一种熔模铸钢件浇注成型的铸造方法及装置与流程
1.本发明涉及铸钢件技术领域,尤其涉及一种熔模铸钢件浇注成型的铸造方法及装置。
背景技术:
2.由于铸钢件的机械性能较高,价格相对便宜,广泛应用于航天、航空、船舶、电子、泵阀、五金等领域由于铸钢件的比重大,由铸钢件组装成的零部件或设备的重量较大,甚至出现超重情况,在一定程度上制约了零部件和设备的功效,因此钢铸件结构设计上,在不影响机械性能的情况下,逐渐向薄壁、轻型发展,以减轻零部件或设备的重量,提高其功效。
3.由于钢铸件的固有铸造特性,薄壁型铸件不易浇注成型,特别是壁厚小于2mm的产品,易产生冷隔、欠铸、浇不足等缺陷,合格率不高,严重影响生产进度和增加生产成本,目前采用增设浇注引流筋的方法来解决上述问题,但此种方法导致了增加铸件缩孔、疏松等缺陷的倾向,且引流筋容易拉扯铸件引起变形。
技术实现要素:
4.本发明的目的在于提供一种熔模铸钢件浇注成型的铸造方法及装置,以解决铸钢件出现铸件缩孔、疏松或铸件变形的问题。
5.为实现上述目的,本发明提供了一种熔模铸钢件浇注成型的铸造装置,包括铸造台、固定组件、第一机械臂和第二机械臂,所述铸造台的顶部间隔设置有涂料槽和固定槽,所述固定组件设置在所述固定槽的内部,所述第一机械臂的一端与所述铸造台固定连接,所述第一机械臂的另一端穿刺组件,所述第二机械臂的一端与所述铸造台固定连接,所述第二机械臂的另一端设置有夹取组件;
6.所述穿刺组件包括穿刺箱、穿刺针和第一伸缩气缸,所述穿刺箱与所述第一机械臂固定连接,所述第一伸缩气缸固定安装在所述穿刺箱的内部,所述穿刺针的一端与所述第一伸缩气缸的输出端固定连接,所述穿刺针的另一端伸出所述穿刺箱。
7.所述铸造台的顶部设置有用于放置蜡模组的所述固定槽,以及装有涂料浆的所述涂料槽,所述固定槽的内部设置有用于将蜡模组进行固定的所述固定组件,所述第一机械臂的一端固定设置在所述铸造台上,所述第一机械臂的另一端设置有用于对蜡模组进行穿刺的所述穿刺组件,所述第一机械臂用于带动所述穿刺组件进行移动,所述第二机械臂的一端固定设置在所述铸造台上,所述第二机械臂的另一端设置有用于对钢丝进行固定以及将钢丝插在蜡模组上的所述夹取组件,所述第二机械臂用于带动所述夹取组件进行移动,需要对铸造件进行铸造时,先将组树后的蜡模组放置在所述固定槽中,并通过所述固定组件对组树后的蜡模组进行固定,控制所述第一机械臂运动,使所述穿刺组件移动至组树后的蜡模组处,所述穿刺针将组树后的蜡模组的顶部穿刺出小孔,所述穿刺箱内部的所述第一伸缩气缸运行,能够控制所述穿刺针穿出所述穿刺箱的长度,从而调整穿刺出的小孔的深度,将钢丝固定在所述夹取组件上,控制所述第二机械臂运动,使钢丝的一端穿刺进入小
孔中,以将钢丝和组树后的蜡模组固定,所述第二机械臂运动带起与钢丝固定的组树后的蜡模组移动至所述涂料槽中,使组树后的蜡模组完全沉浸在所述涂料槽中的料浆中,以使料浆均匀粘附在组树后的蜡模组的表面,将组树后的蜡模组取出所述涂料槽进行静置,直至组树后的蜡模组的表面形成模壳,将形成膜壳后的蜡模组重新固定在所述固定槽中,通过所述夹取组件将钢丝从形成膜壳后的蜡模组上拔下,进行脱蜡和焙烧,利用拔出钢丝后的空腔进行引流以浇注钢水,得到铸造件,解决了铸钢件出现铸件缩孔、疏松或铸件变形的问题。
8.其中,所述夹取组件包括夹取板、固定板、活动板和第二伸缩气缸,所述夹取板与所述第二机械臂固定连接,所述第二伸缩气缸固定安装在所述夹取板的内部,所述固定板与所述夹取板固定连接,所述活动板与所述第二伸缩气缸的输出端固定连接,所述活动板与所述夹取板滑动连接。
