脱氢装置和钢板的制造系统以及钢板的制造方法与流程
1.本发明涉及用于制造适合作为汽车、家电产品和建材等产业领域中使用的部件的钢板的脱氢装置和钢板的制造系统。特别是,本发明涉及用于得到钢中内在的扩散性氢量少的耐氢脆化优异的钢板的脱氢装置和钢板的制造系统以及钢板的制造方法。
背景技术:
2.作为高强度钢板特有的担忧点,已知有由侵入于钢板的氢而引起钢板脆化(氢脆化)。使用连续退火装置和连续热浸镀锌装置对钢板实施退火时,向退火炉中导入经常作为还原性或非氧化性气体使用的h2-n2混合气体。该h2-n2混合气体中的氢会因退火而侵入到钢中。另外,汽车用的钢板中,因汽车的使用环境下进行的腐蚀反应而产生氢,并侵入到钢中。如果不使侵入到钢中的扩散性氢充分减少,就会因扩散性氢而引起钢板的氢脆化,有可能导致延迟断裂。
3.以往,已经对减少钢中扩散性氢量的方法进行了各种研究。例如,专利文献1中公开了一种方法:通过在退火处理和伸长轧制后进行时效处理来减少钢中被捕获的氢量。另外,作为使扩散性氢减少的方法,已知有将退火后的钢板在室温下长时间放置而使扩散性氢从钢板表面脱离的方法。专利文献2中公开了一种方法:通过将实施冷轧后退火后的钢板在50℃~300℃的温度区域内保持1800s~3200s来减少钢中的扩散性氢量。
4.现有技术文献
5.专利文献
6.专利文献1:日本专利第6562180号公报
7.专利文献2:国际公开第2019/188642号说明书
技术实现要素:
8.然而,专利文献1、2所记载的方法中,由于能够通过退火后的加热保持而引起组织变化,因此难以将专利文献1、2中记载的方法应用于其它钢板。另外,在室温下放置钢板的方法中,需要长期放置钢板,因而生产率低。
9.本发明是鉴于上述情况而完成的,目的在于提供一种能够在不改变钢板的机械特性的情况下制造耐氢脆化特性优异的钢板的钢板的脱氢装置和钢板的制造系统以及钢板的制造方法。
10.本发明人等为了实现上述课题而反复进行深入研究,结果发现只要在固定条件下对钢板照射声波,就能够减少钢中的扩散性氢量而抑制氢脆化。推测这是由于以下机制:通过对钢板照射声波使钢板强制进行微振动而对钢板提供反复弯曲变形。其结果,与钢板的厚度中心部相比表面的晶格间距扩大。钢板中的氢在晶格间距较宽的情况下朝向势能低的钢板表面扩散,从该表面脱离。
11.本发明是基于上述见解而完成的。即,本发明的要旨构成如下。
12.[1]脱氢装置,具有:
[0013]
收容部,收容将钢带卷取成卷状的钢板卷材、以及
[0014]
声波照射装置,对收容于上述收容部的上述钢板卷材照射声波而制成制品卷材。
[0015]
[2]根据上述[1]所述的脱氢装置,其中,设定从上述声波照射装置产生的声波的强度和上述声波照射装置的位置以使上述钢板卷材的表面的最大的声压级满足30db以上。
[0016]
[3]根据上述[1]或[2]所述的脱氢装置,其中,进一步具有用于一边加热上述钢板卷材一边照射上述声波的加热部。
[0017]
[4]一种脱氢装置,具有:
[0018]
从钢板卷材放卷钢带的放卷装置、
[0019]
使上述钢带进行通板的通板装置、
[0020]
将上述钢带进行卷取的卷取装置、以及
[0021]
在上述通板装置中对通板中的上述钢带照射声波而制成制品卷材的声波照射装置。
[0022]
[5]根据上述[4]所述的脱氢装置,其中,设定由上述声波照射装置产生的声波的强度和上述声波照射装置的位置以使上述钢带的表面的最大的声压级满足30db以上。
[0023]
[6]根据上述[4]或[5]所述的脱氢装置,其中,进一步具有用于一边加热上述钢带一边照射上述声波的加热部。
[0024]
[7]根据上述[1]~[5]中任一项所述的脱氢装置,其中,进一步具有防止上述声波漏出到上述脱氢装置的外部的吸音部。
[0025]
[8]一种钢板的制造系统,具有:
[0026]
热轧装置,对钢坯实施热轧而制成热轧钢板、
[0027]
热轧钢板卷取装置,将上述热轧钢板卷取而得到热轧卷材、以及
[0028]
上述[1]~[7]中任一项所述的脱氢装置,将上述热轧卷材制成上述钢板卷材。
[0029]
[9]一种钢板的制造系统,具有:
[0030]
冷轧装置,对热轧钢板实施冷轧而制成冷轧钢板、
[0031]
冷轧钢板卷取装置,将上述冷轧钢板卷取而得到冷轧卷材的、以及
[0032]
上述[1]~[7]中任一项所述的脱氢装置,将上述冷轧卷材制成上述钢板卷材。
[0033]
[10]一种钢板的制造系统,具有:
[0034]
分批退火炉,对冷轧卷材或热轧卷材实施分批退火而得到退火卷材、以及
[0035]
上述[1]~[7]中任一项所述的脱氢装置,将上述退火卷材制成上述钢板卷材。
[0036]
[11]一种钢板的制造系统,具有:
[0037]
退火前放卷装置,从冷轧卷材或热轧卷材中放卷冷轧钢板或热轧钢板、
[0038]
连续退火炉,将上述冷轧钢板或热轧钢板进行连续退火而制成退火钢板、
[0039]
退火钢板卷取装置,将上述退火钢板卷取而得到退火卷材、以及
[0040]
上述[1]~[7]中任一项所述的脱氢装置,将上述退火卷材制成上述钢板卷材。
[0041]
[12]一种钢板的制造系统,具有:
[0042]
镀覆装置,在热轧钢板或冷轧钢板的表面形成镀覆被膜而制成镀覆钢板、
[0043]
镀覆钢板卷取装置,将上述镀覆钢板卷取而得到镀覆钢板卷材、以及
[0044]
上述[1]~[7]中任一项所述的脱氢装置,将上述镀覆钢板卷材制成上述钢板卷材。
[0045]
[13]根据上述[12]所述的钢板的制造系统,其中,上述镀覆装置为热浸镀锌装置。
[0046]
[14]根据上述[12]所述的钢板的制造系统,其中,上述镀覆装置包含热浸镀锌装置和其后的合金化炉。
[0047]
[15]根据上述[12]所述的钢板的制造系统,其中,上述镀覆装置为电镀装置。
[0048]
[16]一种钢板的制造方法,包含如下声波照射工序:对将钢带卷取成卷状的钢板卷材以该钢板卷材的表面的声压为30db以上的方式照射声波而制成制品卷材。
[0049]
[17]根据上述[16]所述的钢板的制造方法,其中,上述声波照射工序是将上述钢板卷材保持在300℃以下而进行。
[0050]
[18]一种钢板的制造方法,具有:
[0051]
从钢板卷材放卷钢带的工序、
[0052]
使上述钢带进行通板的通板工序、以及
[0053]
将上述钢带卷取而制成制品卷材的工序,
[0054]
上述通板工序包含如下声波照射工序:对上述钢带以上述钢带的表面的声压级满足30db以上的方式照射声波。
[0055]
[19]根据上述[18]所述的钢板的制造方法,其中,上述声波照射工序将上述钢带保持在300℃以下而进行。
[0056]
[20]根据上述[16]~[19]中任一项所述的钢板的制造方法,其中,包含对钢坯实施热轧而制成热轧钢板的工序和将上述热轧钢板卷取而得到热轧卷材的工序,进而将上述热轧卷材制成上述钢板卷材。
[0057]
[21]根据上述[16]~[19]中任一项所述的钢板的制造方法,其中,包含对热轧钢板实施冷轧而制成冷轧钢板的工序和将上述冷轧钢板卷取而得到冷轧卷材的工序,进而将上述冷轧卷材制成上述钢板卷材。
[0058]
[22]根据上述[16]~[19]中任一项所述的钢板的制造方法,其中,包含对冷轧卷材或热轧卷材实施分批退火而得到退火卷材的工序,进而将上述退火卷材制成上述钢板卷材。
[0059]
[23]根据上述[16]~[19]中任一项所述的钢板的制造方法,其中,包含从冷轧卷材或热轧卷材中放卷冷轧钢板或热轧钢板的工序、将上述冷轧钢板或上述热轧钢板进行连续退火而得到退火钢板的工序和将上述退火钢板卷取而得到退火卷材的工序,进而将上述退火卷材制成上述钢板卷材。
[0060]
[24]根据上述[16]~[19]中任一项所述的钢板的制造方法,其中,包含在热轧钢板或冷轧钢板的表面形成镀覆被膜而制成镀覆钢板的镀覆工序和将上述镀覆钢板卷取而得到镀覆钢板卷材的工序,进而将上述镀覆钢板卷材制成上述钢板卷材。
[0061]
[25]根据上述[24]所述的钢板的制造方法,其中,上述镀覆工序包含热浸镀锌工序。
[0062]
[26]根据上述[24]所述的钢板的制造方法,其中,上述镀覆工序包含热浸镀锌工序和其后的合金化工序。
[0063]
[27]根据上述[24]所述的钢板的制造方法,其中,上述镀覆工序包含电镀工序。
[0064]
[28]根据上述[16]~[27]中任一项所述的钢板的制造方法,其中,上述制品卷材由具有590mpa以上的拉伸强度的高强度钢板构成。
[0065]
[29]根据上述[16]~[28]中任一项所述的钢板的制造方法,其中,上述制品卷材包含具有如下成分组成的基底钢板,所述成分组成以质量%计含有c:0.030%~0.800%、si:0.01%~3.00%、mn:0.01%~10.00%、p:0.001%~0.100%、s:0.0001%~0.0200%、n:0.0005%~0.0100%和al:2.000%以下,剩余部分由fe和不可避免的杂质构成。
[0066]
[30]根据上述[29]所述的钢板的制造方法,其中,上述成分组成以质量%计进一步含有选自ti:0.200%以下、nb:0.200%以下、v:0.500%以下、w:0.500%以下、b:0.0050%以下、ni:1.000%以下、cr:1.000%以下、mo:1.000%以下、cu:1.000%以下、sn:0.200%以下、sb:0.200%以下、ta:0.100%以下、ca:0.0050%以下、mg:0.0050%以下、zr:0.0050%以下和rem:0.0050%以下中的至少1种元素。
[0067]
[31]根据上述[16]~[28]中任一项所述的钢板的制造方法,其中,上述制品卷材包含具有如下成分组成的不锈钢板,所述成分组成以质量%计含有c:0.001%~0.400%、si:0.01%~2.00%、mn:0.01%~5.00%、p:0.001%~0.100%、s:0.0001%~0.0200%、cr:9.0%~28.0%、ni:0.01%~40.0%、n:0.0005%~0.500%和al:3.000%以下,剩余部分由fe和不可避免的杂质构成。
[0068]
[32]根据上述[31]所述的钢板的制造方法,其中,上述成分组成以质量%计进一步含有选自ti:0.500%以下、nb:0.500%以下、v:0.500%以下、w:2.000%以下、b:0.0050%以下、mo:2.000%以下、cu:3.000%以下、sn:0.500%以下、sb:0.200%以下、ta:0.100%以下、ca:0.0050%以下、mg:0.0050%以下、zr:0.0050%以下和rem:0.0050%以下中的至少1种元素。
