钢的连续铸造方法及钢的试验凝固装置与流程
本发明涉及用于防止连续铸造中的铸片的破裂、漏钢(breakout)的钢的连续铸造方法及钢的试验凝固装置。
背景技术:
1、对c含量为0.09~0.17质量%的亚包晶中碳钢进行连续铸造时,在铸片的表面容易发生破裂。具体而言,由于在凝固壳的钢液侧因凝固时的δ-γ相变所导致的凝固收缩,凝固壳中冷却速度大的部位相对于铸模表面凸出地翘曲,在铸片的表面产生凹凸,在凝固壳中发生不均匀生长。在铸片的表面的凹部,由于气隙而导致热阻增大,凝固壳厚变小,由此,在凝固壳产生应变,在铸片表面发生凝固破裂。该凝固破裂在连续铸造的二次冷却中扩大,生长成纵向破裂、横向破裂。在铸片的凝固破裂的程度大的情况下,也存在由于该破裂而发生漏钢的危险性。
2、因此,在连续铸造工艺中通常进行如下操作:对于在铸模内的一次冷却中容易发生凝固破裂的亚包晶碳区域的钢种(以下称为“破裂风险钢种”),使用缓慢冷却保护渣实现铸模内的缓慢冷却化,由此防止铸片的破裂、漏钢的发生。
3、如果使用缓慢冷却保护渣进行连续铸造,则铸模内的凝固壳的厚度变小,因此,在铸模正下方凝固壳断裂而发生漏钢的危险性增高。因此,在使用缓慢冷却保护渣的情况下,需要降低连续铸造的铸造速度,以使铸模内的凝固壳的厚度不减小。
4、对于除破裂风险钢种以外的钢种,在不必要地使用缓慢冷却保护渣进行连续铸造的情况下,仍然必须降低连续铸造的铸造速度,连续铸造的生产性降低。因此,从防止铸片的破裂和连续铸造不良情况的发生、并且实现生产性的提高的方面考虑,重要的是恰当地判定钢液是否为破裂风险钢种,并且仅对破裂风险钢种使用缓慢冷却保护渣进行连续铸造。
5、已知与fe-c二元体系平衡状态图上的亚包晶区域相对应的碳浓度的范围实际上受到其它合金成分的影响而发生变化。考虑到这些方面,重要的是恰当地判定钢液是否为破裂风险钢种,并且优化连续铸造的操作条件。
6、如上所述,在对破裂风险钢种进行连续铸造时,会在铸片的表面产成凹凸。作为评价该凹凸的指标,例如,可使用振痕的深度等铸片表面的凹凸的形状。铸片的振痕是由于在铸模下降时保护渣被压入铸片内而形成的,其深度因在凝固壳的内侧发生的凝固收缩而增加,因此,如果连续铸造的条件相同,则破裂风险钢种的振痕的深度会变大。
7、专利文献1中公开了一种以在线方式测量振痕的深度来防止铸片的破裂性漏钢的发生的方法。具体而言,在铸模下游的位置,通过与铸片的厚度面相对地设置的激光测距仪对铸片的表面的轮廓连续地进行检测,当测得的凹陷深度大于基准值时,判定存在铸片发生破裂性漏钢的隐患,进行操作条件的变更。
8、另外,非专利文献1中公开了如下方法,该方法包括:以离线方式将水冷板浸渍于钢液中,在板上形成凝固壳,直接测定该凝固壳的凹凸部的厚度差及间隔,对凝固壳的不均匀性进行评价。
9、此外,非专利文献2中公开了一种基于合金成分来预测是否为破裂风险钢种的方法。具体而言,对于各种钢种,使用热力学程序以碳浓度的函数的形式计算出模拟fe-c二元体系平衡状态图。然后,根据这些模拟fe-c二元体系平衡状态图中的亚包晶区域,将亚包晶区域的碳浓度下限值(ca)及碳浓度上限值(cb)的基于其它合金成分的变化进行了公式化。根据该钢种的碳浓度是否在ca~cb的范围内来判定钢液是否为破裂风险钢种。
10、现有技术文献
11、专利文献
12、专利文献1:日本特开平9-57413号公报
