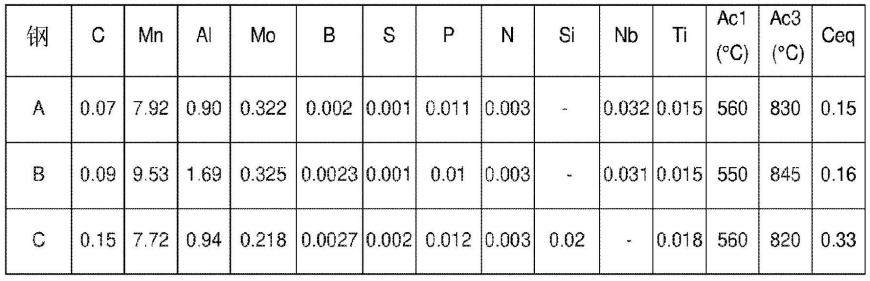
将其组成汇总在表1中的三个牌号铸造成半成品并加工成钢板。
[0072]
表1-组成
[0073]
所测试的组成汇总在下表中,其中元素含量以重量百分比表示。
[0074][0075]
冷轧板的ac1和ac3温度通过膨胀测定法测试和金相学分析确定。
[0076]
表2-经热轧和热处理的钢板的工艺参数
[0077]
将铸成的钢半成品在1200℃下再加热,热轧,然后卷取。然后将经热轧和卷取的钢板在温度t
hba
下热处理并在所述温度下保持保持时间t
hba
。应用以下获得经热轧和热处理的钢板的特定条件:
[0078]
[0079][0080]
带下划线的值:不允许获得目标特性的参数
[0081]
表3-经冷轧和双重退火的钢板的工艺参数
[0082]
然后将所获得的经热轧和热处理的钢板冷轧。然后将经冷轧的钢板在温度t1下进行第一退火并在所述温度下保持保持时间t1,然后以2℃/秒的冷却速度冷却。然后将钢板在温度t2下进行第二次加热并在所述温度下保持保持时间t2,然后冷却至室温。应用以下获得经冷轧和退火的钢板的特定条件:
[0083]
[0084][0085]
带下划线的值:不允许获得目标特性的参数
[0086]
然后对经冷轧和退火的板进行分析,并且分别在表4、表5和表6中汇总了对应的显微组织元素、机械特性和可焊性特性。
[0087]
表4-经冷轧和双重退火的钢板的显微组织
[0088]
确定所获得的经冷轧和双重退火的钢板的显微组织的相百分比。
[0089]
[c]a和[mn]a对应于以重量百分比计的奥氏体中的碳和锰的量。对于碳c%用x射线衍射以及对于锰mn%用具有场发射枪的电子探针微分析仪对其进行测量。
[0090]
通过以下方法确定显微组织中的相的表面分数:从经冷轧和双重退火的钢板中切割试样,将试样抛光并用本身已知的试剂蚀刻以显露显微组织。之后通过扫描电子显微镜,例如用具有场发射枪的扫描电子显微镜(“feg-sem”)以大于5000
×
的放大倍数在二次电子模式下检查截面。
[0091]
退火马氏体和新鲜马氏体可以通过其形态进行区分:与具有表面粗糙度并且不具有碳化物的新鲜马氏体相比,退火马氏体具有光滑的表面,有时内部具有碳化物。
[0092]
在硝酸酒精溶液或苦味酸/硝酸酒精溶液试剂蚀刻之后通过sem观察进行铁素体的表面分数的确定。
[0093]
通过x射线衍射进行残余奥氏体的体积分数的确定。
[0094]
通过经由具有场发射枪的扫描电子显微镜(“feg-sem”)和图像分析以大于15000
×
的放大倍数检查的板的截面来确定析出的碳化物的密度。
[0095]
[0096][0097]
带下划线的值:不对应于本发明
[0098]
表5-经冷轧和双重退火的钢板的机械特性
[0099]
确定所获得的经冷轧和双重退火的钢板的机械特性并将其汇总在下表中。
[0100]
屈服强度ys、抗拉强度ts以及均匀延伸率ue和总延伸率te根据2009年10月出版的iso标准iso 6892-1进行测量。
[0101][0102]
带下划线的值:不匹配目标值
[0103]
使试样1、2、3、4、8、19、26、27和28经受过低的温度t2。如由过高的([c]
a2
×
[mn]a)/(%c2×
%mn)的值表明的,所形成的奥氏体过于稳定,从而导致均匀延伸率的降低。
[0104]
相反,使试样5、9、18、24经受足够高的t2温度以确保奥氏体的稳定性符合目标,从而产生非常良好的均匀延伸率和总延伸率。
[0105]
此外,使试样19、25、26、27和28经受低于tc的温度t2并且包含过高量的碳化物,从
而超过4
×
106/mm2的最大可接受值。
[0106]
使试样10、11、12、20和21经受过高的温度t2。如由过低的([c]
a2
×
[mn]a)/(%c2×
%mn)的值表明的,所形成的奥氏体过于不稳定,从而导致屈服强度的降低。此外,所有这些试样均表现出一些新鲜马氏体形成,试样10、11和20高于5%的最大可接受值。相反,使试样13和22经受足够低的t2温度以确保奥氏体的稳定性符合目标,而没有新鲜马氏体形成,从而产生非常良好的特性。
[0107]
表6-经冷轧和双重退火的钢板的可焊性特性
[0108]
对经冷轧和双重退火的钢板进行标准iso 18278-2条件下的点焊。
[0109]
在所使用的测试中,样品由呈横向焊接等效物形式的两个钢板构成。施加力以使焊接点断裂。被称为横向抗拉强度(cts,cross tensile strength)的该力以dan表示。其取决于焊接点的直径和金属的厚度,也就是说钢和金属涂层的厚度。这使得可以计算系数α,系数α为cts的值与焊接点的直径乘以基材的厚度的乘积的比率。该系数以dan/mm2表示。
[0110]
确定经冷轧和双重退火的钢板的可焊性特性并将其汇总在下表中:
[0111]
[0112][0113]
lme指数=c%+si%/4,以重量%计。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1