[0069]
[33]根据上述[16]~[32]中任一项所述的钢板的制造方法,其中,上述制品卷材具有0.50质量ppm以下的扩散性氢量。
[0070]
根据本发明,能够在不改变钢板的机械特性的情况下制造耐氢脆化特性优异的钢板。
附图说明
[0071]
图1是示出声波照射装置的构成的一个例子的图。
[0072]
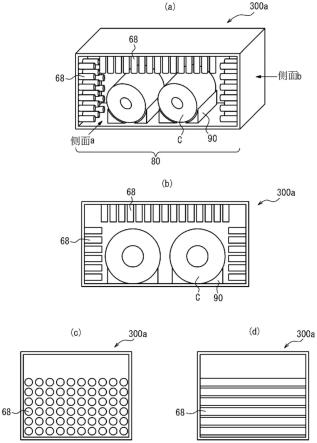
图2是用于对实施方式1的脱氢装置的构成的一个例子进行说明的概要图,(a)为脱氢装置的立体图,(b)为从侧面a侧观察脱氢装置而得的图,(c)是从侧面b观察脱氢装置的一个例子而得的图的一个例子,(d)是从侧面b观察脱氢装置的另一例子而得的图。
[0073]
图3是从钢板卷材的卷取轴向观察实施方式2的脱氢装置的构成的一个例子而得的图。
[0074]
图4是示出实施方式2的脱氢装置的相对于放卷的钢板的声波照射装置的配置的例子的图。
具体实施方式
[0075]
以下,对本发明的实施方式进行说明。本发明不限定于以下的实施方式。本说明书中,使用“~”表示的数值范围表示包含“~”的前后所记载的数值作为下限值和上限值的范围。本说明书中“钢板”为包含热轧钢板、冷轧钢板、将它们进一步退火而得的退火钢板、以及在它们的表面形成镀覆被膜的镀覆钢板的通称。“钢板”的形状没有限定,包括钢板卷材
和被放卷的钢带中的任一者。
[0076]
本脱氢装置对钢板照射声波来减少钢中的扩散性氢量。根据本脱氢装置,由于无需对钢板进行加热处理,因此能够减少钢中的扩散氢量而不担心改变钢板的组织特性。
[0077]
另外,本钢板的制造方法中,以钢板的表面的声压级满足30db以上的方式对钢板照射声波。根据本钢板的制造方法,由于无需对钢板进行加热处理,因此能够减少钢中的扩散氢量而不担心改变钢板的组织特性。
[0078]
这里,能够通过对钢板照射声波而提高钢板的耐氢脆性的理由尚不明确,但本发明人等推测如下。
[0079]
即,通过对钢板在规定条件下照射声波而使钢板强制激振。由于因该强制激振所致的弯曲变性而引起钢板的晶格间距在板厚方向反复进行扩张(拉伸)和收缩(压缩)。钢中的扩散性氢由于被诱导向势能更低的拉伸侧扩散,因此伴随着该晶格间距的扩张和收缩,扩散性氢的扩散得到促进,强制引起将钢板内部与表面连接的扩散性氢的扩散路径。强制形成了扩散路径的扩散性氢在钢板的表面附近的晶格间距扩张的时刻不易通过表面进一步向在势能上更有利的钢板外部逃逸。推测这样对钢板在规定条件下照射的声波充分且有效地减少钢中的扩散性氢,因此能够良好且简便地抑制钢板的氢脆化。
[0080]
以下,分成(1)对钢板卷材照射声波的脱氢装置和钢板的制造方法以及(2)在将钢板卷材放卷并再次卷回的同时对放卷的钢板照射声波的脱氢装置和钢板的制造方法来进行说明。
[0081]
<实施方式1>
[0082]
本实施方式的脱氢装置为具有收容将钢带卷取成卷状的钢板卷材c的收容部、以及对收容于上述收容部的上述钢板卷材照射声波而制成制品卷材的声波照射装置的脱氢装置。钢板的制造的各种工序中,钢带被卷取成钢板卷材。
[0083]
另外,本实施方式的钢板的制造方法包含声波照射工序如下:对将钢带卷取成卷状的钢板卷材以该钢板卷材的表面的声压级满足30db以上的方式照射声波而制成制品卷材。钢板的制造的各种工序中,钢带被卷取成钢板卷材。
[0084]
本实施方式的脱氢装置和钢板的制造方法中,通过对该钢板卷材照射声波,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的钢板。认为特别在钢板卷材中,对钢带施加弯曲变性,钢带的径向外侧的面的晶格间距扩张,因此容易朝向径向外侧而形成氢的扩散路径。本实施方式中,通过对钢板卷材照射声波,由于会对径向外侧的面的晶格间距扩张的状态的钢带进一步施加微小弯曲变性,因此能够更好地减少钢中的扩散性氢。
[0085]
[[声波照射装置]]
[0086]
声波的照射可以使用一般的声波照射装置。图1中示出声波照射装置的构成的一个例子。如图1所示,一个例子中,声波照射装置60具备声压控制器69、声波发生器62、振动换能器64、变幅杆66和喇叭68。声波发生器62将一般频率(例如50hz、60hz)的电信号转换为所期望的频率的电信号,传递到振动换能器64。应予说明,一般情况下,电压通常为ac200~240v,并在声波发生器62内部扩大至接近1000v。由声波发生器62传递的所期望的频率的电信号通过位于振动换能器64内部的压电元件而转换为机械振动能,该机械振动能被传递至变幅杆。变幅杆66将由振动换能器64传递的振动能的振幅扩大(或者转换为最佳振幅)而传递到喇叭68。喇叭68是用于使从变幅杆66传递来的振动能具有指向性并以具有指向性的声
波的形式在空气中传播的部件。一个例子中,从朝向钢板卷材照射指向性高的声波的观点考虑,喇叭68可以为圆筒状部件。此外,钢板卷材表面的声压级由噪声计70检测,被输入至声压控制器69。声压控制器69将钢板卷材表面的声压的目标值与由噪声计70检测到的声压的实际值进行比较,以使实际值与目标值一致的方式介由变幅杆66来调节声压级,由喇叭68照射声波。
[0087]
[[脱氢装置]]
[0088]
本钢板的制造方法中,对钢板卷材照射声波的方式没有特别限定。作为一个例子,从朝向钢板卷材照射指向性高的声波的观点考虑,喇叭68可以为圆筒状部件。图2中示出用于对钢板卷材照射声波来减少钢中的扩散性氢的脱氢装置的一个例子。图2中的(a)为脱氢装置300a的立体图。应予说明,图2中的(a)中仅图示了从脱氢装置300a的侧面a侧观察到的最靠近前侧的几列的喇叭68。图2中的(b)为从侧面a侧观察脱氢装置300a而得的图。如图2中的(a)和图2中的(b)所示,脱氢装置300a具备用于收容钢板卷材c的收容部80,具备对收容于该收容部80的钢板卷材c照射声波的喇叭68。喇叭68的个数、配置没有特别限定,在图2的例子中,以包围钢板卷材c的周围的方式配置有多个喇叭68。应予说明,虽然图2中的(a)~(d)未图示,但向各喇叭68依次结合有变幅杆66、振动换能器64、声波发生器62和声压控制器69,使其成为由喇叭68对钢板卷材c照射声波。通过以包围钢板卷材c的周围的方式配置多个喇叭68,能够对钢板卷材c均匀地照射声波。认为如图2中的(a)所示以包围钢板卷材c的周围的方式设置喇叭68的情况下由喇叭68照射的声波使钢板卷材c的卷材表面发生振动。认为在卷材表面发生振动的钢板卷材c中,振动以钢板卷材c中的存在于钢板间的空气为介质朝向卷材内周传播,或者,振动从卷材的最外周表面的振动直接朝向卷材内周传播,最终振动传播到卷材最内部。应予说明,如图所示,收容部80能够收容多个钢板卷材c。
[0089]
从对钢板卷材c的整个表面均匀照射声波的观点考虑,优选以包围钢板卷材c的方式沿着脱氢装置300a的内壁的高度方向、宽度方向配置多个喇叭。图2中的(c)示出从侧面b观察脱氢装置的一个例子而得的图。如图2中的(c)所示,可以将圆筒状的喇叭68沿着侧面b的高度方向、宽度方向以均匀的间隔设置。另外,图2中的(d)示出从侧面b观察脱氢装置的另一例子而得的图。喇叭68只要对钢板卷材c照射声波即可,例如,如图2中的(d)所示,可以为截面长方形的方筒形状。另外,可以在钢板卷材c所划分的中空部放入喇叭68,从钢板卷材c的内侧照射声波。
[0090]
应予说明,由于扩散性氢从钢板卷材c的端面被释放,因此认为与钢板卷材c的钢板宽度方向端部相比使钢板宽度方向中央部的扩散性氢量减少的效率降低。因此,优选喇叭68特别设置于钢板卷材c的钢板宽度方向中央部附近。
[0091]
应予说明,如图所示,脱氢装置300a内适当地设置有卷材保持部90。卷材保持部90的形态没有特别限定,以钢板卷材c的卷取轴向与脱氢装置300a的底板平行的方式载置钢板卷材c的情况下,如图2中的(a)所示,卷材保持部90可以为从两侧夹持钢板卷材c的一对棒状部件用以方式钢板卷材c在脱氢装置300a内滚动。如图2中的(a)所示,卷材保持部90可以为一对棒状部件,其具有沿着钢板卷材c的最外周所描绘的弧的凹弧状的上表面。另外,虽然未图示,但钢板卷材c可以以卷取轴向与脱氢装置300a的底板平行的方式载置。
[0092]
[[频率]]
[0093]
声波照射装置60所照射的声波的频率没有特别限定,可以根据收容于收容部80的
钢板卷材c的种类而设定。从钢板的刚性不阻碍振动而进一步促进氢的扩散的观点考虑,声波照射装置60所照射的声波的频率优选为10hz以上。应予说明,“频率”是指任意的声波照射装置中设定的声波输出侧的频率(hz),频率越高,声波的指向性越高,因此更容易控制照射声波的位置。因此,声波的频率更优选为100hz以上,进一步优选为500hz以上,最优选为1000hz以上、3000hz以上、或者5000hz。应予说明,声波的频率的上限没有特别限定,优选为100khz以下,更优选为80khz以下,进一步优选为50khz以下。这是由于:如果声波的频率为100000hz以下,则能够适当防止声波振动在空气中的衰减,对钢板进行充分激振。应予说明,声波照射装置60所产生的声波的频率可以通过调整从声波发生器送入振动换能器的交流电压信号的频率和波形而进行控制。
[0094]
[[声压级]]
[0095]
本实施方式的钢板的制造方法中,对钢板卷材照射该钢板卷材的表面的声压级为30db以上的声波为重要构成要件之一。因此,本实施方式的脱氢装置300a中,优选设定钢板卷材c的表面的最大声压级满足30db以上的由声波照射装置60产生的声波的强度和声波照射装置60的位置。应予说明,钢板卷材c的表面是指位于钢板卷材c的最外周的钢板的表面。即便照射声压级不足30db的声波,所照射的声波应对钢板赋予的振动受钢板本身的刚性阻碍,无法促进氢向钢板外的扩散,钢中的扩散性氢量无法充分减少。另外,所照射的声波的钢板卷材c的表面的最大声压级更优选满足60db以上,进一步满足80db以上。所照射的声波的声压级越高,使钢板振动越大,从钢中释放残留氢越多,由此能够使耐氢脆性越得到改善。另一方面,在一般可得到的声波照射装置60的性能上,可以以钢板卷材c的表面的最大声压级通常为150db以下的方式设定由声波照射装置产生的声波的强度和声波照射装置的位置。应予说明,“声压级”可以通过在钢板卷材的表面的附近且声波照射装置60的正下方设置声压计而进行测定。或者,如果确定由声波照射装置60产生的声波的强度i和声波照射装置与钢板卷材的距离d,则也可以以离线的方式把握“钢板卷材的表面的声压级”。即,可以通过在距产生强度i的声波的离线的声波照射装置在声波的主要行进方向为距离d的位置设置声压计来把握“钢板卷材的表面的声压级”。