13、非专利文献
14、非专利文献1:村上洋等3人,“连续铸造铸模内的亚包晶碳钢的不均匀凝固的控制”,铁与钢(鉄と鋼),1992年,vol.78,no.1,pp.105-112
15、非专利文献2:k.blazeck及另外3人,“calculation of the peritectic rangefor steel alloys”,aistech 2007conference proceedings,2007年,pp.81-88
16、非专利文献3:花尾方史及另外2人,“保护渣对连续铸造铸模内的亚包晶钢的初始凝固造成的影响”,铁与钢(鉄と鋼),2014年,vol.100,no.4,pp.581-590
技术实现思路
1、发明所要解决的问题
2、然而,在专利文献1所公开的方法中,难以根据连续铸造中测量的振痕的深度而相应地变更保护渣的种类来防止铸片破裂的发生,对于凹凸严重的破裂风险钢种而言,存在用于防止铸片破裂的发生的措施不及时的隐患。
3、另外,在非专利文献1中公开的方法中,使水冷板浸渍于钢液中而在板上形成凝固壳的试验繁杂,因此,并不适于对许多种钢种进行凝固壳的不均匀性的评价。
4、另外,在非专利文献2中公开的方法中,对于在经验上已知会发生纵向破裂、横向破裂的钢种而言,有时未必能够恰当地判定为破裂风险钢种。
5、本发明是为了解决上述问题而完成的。即,本发明的课题在于提供钢的连续铸造方法及钢的试验凝固装置,其考虑待进行连续铸造的钢液的亚包晶区域受到合金成分的影响而发生变化,简便地判定待进行连续铸造的钢液是否为破裂风险钢种,并基于此而优化连续铸造的操作条件,由此能够防止铸片的破裂、连续铸造不良情况的发生,并且实现生产性的提高。
6、解决问题的方法
7、鉴于上述问题,本发明人等从独特的观点出发而进行了深入的研究开发,结果发现,通过由钢液制作试验铸片并对其表面粗糙度进行评价,能够简便且准确地预测钢液是否为破裂风险钢种,从而完成了本发明。
8、本发明的钢的连续铸造方法及钢的试验凝固装置如下所述。
9、[1]一种钢的连续铸造方法,该方法包括:通过将想要进行连续铸造的钢液注入试验凝固装置并进行冷却而制作试验铸片,对上述试验铸片的下表面的表面粗糙度进行测定,在上述表面粗糙度为给定的阈值以上的情况下,使用适于防止对上述钢液进行连续铸造时的铸片破裂的缓慢冷却保护渣进行上述连续铸造,在上述表面粗糙度小于给定的阈值的情况下,使用适于提高连续铸造的铸造速度的强冷却保护渣进行上述连续铸造。
10、[2]根据[1]所述的钢的连续铸造方法,其中,
11、上述阈值以通过iso25178所规定的方法得到的表面粗糙度的算术平均高度计为60μm。
12、[3]一种钢的连续铸造方法,该方法包括:通过将想要进行连续铸造的钢液注入试验凝固装置并进行冷却而制作试验铸片,对上述试验铸片的下表面的表面粗糙度进行测定,对于上述表面粗糙度为给定的阈值以上的多种上述钢液m,分别求出该钢液m的成分对于fe-c二元体系平衡状态图上的亚包晶区域的碳浓度下限值ca(质量%)及碳浓度上限值cb(质量%)的影响系数αa,m、αb,m,计算出多种上述钢液m的上述影响系数αa,m、αb,m的总和,通过下述式(1)及式(2)求出多种上述钢液m的亚包晶区域的碳浓度下限值ca(质量%)及碳浓度上限值cb(质量%),根据与多种上述钢液m不同的新钢液的成分通过下述式(1)及式(2)求出上述新钢液的亚包晶区域的上述碳浓度下限值ca及上述碳浓度上限值cb,根据求得的上述碳浓度下限值ca、上述碳浓度上限值cb、以及上述新钢液的碳浓度c(质量%)通过下述式(3)求出上述新钢液的碳当量cp(质量%),在上述碳当量cp在0.09~0.17的范围内的情况下,使用适于防止对上述新钢液进行连续铸造时的铸片破裂的缓慢冷却保护渣进行上述新钢液的连续铸造,在上述碳当量cp不在0.09~0.17的范围内的情况下,使用适于提高连续铸造的铸造速度的强冷却保护渣进行上述新钢液的上述连续铸造,
13、[数学式1]
14、
15、[数学式2]
16、
17、cp=0.09+{(c-ca)/(cb-ca)}×(0.17-0.09)···(3)。
18、[4]根据[1]~[3]中任一项所述的钢的连续铸造方法,其中,
19、上述缓慢冷却保护渣包含sio2及cao作为主成分,cao相对于sio2的质量比(cao/sio2)为1.0以上且小于2.0,结晶温度为1100℃以上,并且结晶出枪晶石作为初晶。
20、[5]根据[1]~[4]中任一项所述的钢的连续铸造方法,其中,
21、上述强冷却保护渣包含sio2及cao作为主成分,cao相对于sio2的质量比(cao/sio2)为0.7以上且小于1.0,并且结晶温度小于1100℃。
22、[6]根据[1]~[5]中任一项所述的钢的连续铸造方法,其中,
23、上述试验凝固装置具有使距上述钢液的凝固壳的表层1mm的深度的冷却速度为102~105℃/分的冷却能力。
24、[7]根据[1]~[6]中任一项所述的钢的连续铸造方法,其中,
25、将上述钢液注入上述试验凝固装置时的注入速度(单位:kg/s)为该钢液的凝固速度(单位:kg/s)的3倍以上。
26、[8]根据[1]~[7]中任一项所述的钢的连续铸造方法,其中,
27、上述试验凝固装置具有宽度及纵深分别为10mm以上的底面。
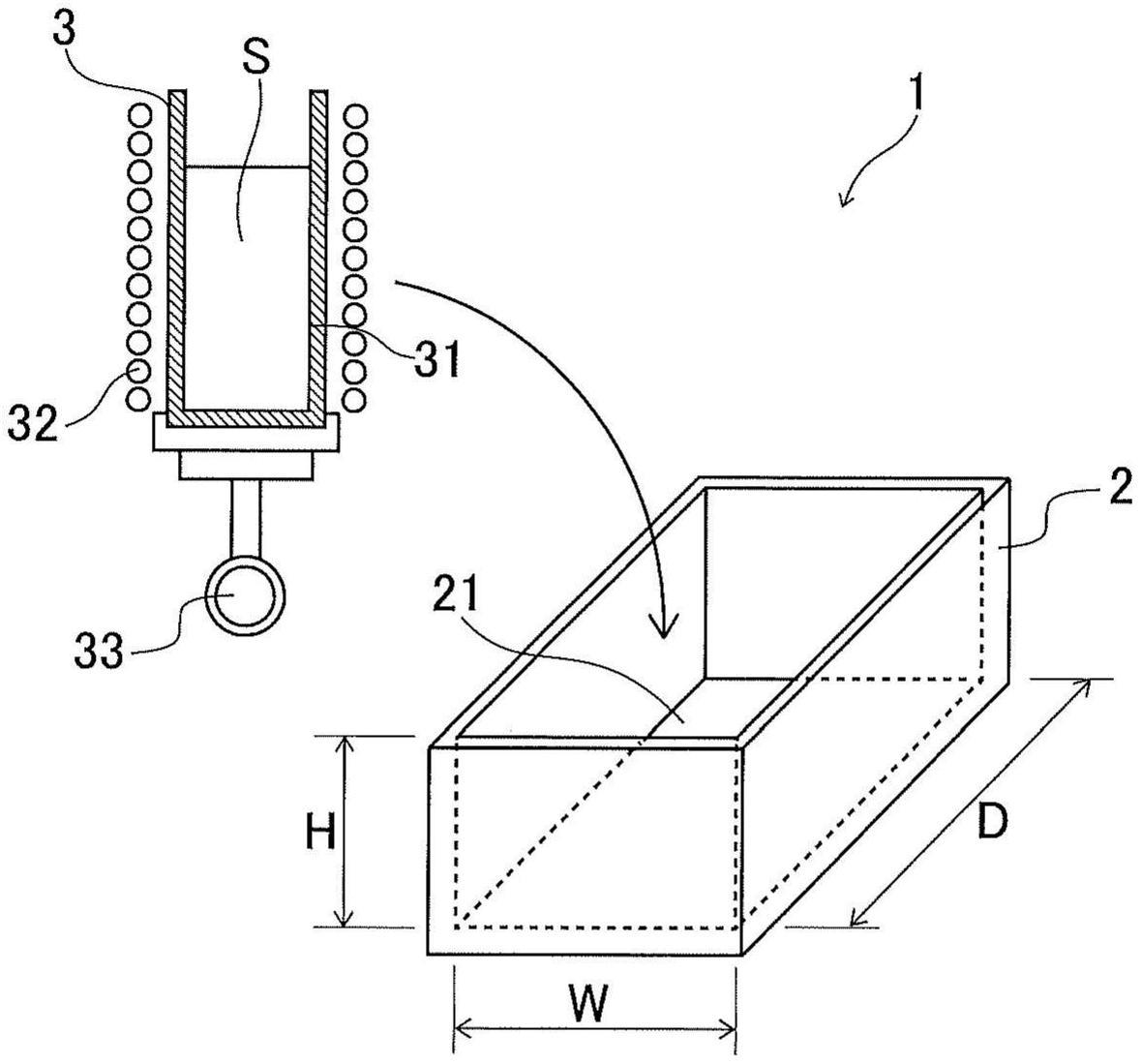
28、[9]一种钢的试验凝固装置,其是通过注入钢液并进行冷却而制作试验铸片的钢的试验凝固装置,
29、上述钢的试验凝固装置具备距被注入的上述钢液的凝固壳的表层1mm的深度的冷却速度为102~105℃/分的铸模。
30、[10]根据[9]所述的钢的试验凝固装置,其进一步具备将上述钢液注入上述铸模的注入装置,利用该注入装置的上述钢液的注入速度(单位:kg/s)为上述铸模中的上述钢液的凝固速度(单位:kg/s)的3倍以上。
31、[11]根据[9]或[10]所述的钢的试验凝固装置,其中,
32、上述铸模具有宽度及纵深分别为10mm以上的底面。
33、发明的效果
34、根据本发明的钢的连续铸造方法及钢的试验凝固装置,使用通过将想要进行连续铸造的钢液注入试验凝固装置并进行冷却而制作的试验铸片的下表面的表面粗糙度或碳当量,能够容易地判定该钢液是否为连续铸造时铸片容易发生破裂的钢种。
35、而且,在判定为铸片容易发生破裂的钢种的情况下,通过使用适于防止破裂的缓慢冷却保护渣进行连续铸造,能够可靠地防止铸片发生破裂、漏钢。另外,在判定为不易发生破裂的钢种的情况下,通过使用适于提高连续铸造的铸造速度的强冷却保护渣进行连续铸造,能够提高连续铸造的生产性而不会降低铸造速度。
- 还没有人留言评论。精彩留言会获得点赞!