[0096]
[[照射时间]]
[0097]
对钢板卷材c照射声波的时间没有特别限定。本实施方式中,由于在热轧后或冷轧后对钢板卷材照射声波,因此与一边使钢带进行通板一边照射声波的情况不同,能够不受照射时间制约地照射声波。推测照射声波的时间越长,能够将扩散性氢减少得越多,因此照射声波的时间优选为1分钟以上。声波的照射时间更优选为30分钟以上,进一步优选为60分钟以上。另一方面,从生产率的观点考虑,声波的照射时间优选为30000分钟以下,更优选为10000分钟以下,进一步优选为1000分钟以下。声波的照射时间例如可以通过利用控制部来控制声波照射装置60的驱动时间而进行控制。
[0098]
[[加热装置]]
[0099]
[[钢板卷材的保持温度]]
[0100]
脱氢装置300a可以进一步具有用于一边将钢板卷材c加热一边照射声波的加热部。声波照射工序中的钢板卷材c的温度没有特别限定。这是由于根据本实施方式,即便不加热保持钢板卷材c也能够减少钢中的扩散性氢。然而,由于通过利用加热部一边加热钢板卷材c一边照射声波,能够进一步提高氢的扩散速度,因此能够进一步减少钢中的扩散性氢
量。因此,照射声波时的钢板卷材c的温度优选为30℃以上,更优选为50℃以上,进一步优选为100℃以上。声波照射工序中的钢板卷材c的温度的上限没有特别限定,从适当防止钢板卷材c的组织变化的观点考虑,如后所述,除了在分批退火中进行声波照射的情况以外,优选为300℃以下。应予说明,本实施方式中,照射声波时的钢板卷材c的温度以钢板卷材径向二分之一位置的温度为基准。钢板卷材径向二分之一位置的温度可以通过在钢板卷材的径向二分之一位置直接夹住热电偶,测定存在于径向二分之一位置的钢带的温度而进行测定。钢板卷材c的加热方法例如除了在收容部一侧壁设置加热器的方法以外,也可以为将在外部产生的高温空气送入收容部并使其在收容部内循环的方法等一般的方法。
[0101]
本实施方式的脱氢装置300a可以在脱氢装置300a的外部进一步具有防止上述声波漏出的吸音部。吸音部例如可以为以包围收容部80的内壁的方式设置的吸音材料。
[0102]
根据本实施方式,能够将声波照射后得到的制品卷材c的扩散性氢量减少至0.5质量ppm以下。通过将制品卷材c的扩散性氢量减少至0.5质量ppm以下,能够防止钢板的氢脆化。声波照射后的钢中的扩散性氢量优选为0.3质量ppm以下,进一步优选为0.2质量ppm以下。
[0103]
制品卷材c的扩散性氢量如下进行测定。从制品卷材的径向二分之一位置采取长度为30mm、宽度为5mm的试验片。钢板为热浸镀锌钢板或合金化热浸镀锌钢板的情况下,将试验片的热浸镀锌层或合金化热浸镀锌层通过研削或碱而除去。然后,利用升温脱氢分析法(thermal desorption spectrometry:tds)对从试验片释放出的氢量进行测定。具体而言,以升温速度200℃/h从室温连续加热到300℃后,冷却至室温,测定从室温到210℃从试验片释放出的累积氢量,作为制品卷材c的扩散性氢量。
[0104]
以下,对本实施方式的应用例进行更具体的说明。
[0105]
[[热轧钢板]]
[0106]
本实施方式的脱氢装置300a和钢板的制造方法可以用于制造热轧钢板。
[0107]
本应用例的钢板的制造系统为具有对钢坯实施热轧而制成热轧钢板热轧装置、将上述热轧钢板卷取而得到热轧卷材的热轧钢板卷取装置、以及将上述热轧卷材制成上述钢板卷材c的钢板的脱氢装置的钢板制造系统。热轧装置对具有公知成分组成的钢坯实施由粗轧和精轧构成的热轧而制成热轧钢板。热轧钢板卷取装置将该热轧钢板卷取而制成热轧卷材。脱氢装置300a将该热轧卷材作为钢板卷材c对热轧卷材以上述条件照射声波。通过该声波的照射,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的热轧钢板。应予说明,可以对得到的热轧钢板进一步实施冷轧而制成冷轧钢板。
[0108]
本应用例的钢板的制造方法包含对钢坯实施热轧而制成热轧钢板的工序、以及将上述热轧钢板卷取而得到热轧卷材的工序,将上述热轧卷材制成上述钢板卷材。照射声波之前的热轧卷材的制造方法没有特别限定,只要对具有公知成分组成的钢坯实施由粗轧和精轧构成的热轧而制成热轧钢板,将该热轧钢板利用公知方法进行卷取而制成热轧卷材即可。通过对该热轧卷材以上述条件照射声波,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的热轧钢板。应予说明,可以对得到的热轧钢板进一步实施冷轧而制成冷轧钢板。
[0109]
[[冷轧钢板]]
[0110]
本实施方式的脱氢装置300a和钢板的制造方法也可以用于制造冷轧钢板。
[0111]
本应用例的钢板的制造系统为具有对热轧钢板实施冷轧而制成冷轧钢板的冷轧
装置、将上述冷轧钢板卷取而得到冷轧卷材的冷轧钢板卷取装置、以及将上述冷轧卷材制成上述钢板卷材c的脱氢装置300a的钢板的制造系统。冷轧装置对公知的热轧钢板实施或不实施热轧板退火,对热轧后的热轧钢板或热轧板退火后的热轧钢板实施1次冷轧或夹着中间退火的2次以上的冷轧而制成具有最终板厚的冷轧钢板。冷轧钢板卷取装置将冷轧后的冷轧钢板按照公知方法进行卷取而制成冷轧卷材。脱氢装置300a将该冷轧卷材作为钢板卷材c,对冷轧卷材以上述条件照射声波。通过该声波的照射,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的冷轧钢板。应予说明,钢板的制造系统可以进一步具有能够对将热轧后的热轧钢板卷取而得到的热轧卷材以上述条件照射声波的脱氢装置300a。接着,从声波照射后的热轧卷材中放卷热轧钢板并实施冷轧而制成冷轧卷材,对该冷轧卷材利用脱氢装置300a进一步照射声波,由此能够进一步减少钢中的扩散性氢量而得到耐氢脆化特性特别优异的钢板。
[0112]
本应用例的钢板的制造方法包含将热轧钢板进行冷轧而制成冷轧钢板的工序、以及将上述冷轧钢板卷取而得到冷轧卷材的工序,将上述冷轧卷材制成上述钢板卷材。照射声波之前的冷轧卷材的制造方法没有特别限定。一个例子中,可以对具有公知成分组成的钢坯实施由粗轧和精轧构成的热轧而制成热轧钢板,对该热轧钢板实施或不实施热轧板退火,对热轧后的热轧钢板或热轧板退火后的热轧钢板实施1次冷轧或夹着中间退火的2次以上的冷轧而制成具有最终板厚的冷轧钢板。冷轧后的冷轧钢板根据公知的方法进行卷取而制成冷轧卷材。对该冷轧卷材以上述条件照射声波,由此能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的冷轧钢板。应予说明,除了对冷轧卷材照射声波以外,也可以将热轧后的热轧钢板进行卷取而制成热轧卷材,并对该热轧卷材也以上述条件照射声波。接着,从声波照射后的热轧卷材中放卷热轧钢板,实施冷轧而制成冷轧卷材,对该冷轧卷材进一步照射声波,由此能够进一步减少钢中的扩散性氢量而得到耐氢脆化特性特别优异的钢板。
[0113]
本实施方式中,照射声波的热轧钢板或冷轧钢板的种类没有特别限定。钢板的成分组成没有特别限定,作为可以特别优选应用实施方式的钢板,可例示具有以下成分组成的钢板。首先,对钢板的成分组成的适当范围及其限定理由进行说明。
[0114]
[必需成分]
[0115]
c:0.030%~0.800%
[0116]
c为对提高强度所必需的元素。通过使c量为0.030%以上,能够得到特别适当强度。另外,通过使c量为0.800%以下,能够特别适当地防止材料本身的脆化。从这样的观点考虑,c量优选为0.030%以上,优选为0.800%以下。c量更优选为0.080%以上。另外,c量更优选为0.500%以下。
[0117]
si:0.01%~3.00%,
[0118]
si为变为置换型固溶体使材质大大硬质化的固溶强化元素,对使钢板的强度上升是有效的。为了通过添加si而得到强度上升的效果,si量优选为0.01%以上。另一方面,从防止钢的脆化和延展性的降低、以及防止红鳞等而得到良好的表面性状、进而得到良好的镀覆外观和镀覆密合性的观点考,si量优选为3.00%以下。因此,si优选为0.01%以上,优选为3.00%以下。si更优选为0.10%以上,更优选为2.50%以下。
[0119]
mn:0.01%~10.00%
[0120]
mn通过固溶强化而使钢板的强度上升。为了得到该效果,mn量优选为0.01%以上。
另一方面,通过使mn量为10.00%以下,能够适当防止mn偏析,防止钢组织的不均,进一步抑制氢脆化。因此,mn量优选为10.00%以下。mn量更优选为0.5%以上,更优选为8.00%以下。
[0121]
p:0.001%~0.100%
[0122]
p为具有固溶强化的作用、可以根据所期望的强度而添加的元素。为了得到这样的效果,优选使p量为0.001%以上。另一方面,通过使p量为0.100%以下,能够得到优异的焊接性。另外,通过使p量为0.100%以下,从而能够在钢板表面形成镀锌被膜并对该镀锌被膜实施合金化处理而形成合金化镀锌被膜的情况下防止合金化速度的降低,形成优异的品质的镀锌被膜。因此,p量优选为0.001%以上,优选为0.100%以下。p量更优选为0.003%以上。另外,p量更优选为0.050%以下。
[0123]
s:0.0001%~0.0200%
[0124]
通过减少s量,能够适当地防止热加工时的钢的脆化,并且适当防止硫化物的产生来提高局部变形能力。因此,s量优选为0.0200%以下,更优选为0.0100%以下,进一步优选为0.0050%以下。s量的下限没有特别限定,由于生产技术上的制约,s量优选为0.0001%以上,更优选为0.0050%以下。
[0125]
n:0.0005%~0.0100%
[0126]
通过减少n量,能够提高钢的耐时效性。因此,n量优选为0.0100%以下,更优选为0.0070%以下。n量的下限没有特别限定,由于生产技术上的制约,n量优选为0.0005%以上,更优选为0.0010%以上。
[0127]
al:2.000%以下
[0128]
al为作为脱氧剂发挥作用,对钢的清洁度有效的元素,优选在脱氧工序中进行添加。为了得到添加效果,在添加时,al量优选为0.001%以上。另一方面,从适当防止在连续铸造时产生钢片裂纹的观点考虑,al量优选为2.000%以下。al量更优选为0.010%以上。另外,al量更优选为1.200%以下。
[0129]
[任意成分]
[0130]
成分组成可以以质量%计进一步含有选自ti:0.200%以下、nb:0.200%以下、v:0.500%以下、w:0.500%以下、b:0.0050%以下、ni:1.000%以下、cr:1.000%以下、mo:1.000%以下、cu:1.000%以下、sn:0.200%以下、sb:0.200%以下、ta:0.100%以下、ca:0.0050%以下、mg:0.0050%以下、zr:0.0050%以下和rem:0.0050%以下中的至少1种元素。
[0131]
ti:0.200%以下
[0132]
ti通过钢的析出强化,另外通过由铁素体晶粒的生长抑制所致的细粒强化而有助于钢板的强度上升。添加ti时,优选为0.005%以上。添加ti时,ti量更优选为0.010%以上。另外,通过使ti量为0.200%以下,能够适当防止碳氮化合物的析出,进一步提高成型性。因此,在添加ti的情况下,优选使其添加量为0.200%以下。ti量更优选为0.100%以下。
[0133]
nb:0.200%以下、v:0.500%以下、w:0.500%以下
[0134]
nb、v、w对钢的析出强化有效。添加nb、v、w时,优选分别为0.005%以上。添加nb、v、w时,更优选分别为0.010%以上。另外,通过使nb为0.200%以下,使v、w为0.500%以下,能够与ti同样地适当防止碳氮化合物的析出量,进一步提高成型性。因此,添加nb时,其添加量优选为0.200%以下,更优选为0.100%以下。添加v、w时,其添加量优选分别为0.500%以
下,更优选分别为0.300%以下。
[0135]
b:0.0050%以下
[0136]
b对晶界的强化和钢板的高强度化有效。添加b时,优选为0.0003%以上。另外,为了得到更理想的成型性,b优选为0.0050%以下。因此,添加b时,其添加量优选为0.0050%以下,更优选为0.0030%以下。
[0137]
ni:1.000%以下
[0138]
ni为通过固溶强化而使钢的强度上升的元素。添加ni时,优选为0.005%以上。另外,从减少硬质的马氏体的面积率而进一步提高延展性的观点考虑,ni优选为1.000%以下。因此,添加ni时,其添加量优选为1.000%以下,更优选为0.500%以下。
[0139]
cr:1.000%以下、mo:1.000%以下
[0140]
cr、mo由于具有提高强度与成型性的平衡的作用,因此可以根据需要进行添加。添加cr、mo时,优选为cr:0.005%以上、mo:0.005%以上。另外,从减少硬质的马氏体的面积率而进一步提高延展性的观点考虑,cr、mo优选分别为cr:1.000%以下、mo:1.000%以下。cr、mo优选分别为cr:0.500%以下、mo:0.500%以下。
[0141]
cu:1.000%以下
[0142]
cu为对钢的强化有效的元素,可以根据需要进行添加。添加cu时,优选为0.005%以上。另外,从减少硬质的马氏体的面积率而进一步提高延展性的观点考虑,添加cu时,其量优选为1.000%以下,更优选为0.200%以下。
[0143]
sn:0.200%以下、sb:0.200%以下
[0144]
sn和sb由于抑制因钢板表面的氮化和氧化而产生的钢板表层的几十μm左右的区域的脱碳,因此通过根据需要进行添加而对强度和材质稳定性的确保是有效的。添加sn、sb时,优选分别为0.002%以上。另外,为了得到更优异的韧性,添加sn和sb时,其含量分别优选为0.200%以下,更优选为0.050%以下。
[0145]
ta:0.100%以下
[0146]
ta与ti、nb同样地生成合金碳化物和合金碳氮化合物而有助于高强度化。此外,认为通过一部分固溶于nb碳化物、nb碳氮化合物,生成(nb,ta)(c,n)这样的复合析出物而明显抑制析出物的粗大化,具有使通过析出强化而对强度做出的贡献稳定化的效果。因此,优选含有ta。这里,添加ta时,优选为0.001%以上。ta量的上限没有特别限定,从减少成本的观点考虑,添加ta时,其含量优选为0.100%以下,更优选为0.050%以下。
[0147]
ca:0.0050%以下、mg:0.0050%以下、zr:0.0050%以下、rem:0.0050%以下
[0148]
ca、mg、zr和rem是使硫化物的形状球状化、对用于改善硫化物对成型性的不良影响有效的元素。添加这些元素时,分别优选为0.0005%以上优选为。另外,为了适当防止夹杂物等的增加,更适当地防止表面和内部缺陷等而添加ca、mg、zr和rem时,其添加量分别优选为0.0050%以下,更优选为0.0020%以下。
[0149]
本实施方式也可以特别优选用于氢脆化成为问题的高强度钢板。通过对由高强度钢板构成的钢板卷材c利用脱氢装置300a或者应用本钢板的制造方法照射声波,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的高强度钢板。例如,本实施方式中制造的钢板可以为具有590mpa以上、更优选1180mpa以上、进一步优选1470mpa以上的拉伸强度的高强度钢板。应予说明,钢板的拉伸强度依据jis z 2241(2011)进行测定。在高强度钢板中,
由氢脆化所致的延迟断裂经常成为问题,根据本实施方式,能够在不损害拉伸强度的情况下制造耐氢脆化特性优异的高强度钢板。
[0150]
另外,根据本实施方式的脱氢装置和钢板的制造方法,也能够对公知的不锈钢照射声波而制造耐氢脆化特性优异的不锈钢。以下,对钢板为不锈钢板时的成分组成及其限定理由进行说明。
[0151]
[必需成分]
[0152]
c:0.001%~0.400%
[0153]
c为在不锈钢中对得到高强度而不可或缺的元素。其中,如果c含量超过0.400%时,在钢制造的回火时与cr结合以碳化物的形式析出,该碳化物使钢的耐腐蚀性和韧性劣化。另一方面,c的含量小于0.001%时,得不到足够的强度,如果超过0.400%,则上述劣化变得明显。因此,使c的含量为0.001%~0.400%。c含量优选为0.005%以上。另外,c含量优选为0.350%以下。
[0154]
si:0.01%~2.00%
[0155]
si为作为脱氧剂而有用的元素。通过使si含量为0.01%以上而得到该效果。其中,如果过量含有si,则固溶于钢中的si使钢的加工性降低。因此,si含量的上限为2.00%。si含量优选为0.05%以上。另外,si含量优选为1.8%以下。
[0156]
mn:0.01%~5.00%
[0157]
mn具有提高钢的强度的效果。含有0.01%以上的mn而得到这些效果。其中,如果mn含量超过5.00%,则钢的加工性降低。因此,mn含量的上限为5.00%。mn含量优选为0.05%以上。另外,mn含量优选为4.6%以下。
[0158]
p:0.001%~0.100%
[0159]
p为助长由晶界偏析所致的晶界破坏的元素,因而越低越好,使上限为0.100%。优选p含量为0.030%以下。进一步优选p含量为0.020%以下。应予说明,p含量的下限没有特别限定,从生产技术上的观点考虑,为0.001%以上。
[0160]
s:0.0001%~0.0200%
[0161]
s是作为mns等硫化物系夹杂物存在使延展性、耐腐蚀性等降低的元素,特别是在含量超过0.0200%时明显产生它们的不良影响。因此,s含量优选尽量低,s含量的上限为0.0200%。优选s含量为0.010%以下。进一步优选s含量为0.005%以下。应予说明,s含量的下限没有特别限定,从生产技术上的观点考虑,为0.0001%以上。
[0162]
cr:9.0%~28.0%
[0163]
cr为构成不锈钢的基本元素,而且为表现出耐腐蚀性的重要元素。考虑180℃以上的严苛环境下的耐腐蚀性的情况下,cr含量小于9%时,得不到充分的耐腐蚀性,另一方面,如果超过28.0%,则效果饱和,在经济性的方面上存在问题。因此,使cr含量为9.0%~28.0%。cr含量优选为10.0%以上。另外,cr含量优选为25.0%以下。
[0164]
ni:0.01%~40.0%
[0165]
ni为提高不锈钢的耐腐蚀性的元素,但小于0.01%时,其效果无法充分发挥,另一方面,过量添加除了使不锈钢硬质化,使成型性劣化以外,还容易产生应力腐蚀裂纹。因此,使ni含量为0.01%~40.0%。ni含量优选为0.1%以上。另外,ni含量优选为30.0%以下。
[0166]
n:0.0005%~0.500%
[0167]
n为对提高不锈钢的耐腐蚀性有害的元素,也为奥氏体生成元素。如果含有超过0.5%,则在热处理时变为氮化物而析出,不锈钢的耐腐蚀性和韧性劣化。因此,使n含量的上限为0.500%、优选为0.20%。
[0168]
al:3.000%以下,
[0169]
al除了作为脱氧元素而添加以外,也具有抑制氧化鳞的剥离的效果。其中,如果添加超过3.000%,则会导致伸长率的降低和表面品质的劣化。因此,使al含量的上限为3.000%。al含量的下限没有特别限定,优选为0.001%以上。al含量更优选为0.01%以上。另外,al含量优选为2.5%以下。
[0170]
[任意成分]
[0171]
不锈钢的成分组成可以以质量%计进一步含有选自ti:0.500%以下、nb:0.500%以下、v:0.500%以下、w:2.000%以下、b:0.0050%以下、mo:2.000%以下、cu:3.000%以下、sn:0.500%以下、sb:0.200%以下、ta:0.100%以下、ca:0.0050%以下、mg:0.0050%以下、zr:0.0050%以下和rem:0.0050%以下中的至少1种元素。
[0172]
ti:0.500%以下
[0173]
ti是为了与c、n、s结合而提高耐腐蚀性、耐晶界腐蚀性、深拉深性而添加的元素。其中,如果添加超过0.500%,则因固溶ti而使不锈钢硬质化,韧性劣化。因此,使ti含量的上限为0.500%。ti含量的下限没有特别限定,优选为0.003%以上。ti含量更优选为0.005%以上。另外,ti含量优选为0.300%以下。
[0174]
nb:0.500%以下
[0175]
nb与ti同样是为了与c、n、s结合而提高耐腐蚀性、耐晶界腐蚀性、深拉深性而添加的元素。另外,由于除了加工性的提高、高温强度的提高以外,还促进间隙腐蚀的抑制和再钝化,因此根据需要而添加。其中,由于过量添加会导致不锈钢的硬质化使成型性劣化,因此使nb含量的上限为0.500%。nb含量的下限没有特别限定,优选为0.003%以上。nb含量更优选为0.005%以上。另外,nb含量优选为0.300%以下。
[0176]
v:0.500%以下
[0177]
v由于抑制间隙腐蚀而根据需要进行添加。其中,过量添加使不锈钢硬质化,使成型性劣化,因而使v含量的上限为0.500%。v含量的下限没有特别限定,优选为0.01%以上,v含量更优选为0.03%以上。另外,v含量优选为0.300%以下。
[0178]
w:2.000%以下
[0179]
w由于有助于提高耐腐蚀性和高温强度而根据需要进行添加。其中,通过添加超过2.000%而使不锈钢硬质化,导致钢板制造时的韧性劣化、成本增加,因此使w含量的上限为2.000%。w含量的下限没有特别限定,优选为0.050%以上。w含量更优选为0.010%以上。另外,w含量优选为1.500%以下。
[0180]
b:0.0050%以下
[0181]
b为通过偏析于晶界而提高制品的二次加工性的元素。除了抑制将部件进行二次加工时的纵向裂纹以外,还在冬季不使裂纹产生,因而根据需要进行添加。其中,过量添加会导致加工性、耐腐蚀性的降低。因此,使b含量的上限为0.0050%。b含量的下限没有特别限定,优选为0.0002%以上。b含量更优选为0.0005%以上。另外,b含量优选为0.0035%以下。
[0182]
mo:2.000%以下
[0183]
mo为提高耐腐蚀性的元素,特别为在具有间隙结构的情况下抑制间隙腐蚀的元素。其中,如果超过2.0%,则成型性明显劣化,因此使其含量的上限为2.000%。mo含量的下限没有特别限定,优选为0.005%以上。mo含量更优选为0.010%以上。另外,mo含量优选为1.500%以下。
[0184]
cu:3.000%以下
[0185]
cu与ni、mn同样为奥氏体稳定化元素,对由相变引起的晶粒微细化有效。另外,为了促进间隙腐蚀的抑制、再钝化,根据需要进行添加。其中,过量添加除了硬质化以外,还使韧性和成型性劣化,因此使其含量的上限为3.000%。cu含量的下限没有特别限定,优选为0.005%以上。cu含量更优选为0.010%以上。另外,cu含量优选为2.000%以下。
[0186]
sn:0.500%以下
[0187]
sn由于有助于提高耐腐蚀性和高温强度而根据需要进行添加。其中,如果添加超过0.500%,则有时产生钢板制造时的板坯裂纹,因此使其含量的上限为0.500%以下。sn含量的下限没有特别限定,优选为0.002%以上。sn含量更优选为0.005%以上。另外,sn含量优选为0.300%以下。
[0188]
sb:0.200%以下
[0189]
sb为偏析于晶界而起到提高高温强度的作用的元素。其中,如果超过0.200%,则发生sb偏析,在焊接时产生裂纹,因而使其含量的上限为0.200%。sb含量的下限没有特别限定,优选为0.002%以上。sb含量更优选为0.005%以上。另外,sb含量优选为0.100%以下。
[0190]
ta:0.100%以下
[0191]
ta由于与c、n结合而有助于提高韧性而根据需要进行添加。其中,如果添加超过0.100%,则其效果饱和,会导致制造成本增加,因此使其含量的上限为0.100%。ta含量的下限没有特别限定,优选为0.002%以上。ta含量更优选为0.005%以上。另外,ta含量优选为0.080%以下。
[0192]
ca:0.0050%以下、mg:0.0050%以下、zr:0.0050%以下、rem(rare earth metal):0.0050%以下
[0193]
ca、mg、zr和rem是使硫化物的形状球状化、对改善硫化物对成型性的不良影响有效的元素。添加它们中的任一元素时,各元素的含量分别优选为0.0005%以上。其中,各含量过量的情况下,夹杂物等增加,有时产生表面和内部缺陷。因此,添加它们中的任一元素时,各元素的含量分别为0.0050%以下。这些的元素的含量的下限没有特别限定,各元素的含量优选为0.0002%以上。各元素的含量更优选为0.0005%以上。另外,各元素的含量分别优选为0.0035%以下。
[0194]
[[退火装置]]
[0195]
[[退火工序]]
[0196]
可以对上述冷轧钢板、热轧钢板实施退火。即,本钢板的制造系统可以具有对冷轧钢板、热轧钢板实施退火的退火装置。实施退火的时机没有特别限定,由于一般在退火工序中氢侵入于钢中,因此为了最终得到耐氢脆化特性优异的钢板,优选在照射声波之前实施退火。退火装置可以为分批退火炉,也可以为连续退火装置。
[0197]
[分批退火]
[0198]
使用分批退火炉进行退火工序时,钢板的制造系统具有:对冷轧卷材或热轧卷材实施分批退火而得到退火卷材的分批退火炉、以及将上述退火卷材制成上述钢板卷材c的脱氢装置300a。分批退火炉对冷轧卷材或热轧卷材实施分批退火而制成退火卷材。应予说明,本说明书中分批退火是指分批退火炉中的加热保持,不包含加热保持后的缓冷。退火后的退火卷材通过分批退火炉内的炉冷或空冷等进行冷却。脱氢装置300a将退火卷材作为钢板卷材c对钢板卷材c以上述条件照射声波。脱氢装置300a可以与分批退火炉分开设置,脱氢装置300a的收容部80和加热部也可以兼具分批退火炉。换言之,可以在分批退火炉中设置对收容于炉内的钢板卷材c照射声波而制成制品卷材的声波照射装置60,制成脱氢装置300a。脱氢装置300a的收容部80和加热部兼具分批退火炉时,声波的照射也可以在分批退火后、将退火卷材冷却至室温后进行,还可以一边冷却退火卷材一边进行声波的照射。如上所述,钢板的温度越高,越能够有效地减少扩散性氢,因此也可以在分批退火后、将退火卷材冷却至室温后进行,可以通过一边冷却退火卷材一边进行声波的照射而更有效地减少钢中的扩散性氢。
[0199]
使用分批退火炉进行退火工序时,钢板的制造方法包含对将冷轧钢板或热轧钢板进行卷取所得到的冷轧卷材或热轧卷材实施分批退火而得到退火卷材的工序,将该退火卷材作为上述钢板卷材,对退火卷材以上述条件照射声波。首先,将冷轧钢板或热轧钢板利用公知方法进行卷取而制成冷轧卷材或热轧卷材。接着,将冷轧卷材或热轧卷材放入分批退火炉,在分批退火炉内实施分批退火而制成退火卷材。退火后的退火卷材利用分批退火炉内的炉冷或空冷等进行冷却。接下来,对退火卷材以上述条件照射声波。声波对退火卷材的照射只要在分批退火中、即冷轧卷材或热轧卷材的加热保持中进行即可。此外,声波的照射可以在分批退火后、即将冷轧卷材或热轧卷材加热保持后进行。声波的照射可以在分批退火后、将退火卷材冷却至室温后进行,也可以将退火卷材一边冷却一边进行。如上所述,钢板的温度越高,越能够有效地减少扩散性氢,因此优选在分批退火中或分批退火后一边冷却退火卷材一边对退火卷材照射声波。对退火卷材的声波照射也可以在分批退火炉内进行,还可以将退火卷材从分批退火炉中取出而进行。优选在分批退火炉内对退火卷材照射声波。通过在分批退火炉内对退火卷材照射声波,能够有效地减少钢中的扩散性氢。
[0200]
[基于连续退火装置的退火]
[0201]
退火也可以通过使冷轧钢板或热轧钢板在连续退火装置(continuous annealing line:cal)中通板而进行。使用连续退火装置而进行退火工序时,钢板的制造系统具有:从冷轧卷材或热轧卷材中放卷冷轧钢板或热轧钢板的退火前放卷装置、将上述冷轧钢板或热轧钢板进行连续退火而制成退火钢板的连续退火炉、将上述退火钢板卷取而得到退火卷材的退火钢板卷取装置、以及将上述退火卷材制成上述钢板卷材c的脱氢装置300a。退火前放卷装置从冷轧卷材或热轧卷材中放卷冷轧钢板或热轧钢板,并将该冷轧钢板或热轧钢板向cal供给。cal的构成没有特别限定,在一个例子中,cal具有依次配置有加热带、均热带和冷却带的连续退火炉。冷却带可以由多个冷却带构成,该情况下,一部分冷却带可以将冷却过程的冷轧钢带保持在一定温度范围的保持带、将冷却过程的钢板再加热的再加热带。另外,加热带的通板方向上游侧也可以为预热带。退火前放卷装置可以为设置于cal的连续退火炉的上游的开卷机。退火钢板卷取装置可以为设置于cal的连续退火炉的下游的张力卷取
机。在cal中,(a)对于利用开卷机从冷轧卷材或热轧卷材中放卷的冷轧钢板或热轧钢板,(b)从通板方向上游侧起在加热带、均热带和冷却带所位于的连续退火炉内通板,(b-1)在加热带和均热带内将冷轧钢板或热轧钢板退火而制成退火钢板,(b-2)在冷却带内冷却退火钢板而进行连续退火,(c)使从连续退火炉排出的退火钢板连续通板,(d)利用张力卷取机将钢板卷取而制成退火卷材。脱氢装置300a以该退火卷材为钢板卷材c,对退火卷材以上述条件照射声波。通过该声波的照射,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的退火钢板。应予说明,冷却带中的钢板的冷却方法和冷却速度没有特别限定,可以为喷气冷却、水雾冷却、水冷等中的任一冷却。
[0202]
使用连续退火装置而进行退火工序时,钢板的制造方法包含从冷轧卷材中放卷冷轧钢板的工序、将上述冷轧钢板连续退火而制成退火钢板的工序、以及将上述退火钢板卷取而得到退火卷材的工序,将上述退火卷材制成上述钢板卷材。在cal中,(a)利用开卷机将钢板卷材放卷,(b)在从通板方向上游侧起加热带、均热带和冷却带所位于的退火炉内使钢板通板,(b-1)在加热带和均热带内将钢板退火,(b-2)在冷却带内冷却钢板,进行连续退火,(c)使从退火炉排出的钢板连续通板,(d)利用张力卷取机将钢板卷取而制成退火卷材。通过对该退火卷材以上述条件照射声波,能够得到耐氢脆化特性优异的冷轧钢板或热轧钢板。
[0203]
[[镀覆钢板]]
[0204]
另外,本实施方式的脱氢装置300a也可以用于制造镀覆钢板。本应用例的钢板的制造系统具有:在热轧钢板或冷轧钢板的表面形成镀覆被膜而制成镀覆钢板的镀覆装置、将上述镀覆钢板卷取而得到镀覆钢板卷材的镀覆钢板卷取装置、以及将上述镀覆钢板卷材制成上述钢板卷材c的脱氢装置300a。镀覆装置将热轧钢板、冷轧钢板作为基底钢板,并在表面形成镀覆被膜而得到镀覆钢板。镀覆钢板卷取装置将该镀覆钢板卷取而制成镀覆钢板卷材。脱氢装置300a将该镀覆钢板卷材作为钢板卷材c,对镀覆钢板卷材以上述条件照射声波。通过该声波的照射,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的镀覆钢板。
[0205]
另外,可以将热轧钢板、冷轧钢板作为基底钢板,并在表面形成镀覆被膜而得到镀覆钢板,将该镀覆钢板作为照射声波的钢板卷材。对镀覆钢板卷材照射声波时,钢板的制造方法包含:在热轧钢板或冷轧钢板的表面形成镀覆被膜而制成镀覆钢板的工序、以及将上述镀覆钢板卷取而得到镀覆钢板卷材的工序,将上述镀覆钢板卷材制成上述钢板卷材。
[0206]
[利用连续热浸镀锌装置而形成镀覆被膜]
[0207]
镀覆装置的种类没有特别限定,例如可以为热浸镀锌装置。热浸镀锌装置在一个例子中可以为连续热浸镀锌装置(continuous hot-dip galvanizing line:cgl)。cgl的构成没有特别限定,在一个例子中,cgl具有:依次配置有加热带、均热带和冷却带的连续退火炉、以及设置于该冷却带之后的热浸镀锌设备。在cgl中,(a)对于利用开卷机从冷轧卷材或热轧卷材中放卷的冷轧钢板或热轧钢板,(b)从通板方向上游侧起在加热带、均热带和冷却带所位于的连续退火炉内通板,(b-1)在均热带内在包含氢的还原性气氛中对热轧钢板或冷轧钢板实施退火而制成退火钢板,(b-2)在冷却带内冷却退火钢板,进行连续退火,(c)使从退火炉排出的退火钢板连续通板,(c-1)使退火钢板浸渍于位于连续退火炉的通板方向下游的热浸镀锌浴,对退火钢板实施热浸镀锌处理而制成热浸镀锌钢板,(d)利用张力卷取机而卷取热浸镀锌钢板,制成热浸镀锌钢板卷材。脱氢装置300a将该热浸镀锌钢板卷材
作为钢板卷材c,对该热浸镀锌钢板卷材以上述条件照射声波。通过该声波的照射,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的热浸镀锌钢板。
[0208]
在热轧钢板或冷轧钢板的表面形成镀覆被膜的方法没有特别限定,镀覆工序可以包含热浸镀锌工序。即,可以对热轧钢板或冷轧钢板实施热浸镀锌处理而制成热浸镀锌钢板。在一个例子中,可以使用连续热浸镀锌装置(continuous hot-dip galvanizing line:cgl)对钢板实施热浸镀锌处理。在cgl中,(a)利用开卷机将钢板卷材放卷,(b)使热轧钢板或冷轧钢板从通板方向上游侧起在加热带、均热带和冷却带所位于的退火炉内通板,(b-1)在均热带内,在包含氢的还原性气氛下将热轧钢板或冷轧钢板退火而制成退火钢板,(b-2)在冷却带内冷却退火钢板,进行连续退火,(c)使从退火炉排出的退火钢板连续通板,(d)利用张力卷取机而卷取退火钢板,制成退火卷材,而且,工序(c)包含(c-1)使退火钢板浸渍于位于退火炉的通板方向下游的热浸镀锌浴、对退火钢板实施热浸镀锌处理的工序。被卷取的退火卷材为由热浸镀锌钢板构成的热浸镀锌钢板卷材。通过对该热浸镀锌钢板卷材以上述条件照射声波,能够得到耐氢脆化特性优异的热浸镀锌钢板。
[0209]
另外,镀覆装置可以包含热浸镀锌装置和其后的合金化炉。一个例子中,使用cgl而制造热浸镀锌钢板后,继上述工序(c-1)之后,(c-2)使钢板在位于热浸镀锌浴的通板方向下游的合金化炉中通板,将热浸镀锌加热合金化。在合金化炉中通板而合金化的合金化热浸镀锌钢板进行卷取而成为合金化热浸镀锌钢板卷材。脱氢装置300a是将该合金化热浸镀锌钢板卷材作为钢板卷材c,对合金化热浸镀锌钢板卷材以上述条件照射声波。通过该声波的照射,能够得到耐氢脆化特性优异的合金化热浸镀锌钢板。
[0210]
另外,镀覆工序可以包含热浸镀锌工序和其后的合金化工序。即,可以对热浸镀锌钢板进一步实施合金化处理而制成合金化热浸镀锌钢板,对该热浸镀锌钢板照射声波。在一个例子中,使用cgl而制造热浸镀锌钢板后,继上述工序(c-1)之后,(c-2)使钢板在位于热浸镀锌浴的通板方向下游的合金化炉中通板,将热浸镀锌加热合金化。使合金化炉通板而合金化的合金化热浸镀锌钢板进行卷取而成为合金化热浸镀锌钢板卷材。通过对该合金化热浸镀锌钢板卷材以上述条件照射声波,能够得到耐氢脆化特性优异的合金化热浸镀锌钢板。
[0211]
另外,镀覆装置除了镀锌被膜以外,也可以形成镀al被膜、镀fe被膜。另外,镀覆装置不限定于热浸镀装置,也可以为电镀装置。
[0212]
另外,可以对照射声波的钢板的表面形成的镀覆被膜的种类没有特别限定,也可以为镀al被膜、镀fe被膜。形成镀覆被膜的方法不限定于热浸镀工序,也可以为电镀工序。
[0213]
钢板的制造系统可以进一步具有调质轧制装置,所述调质轧制装置以形状校正和表面粗糙度的调整等为目对如上所述得到的热轧钢板、冷轧钢板以及该热轧钢板或冷轧钢板的表面具有各种镀覆被膜的镀覆钢板进行调质轧制。即,本钢板的制造方法中,可以以形状校正和表面粗糙度的调整等为目的对如上所述得到的热轧钢板、冷轧钢板以及该热轧钢板或冷轧钢板的表面具有各种镀覆被膜的镀覆钢板进行调质轧制。调质轧制的压下率优选控制为0.1%以上,另外,优选控制为2.0%以下。通过使调质轧制的压下率为0.1%以上,能够更适当地得到形状校正的效果和表面粗糙度的调整的效果,而且,压下率的控制也变得更适当。另外,通过使调质轧制的压下率为2.0%以下而使生产率更良好。应予说明,调质轧制装置可以为与cgl或cal连续的装置(在线),也可以为与cgl或cal不连续的装置(离线)。
可以一次性进行目标压下率的调质轧制,也可以分成几次进行调质轧制而实现目标压下率。另外,钢板的制造系统可以进一步具有涂布设备,所述涂布处理对如上所述得到的热轧钢板、冷轧钢板以及该热轧钢板或冷轧钢板的表面具有各种镀覆被膜的镀覆钢板的表面实施树脂或油脂涂覆等各种涂布处理。即,由于对如上所述得到的热轧钢板、冷轧钢板以及该热轧钢板或冷轧钢板的表面具有各种镀覆被膜的镀覆钢板的表面实施树脂或油脂涂覆等各种涂布处理。
[0214]
<实施方式2>
[0215]
本发明的实施方式2的脱氢装置具有:从钢板卷材放卷钢带的放卷装置、使上述钢带进行通板的通板装置、将上述钢带进行卷取的卷取装置、以及在上述通板装置中对通板中的上述钢带照射声波而制成制品卷材的声波照射装置。
[0216]
另外,本发明的实施方式2的钢板的制造方法具有:从钢板卷材放卷钢带的工序、使上述钢带进行通板的通板工序、以及将上述钢带卷取而制成制品卷材的工序,上述通板工序包含声波照射工序如下:对上述钢带以上述钢带的表面的声压为30db以上的方式照射声波。
[0217]
热轧或冷轧后任意实施退火的钢板、或者进一步形成镀覆被膜的镀覆钢板卷取成卷状而制成钢板卷材。该钢板卷材的质量常常与出厂时的包装质量不同,因此在重卷线(recoil line)中对包装质量进行分割。利用放卷装置将钢带从钢板卷材中放卷,放卷的钢带利用卷回装置再次卷回,在达到规定包装质量的阶段被剪切分割。本实施方式中,对由该重卷线放卷的钢带照射声波。根据本实施方式,由于对通板中的钢带照射声波,因此能够遍及钢带的全长而均匀地照射声波。应予说明,本实施方式的脱氢装置为与连续退火装置或连续热浸镀锌装置不连续的装置(离线),脱氢装置不包含用于对钢带进行退火、镀覆处理和热浸镀锌处理的设备。
[0218]
[[脱氢装置]]
[0219]
图3中示出将本实施方式的钢板的制造方法所使用的脱氢装置300b以钢带s的宽度方向在跟前的方式观察到的图。如图3所示,本脱氢装置300b中,在由放卷装置放卷的钢带s的通板过程配置声波照射装置60。应予说明,虽然未图示,但在各声波照射装置60中,喇叭68、变幅杆66、振动换能器64、声波发生器62和声压控制器69依次连接,由喇叭68对钢带s照射声波。如图3所示,声波照射装置60可以仅相对于通板中的钢带s的表面和背面的单面设置,也可以相对于通板中的钢带s的表面和背面这两面设置以使钢带s激振。通过将声波照射装置60相对于通板中的钢带s的表面和背面这两面而设置,能够控制声波照射时机而更有效地减少钢中的扩散性氢量。应予说明,虽然未图示,但脱氢装置300b具备用于使钢带s从放卷装置朝向卷取装置而通板的通板装置。通板装置例如包含使钢带s朝向卷取装置通板的通板辊。
[0220]
与通板中的钢带s的表面隔开规定间隔,沿着钢带宽度方向设置多个喇叭68。通过从各喇叭68朝向通板中的钢带s的表面照射声波,能够在该表面的宽度方向均匀地照射声波。声波的主要行进方向可以相对于钢带s的表面例如为45
°
以上、60以上、90
°
以上。另外,通过使沿着钢带宽度方向具有的多个喇叭68沿着通板方向配置多个,能够充分确保钢带s的表面暴露于声波的时间。
[0221]
使用图4中的(a)和(b)对喇叭68的配置的一个例子进行说明。图4中的(a)和(b)为
对本实施方式的脱氢装置300b示出喇叭68相对于放卷的钢带s的配置的俯视图。如图4中的(a)所示,喇叭68可以沿着钢带s的宽度方向和通板方向以均匀的间隔设置多个。配置喇叭68的方式只要能够对通板中的钢带s均匀地照射声波,就没有特别限定,如图4中的(b)所示,可以将截面长方形的方筒形状的喇叭68沿着通板方向设置多个。应予说明,用于在脱氢装置300b中以一定间隔保持喇叭68的方式没有特别限定,例如可以以在通板路径中覆盖通板中的钢带s的方式设置箱状部72,并将喇叭68以一定间隔固定于该箱状部72的内壁。
[0222]
声波照射装置60的构成可以与实施方式1相同。声波的频率也可以与实施方式1相同。
[0223]
[[声压级]]
[0224]
声压级并非钢板卷材的表面的声压级,而为钢带的表面的声压级,通过在通板中的钢带的表面的附近且声波照射装置60的正下方设置声压计进行测定,或者,可以确定由声波照射装置60产生的声波的强度i和声波照射装置与钢带的距离d,以离线的方式把握“钢带的表面的声压级”,除此以外,与实施方式1同样地进行调节。本实施方式中,优选在钢板宽度方向以均匀的声压级照射声波,优选以相对于距钢板宽度方向端面5mm为内侧的声压级的最小值满足30db以上的方式调节声压级。
[0225]
[[照射时间]]
[0226]
重卷线中,与连续退火装置或连续热浸镀锌装置不同,无需兼顾退火时间来调节通板速度。因此,根据本实施方式,能够不受照射时间制约地对钢带照射声波。推测照射声波的时间越长,越能够减少扩散性氢,因此照射声波的时间优选为1分钟以上。声波的照射时间更优选为30分钟以上,进一步优选为60分钟以上。另一方面,从生产率的观点考虑,声波的照射时间优选为30000分钟以下,更优选为10000分钟以下,进一步优选为1000分钟以下。声波的照射时间可以通过钢带s的通板速度和声波照射装置的位置(例如,沿着钢板宽度方向所具有的由多个声波照射装置60构成的装置组的沿着通板方向的个数)进行调整。
[0227]
根据本实施方式,能够将声波照射后得到的制品卷材的扩散性氢量减少至0.5质量ppm以下。通过将制品卷材的扩散性氢量减少至0.5质量ppm以下,能够防止氢脆化。声波照射后的钢中的扩散性氢量优选为0.3质量ppm以下,进一步优选为0.2质量ppm以下。声波照射后的钢中的扩散性氢量可以与实施方式1同样地进行测定。
[0228]
[[加热装置]]
[0229]
[[钢带的保持温度]]
[0230]
另外,如图3所示,脱氢装置300b可以进一步具有用于将钢带s一边在300℃以下进行加热一边照射声波的加热装置71。声波照射工序的钢带s的温度没有特别限定。这是由于根据本实施方式,即便不加热保持钢带s,也能够减少钢中的扩散性氢。然而,通过利用加热部将钢带s一边加热一边照射声波,能够进一步提高氢的扩散速度,因此能够进一步减少钢中的扩散性氢量。因此,照射声波时的钢带s的温度优选为30℃以上,更优选为50℃以上,进一步优选为100℃以上。声波照射工序中的钢带s的温度的上限没有特别限定,从适当防止钢带s的组织变化的观点考虑,优选为300℃以下。应予说明,本实施方式中,照射声波时的钢带s的温度以钢带s的表面的温度为基准。钢带的表面温度可以利用一般的辐射温度计进行测定。设置加热装置71的方式没有特别限定,例如,可以如图3所示在钢带s的通板路径中设置加热装置71。通过在钢带s的通板路径中设置加热装置71,能够均匀地加热钢带s。在钢
带s的通板路径中设置加热装置71时,图3所示,优选在通板路径中相对于声波照射装置60在上游侧设置加热装置71。通过在通板路径中相对于声波照射装置60在上游侧设置加热装置71,能够对被充分加热的钢带s照射声波。另外,例如,可以将通板中的钢板用上述箱状部72覆盖并在箱状部72的侧壁设置加热器的方法而一边加热保持钢带s一边照射声波。另外,也可以通过将在外部产生的高温空气送入箱状部72并使其在箱状部72内循环的方法而一边加热保持钢带s一边照射声波。加热方式没有特别限定,可以为燃烧式、电气式中的任一者。在一个例子中,加热装置71可以为诱导式加热装置。
[0231]
本实施方式的脱氢装置300b可以进一步具有防止上述声波漏出到脱氢装置300b的外部的吸音部。吸音部的具体构成没有特别限定,例如优选以内包钢带s和喇叭68的方式用吸音部覆盖。
[0232]
以下,对本实施方式的应用例进行更具体的说明。
[0233]
[[热轧钢板]]
[0234]
与实施方式1同样,本实施方式的脱氢装置300b和钢板的制造方法可以用于制造热轧钢板的制造。
[0235]
本应用例的钢板的制造系统具有:对钢坯实施热轧而制成热轧钢板热轧装置、将上述热轧钢板卷取而得到热轧卷材的热轧钢板卷取装置、以及将上述热轧卷材制成上述钢板卷材脱氢装置300b。通过从由公知的热轧装置制造的热轧卷材中放卷热轧钢板进行通板,并对通板中的热轧钢板以上述条件照射声波,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的热轧钢板。
[0236]
与实施方式1同样,本实施方式的钢板的制造方法可以用于制造热轧钢板。本应用例的钢板的制造方法包含:对钢坯实施热轧而制成热轧钢板的工序、以及将上述热轧钢板卷取而得到热轧卷材的工序,将上述热轧卷材制成上述钢板卷材。照射声波之前的热轧卷材的制造方法没有特别限定,例如可以为实施方式1中例示的制造方法。通过从该热轧卷材中放卷热轧钢板进行通板并对通板中的热轧钢板以上述条件照射声波,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的热轧钢板。
[0237]
[[冷轧钢板]]
[0238]
本实施方式的脱氢装置300b和钢板的制造方法也可以用于制造冷轧钢板。
[0239]
本应用例的钢板的制造系统具有:对热轧钢板实施冷轧而制成冷轧钢板的冷轧装置、将上述冷轧钢板卷取而得到冷轧卷材的冷轧钢板卷取装置、以及将上述冷轧卷材制成上述钢板卷材c脱氢装置300b。对公知的热轧钢板利用公知的冷轧装置实施冷轧而得到冷轧钢板。冷轧钢板卷取装置将该冷轧钢板卷取而制成冷轧卷材。通过将该冷轧卷材作为钢板卷材c,从该冷轧卷材中放卷冷轧钢板进行通板,对通板中的冷轧钢板以上述条件照射声波,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的冷轧钢板。
[0240]
本应用例的钢板的制造方法包含:将热轧钢板冷轧而制成冷轧钢板的工序、以及将上述冷轧钢板卷取而得到冷轧卷材的工序,将上述冷轧卷材制成上述钢板卷材。照射声波之前的冷轧卷材的制造方法没有特别限定,例如可以为实施方式1中例示的制造方法。通过从该冷轧卷材中放卷冷轧钢板进行通板,对通板中的冷轧钢板以上述条件照射声波,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的冷轧钢板。
[0241]
利用脱氢装置300b来照射声波的热轧钢板和冷轧钢板的成分组成没有限定,根据
本实施方式,通过对具有590mpa以上、更优选1180mpa以上、进一步优选1470mpa以上的拉伸强度的高强度钢板利用脱氢装置300b照射声波,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的高强度钢板。
[0242]
热轧钢板和冷轧钢板的成分组成例如可以为实施方式1中例示的成分组成。
[0243]
[[退火装置]]
[0244]
与实施方式1同样,钢板的制造系统可以具有对冷轧钢板、热轧钢板实施退火的退火装置。实施退火的时机没有特别限定,由于一般在退火工序中氢侵入钢中,因此为了最终得到耐氢脆化特性优异的钢板,优选在照射声波之前实施退火。退火装置可以为分批退火炉,也可以为连续退火装置。
[0245]
[[退火工序]]
[0246]
可以与实施方式1同样对冷轧钢板、热轧钢板实施退火。实施退火的时机没有特别限定,退火优选在声波照射工序之前实施。退火工序可以利用分批退火炉进行,也可以使用连续退火装置进行。
[0247]
[分批退火]
[0248]
使用分批退火炉进行退火工序时,钢板的制造系统具有:对冷轧卷材或热轧卷材实施分批退火而得到退火卷材的分批退火炉、以及将上述退火卷材制成上述钢板卷材c的脱氢装置300b。退火后的退火卷材利用分批退火炉内的炉冷或空冷等进行冷却。放卷装置从退火卷材中放卷退火钢板向通板装置供给,通板装置使退火钢板通板。声波照射装置60对通板中的该退火钢板以上述条件照射声波。通过该声波的照射,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的退火钢板。
[0249]
使用分批退火炉进行退火工序时,钢板的制造方法包含:将冷轧钢板或热轧钢板卷取而制成冷轧卷材或热轧卷材的工序、以及对冷轧卷材或热轧卷材实施分批退火而得到退火卷材的工序,将该退火卷材制成上述钢板卷材。退火后的退火卷材利用分批退火炉内的炉冷或空冷等进行冷却。接着,从退火卷材中放卷退火钢板进行通板,对通板中的该退火钢板以上述条件照射声波,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的热轧钢板或冷轧钢板。
[0250]
[基于连续退火装置的退火]
[0251]
退火也可以通过使冷轧钢板或热轧钢板在连续退火装置(continuous annealing line:cal)中通板而进行。使用连续退火装置进行退火工序时,钢板的制造系统具有:从冷轧卷材或热轧卷材中放卷冷轧钢板或热轧钢板的退火前放卷装置、将上述冷轧钢板或热轧钢板进行连续退火而制成退火钢板的连续退火炉、将上述退火钢板卷取而得到退火卷材的退火钢板卷取装置、以及将上述退火卷材制成上述钢板卷材c的脱氢装置300b。连续退火装置的构成与实施方式1同样。脱氢装置300b的放卷装置从退火卷材中放卷退火钢板向通板装置供给,通板装置使退火钢板进行通板。声波照射装置60对通板中的该退火钢板以上述条件照射声波。通过该声波的照射,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的退火钢板。
[0252]
使用连续退火装置进行退火工序时,声波照射前的退火卷材可以与实施方式1同样地制造。通过从该退火卷材中放卷退火钢带,对通板中的退火钢板以上述条件照射声波,能够得到耐氢脆化特性优异的冷轧钢板或热轧钢板。
[0253]
[[镀覆钢板]]
[0254]
与实施方式1同样,本实施方式的脱氢装置300b和钢板的制造方法也可以用于制造镀覆钢板。
[0255]
本应用例的钢板的制造系统具有:在热轧钢板或冷轧钢板的表面形成镀覆被膜而制成镀覆钢板的镀覆装置、将上述镀覆钢板卷取而得到镀覆钢板卷材的镀覆钢板卷取装置、以及将上述镀覆钢板卷材制成上述钢板卷材c的脱氢装置300b。可以形成于热轧钢板或冷轧钢板的表面的镀覆被膜的种类没有特别限定,除了镀锌被膜以外,也可以为镀al被膜、镀fe被膜。形成镀覆被膜的方法不限定于热浸镀工序,也可以为电镀工序。
[0256]
另外,本应用例的钢板的制造方法包含:在热轧钢板或冷轧钢板的表面形成镀覆被膜而制成镀覆钢板的工序、以及将上述镀覆钢板卷取而得到镀覆钢板卷材的工序,将上述镀覆钢板卷材制成上述钢板卷材。
[0257]
[利用连续热浸镀锌装置而形成镀覆被膜]
[0258]
镀覆装置的种类没有特别限定,例如可以为热浸镀锌装置。热浸镀锌装置在一个例子中可以为连续热浸镀锌装置(continuous hot-dip galvanizing line:cgl)。cgl的构成可以与实施方式1同样。脱氢装置300b的放卷装置从由cgl制造的热浸镀锌钢板卷材中放卷热浸镀锌钢板向通板装置供给,通板装置使热浸镀锌钢板进行通板。声波照射装置60对通板中的该退火钢板以上述条件照射声波。通过该声波的照射,能够减少钢中的扩散性氢量而得到耐氢脆化特性优异的热浸镀锌钢板。
[0259]
也可以对照射声波之前的钢板实施热浸镀锌处理而制成热浸镀锌钢板。一个例子中可以使用连续热浸镀锌装置(continuous hot-dip galvanizing line:cgl)对钢带实施热浸镀锌处理。cgl的构成可以与实施方式1相同。照射声波之前的热浸镀锌钢板卷材可以与实施方式1同样制造。该热浸镀锌钢板卷材可以通过放卷热浸镀锌钢板进行通板,对通板中的热浸镀锌钢板以上述条件照射声波而得到耐氢脆化特性优异的热浸镀锌钢板。
[0260]
另外,镀覆装置可以包含热浸镀锌装置和其后的合金化炉。即,本钢板的制造方法中,镀覆处理可以包含热浸镀锌工序和其后的合金化工序。作为具有合金化炉的镀覆装置,可以使用实施方式1中例示的在热浸镀锌浴的通板方向下游具有合金化炉的cgl。通过从由热浸镀锌工序和其后的合金化工序形成的合金化热浸镀锌钢板卷材中放卷合金化热浸镀锌钢板,对该合金化热浸镀锌钢板以上述条件照射声波,能够得到耐氢脆化特性优异的合金化热浸镀锌钢板。
[0261]
与实施方式1同样,钢板的制造系统可以进一步具有调质轧制装置,所述调质轧制装置对如上所述得到的热轧钢板、冷轧钢板以及该热轧钢板或冷轧钢板的表面具有各种镀覆被膜的镀覆钢板以形状校正和表面粗糙度的调整等为目的进行调质轧制。另外,钢板的制造系统可以进一步具有涂布设备,所述涂布设备对如上所述得到的热轧钢板、冷轧钢板以及该热轧钢板或冷轧钢板的表面具有各种镀覆被膜的镀覆钢板的表面实施树脂或油脂涂覆等各种涂布处理。
[0262]
即,本钢板的制造方法中,可以对如上所述得到的热轧钢板、冷轧钢板以及该热轧钢板或冷轧钢板的表面具有各种镀覆被膜的镀覆钢板与实施方式1同样地进行调质轧制。另外,也可以对如上所述得到的热轧钢板、冷轧钢板以及该热轧钢板或冷轧钢板的表面具有各种镀覆被膜的镀覆钢板的表面实施树脂或油脂涂覆等各种涂布处理。
[0263]
实施例
[0264]
<实施例1>
[0265]
将具有含有c:0.09%~0.37%、si:2.00%以下、mn:0.50%~3.60%、p:0.001%~0.100%、s:0.0200%以下、al:0.010%~1.000%和n:0.0100%以下且剩余部分由fe和不可避免的杂质构成的成分组成的钢用转炉进行熔炼,利用连续铸造法而制成板坯。将得到的板坯进行热轧和冷轧,得到冷轧卷材。如表1所示,在一部分的水准下,通过cal或分批退火来制造冷轧退火钢板(cr)的钢板卷材,在其它的水准下,通过cgl而制造热浸镀锌钢板(gi)的钢板卷材,在剩余的水准下,通过cgl而制造合金化热浸镀锌钢板(ga)的钢板卷材。cr、gi、ga均为板厚1.4mm、宽度1000mm。作为cal,使用依次配置有加热带、均热带和冷却带的cal。作为cgl,使用具有依次配置有加热带、均热带和冷却带的连续退火炉、以及设置于该冷却带之后的热浸镀锌设备的cgl。作为分批退火炉,使用一般的分批退火炉。
[0266]
对得到的cr、gi、ga的钢板卷材或者对从该钢板卷材中放卷的钢带照射声波。使用图1所示的一般的声波照射装置,以表1所示的声压级、频率和照射时间的条件照射声波。表1中,将对钢板卷材照射声波的情况示为a,将对放卷的钢带照射声波的情况示为b。对钢板卷材照射声波时,使用图2中的(a)、(c)所示的脱氢装置。对钢带照射声波时,使用图3、4中的(a)所示的脱氢装置。应予说明,作为喇叭,使用圆筒型的喇叭。对钢板卷材(外径:1500mm,内径:610mm,宽度:1000mm)照射声波时,收容部的大小为高度方向:2500mm、深度方向:2000mm、宽度方向:2500mm,以包围钢板卷材的方式将喇叭配置于收容部的内壁。对通板中的钢带照射声波时,在通板中的钢带的表面和背面这两面侧配置喇叭。喇叭沿着钢带的宽度方向从钢带宽度方向端部沿着钢带宽度方向均衡配置6个。以声波的主要行进方向与钢带的表面垂直的方式将喇叭的圆筒高度方向与钢带的板厚方向平行地配置。应予说明,表1中室温是指25℃前后。应予说明,声压级通过声波照射装置的位置(即,声波照射装置60与钢带s的距离)固定后,调整由声波照射装置产生的声波的强度而进行调整。另外,照射时间通过在对钢板卷材照射声波的情况下调整声波照射装置的驱动时间而进行调整。对放卷的钢带照射声波的情况下,通过调整钢带的通板速度来调整声波的照射时间。对放卷的钢带照射声波的情况下,相对于距钢板宽度方向端面5mm为内侧的声压级的最小值为30db以上。
[0267]
以下,对声波照射前后的各钢板利用说明的方法来进行拉伸特性、钢中的扩散性氢量、拉伸凸缘性和弯曲性的评价,将其结果示于表1。
[0268]
拉伸试验依据jis z 2241(2011年)而进行。从声波照射后的各钢板中以拉伸方向与钢板的轧制方向成直角的方式采取jis5号试验片。使用各试验片,以十字头位移速度为1.67
×
10-1
mm/s的条件进行拉伸试验,测定ts(拉伸强度)。
[0269]
拉伸凸缘性通过扩孔试验进行评价。扩孔试验依据jis z 2256而进行。从得到的钢板中通过剪切而采取100mm
×
100mm的样品。在该样品中,使间隙为12.5%冲裁直径10mm的孔。使用内径75mm的模具,以将孔的周围用压边力9ton(88.26kn)抑制的状态将顶角60
°
的圆锥冲头压入孔中来测定龟裂产生极限下的孔直径。由下述的式(4)求出极限扩孔率:λ(%),根据该极限扩孔率的值来评价扩孔性。
[0270]
极限扩孔率:λ(%)={(df-d0)/d0}
×
100
····
(4)
[0271]
其中,上式中,df为龟裂产生时的孔径(mm),d0为初期孔径(mm)。与钢板的强度没有
关系,λ的值为20%以上的情况下,判断为拉伸凸缘性良好。
[0272]
弯曲试验依据jis z 2248而进行。从得到的钢板中以与钢板的轧制方向平行的方向为弯曲试验的轴向的方式采取宽度为30mm、长度为100mm的长方形的试验片。其后,以压入载荷为100kn、加压保持时间为5秒的条件以弯曲角度为90
°
利用v形块法进行弯曲试验。应予说明,本发明中,进行90
°
v弯曲试验,利用40倍的显微镜(rh-2000:株式会社hirox制)来观察弯曲顶点的脊线部,将看不到龟裂长度为200μm以上的龟裂时的弯曲半径作为最小弯曲半径(r)。将r除以板厚(t)而得的值(r/t)为5.0以下的情况判断为弯曲试验良好。
[0273]
钢中的扩散性氢量按照上述方法进行测定。
[0274][0275]
如表1所示,本发明例中,由于进行声波照射工序,因此能够制造氢量较少、作为耐氢脆化特性的指标的拉伸凸缘性(λ)和弯曲性(r/t)优异的钢板。另一方面,比较例中,拉伸
凸缘性(λ)和弯曲性(r/t)中的任一者差。
[0276]
<实施例2>
[0277]
将具有表1所示的成分组成、剩余部分由fe和不可避免的杂质构成的钢坯材用转炉熔炼,利用连续铸造法制成钢坯。将得到的钢坯热轧后,进行冷轧,进一步实施退火而得到冷轧钢板(cr)。对一部分冷轧钢板进一步实施热浸镀锌处理,制成热浸镀锌钢板(gi)。对一部分热浸镀锌钢板进一步实施合金化处理而得到合金化热浸镀锌钢板(ga)。cr、gi、ga均为板厚1.4mm、宽度1000mm。
[0278]
将得到的cr、gi、ga卷取为卷状而制成钢板卷材。对该钢板卷材或者对从该钢板卷材中放卷的钢带照射声波。将表2中示出的频率的声波作为在钢板表面测定的表2中示出的声压级,一边将钢板卷材径向二分之一位置的温度或钢带的表面温度保持在表2中示出的温度一边照射表2中示的时间。作为声波照射装置,使用图1中示出的一般的照射装置。应予说明,作为喇叭,使用圆筒型的喇叭。对钢板卷材照射声波时,使用图2中的(a)~(c)所示的脱氢装置而照射声波,得到制品卷材。对放卷的钢带照射声波时,使用图3和图4中的(a)所示的脱氢装置,声波照射后的钢带进行卷取而制成制品卷材。对钢板卷材(外径:1500mm,内径:610mm,宽度:1000mm)照射声波时,收容部的大小为高度方向:2500mm、深度方向:2000mm、宽度方向:2500mm,以包围钢板卷材的方式将喇叭配置于收容部的内壁。对放卷的钢带照射声波时,在通板中的钢带的表面和背面这两面侧配置喇叭。喇叭沿着钢带的宽度方向从钢带宽度方向端部沿着钢带宽度方向均衡地配置6个。以声波的主要行进方向与钢带的表面垂直的方式,将喇叭的圆筒高度方向与钢带的板厚方向平行地配置。应予说明,声压级通过在声波照射装置的位置(即,声波照射装置60与冷轧钢板s的距离)固定之后,调整从声波照射装置产生的声波的强度而进行调整。另外,照射时间通过在对钢板卷材照射声波的情况下调整声波照射装置的驱动时间而进行调整。通过在对放卷的钢带照射声波的情况下调整钢带的通板速度来调整声波的照射时间。对放卷的钢带照射声波时,相对于距钢板宽度方向端面5mm为内侧的声压级的最小值为30db以上。对声波照射前后的各钢板按照以下说明的方法进行拉伸特性和耐氢脆化特性的评价,将其结果示于表2。
[0279]
使用从制品卷材的径向二分之一位置以拉伸方向与钢板的轧制方向成直角的方式切出的jis5号试验片,依据jis z 2241(2011年)进行拉伸试验,测定声波照射后的el’(总伸长率)。应予说明,el’在退火结束后72小时以内进行测定。钢中氢量为0质量ppm时的ts(拉伸强度)和el通过以下方式进行,即,通过将从制品卷材中如上所述得到的样品在大气中长时间放置10周以上来减少内部的钢中氢,然后,通过上述tds来确认钢中氢量为0质量ppm,继而进行拉伸试验。另外,使用从声波照射前的钢板卷材中采取的jis5号试验片,依据jis z 2241(2011年)而进行拉伸试验,测定声波照射前的el”。
[0280]
耐氢脆性根据上述拉伸试验进行如下评价。将声波照射后的钢板的el’除以同一钢板的钢中氢量为0质量ppm时的el而得的值为0.7以上时,判定为耐氢脆化特性良好。
[0281]
另外,通过上述tds来测定声波照射前后的钢中的扩散性氢量。测定声波照射前的钢中的扩散性氢量时,不从制品卷材而从钢板卷材中如上所述得到试验片,测定扩散性氢量。
[0282]
[0283][0284]
本发明例中,由于对钢板进行声波照射,因此能够制造耐氢脆化特性优异的钢板。
[0285]
符号说明
[0286]
60声波照射装置
[0287]
62声波发生器
[0288]
64振动换能器
[0289]
66变幅杆
[0290]
68喇叭
[0291]
69声压控制器
[0292]
70噪声计
[0293]
71加热装置
[0294]
72箱状部
[0295]
80收容部
[0296]
90卷材保持部
[0297]
300a、300b脱氢装置
[0298]
s钢带
[0299]
c钢板卷材
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1