9.所述活动板能够相对与所述夹取板进行滑动,所述活动板与所述第二伸缩气缸的输出端固定连接,以使得所述第二伸缩气缸带动所述活动板进行移动,所述第二伸缩气缸带动所述活动板向靠近所述固定板的方向进行移动,以使得所述活动板和所述固定板相互配合以将钢丝夹紧,从而将钢丝进行固定,以便于将钢丝插入小孔中,同时便于将与钢丝固定的蜡模组抬起进行移动。
10.其中,所述穿刺组件还包括防护垫,所述防护垫与所述穿刺箱固定连接,所述防护垫位于所述穿刺箱的底部。
11.当所述穿刺组件对蜡模组进行穿刺时,所述防护垫与蜡模组贴合,以防止所述穿刺箱与蜡模组接触而对蜡模组造成损坏。
12.其中,所述固定组件的数量为两个,两个所述固定组件分别设置在所述固定槽的两相对的顶角处,所述固定组件包括第三伸缩气缸和l形固定架,所述第三伸缩气缸与所述铸造台固定连接,所述l形固定架与所述第三伸缩气缸的输出端固定连接。
13.两个所述固定组件分别设置在所述固定槽内部的两相对的顶角处,所述第三伸缩气缸带动所述l形固定架进行移动,使得所述l形固定架的两侧分别与蜡模组的两侧贴合,两个所述l形固定架配合以将蜡模组的四侧进行贴合,从而将蜡模组进行固定,以便于所述穿刺组件对蜡模组进行穿刺。
14.其中,所述固定组件还包括顶部挡片,所述顶部挡片与所述l形固定架固定连接,所述顶部挡片位于所述l形固定架的上方。
15.所述顶部挡片对蜡模组的顶部进行阻挡,以防止蜡模组上下窜动,以提高对蜡模组的固定效果。
16.本发明还提供一种采用上述所述的熔模铸钢件浇注成型的铸造装置的铸造方法,具体包括以下步骤:
17.将组树后的蜡模组放置在所述固定槽中,并通过所述固定组件对组树后的蜡模组进行固定;
18.控制所述第一机械臂运动,使所述穿刺组件移动至组树后的蜡模组处,所述穿刺针将组树后的蜡模组的顶部穿刺出小孔;
19.将钢丝固定在所述夹取组件上,控制所述第二机械臂运动,使钢丝的一端穿刺进入小孔中,以将钢丝和组树后的蜡模组固定;
丝杆、730-丝杆螺母、731-限位支架、740-电热丝、800-放置板。
具体实施方式
35.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
36.在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
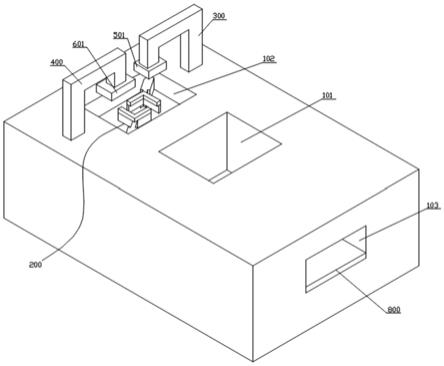
37.请参阅图1至图5,本发明提供一种熔模铸钢件浇注成型的铸造装置,包括铸造台100、固定组件200、第一机械臂300和第二机械臂400,所述铸造台100的顶部间隔设置有涂料槽101和固定槽102,所述固定组件200设置在所述固定槽102的内部,所述第一机械臂300的一端与所述铸造台100固定连接,所述第一机械臂300的另一端穿刺组件500,所述第二机械臂400的一端与所述铸造台100固定连接,所述第二机械臂400的另一端设置有夹取组件600;
38.所述穿刺组件500包括穿刺箱501、穿刺针502和第一伸缩气缸503,所述穿刺箱501与所述第一机械臂300固定连接,所述第一伸缩气缸503固定安装在所述穿刺箱501的内部,所述穿刺针502的一端与所述第一伸缩气缸503的输出端固定连接,所述穿刺针502的另一端伸出所述穿刺箱501。
39.在本实施方式中,所述铸造台100的顶部设置有用于放置蜡模组的所述固定槽102,以及装有涂料浆的所述涂料槽101,所述固定槽102的内部设置有用于将蜡模组进行固定的所述固定组件200,所述第一机械臂300的一端固定设置在所述铸造台100上,所述第一机械臂300的另一端设置有用于对蜡模组进行穿刺的所述穿刺组件500,所述第一机械臂300用于带动所述穿刺组件500进行移动,所述第二机械臂400的一端固定设置在所述铸造台100上,所述第二机械臂400的另一端设置有用于对钢丝进行固定以及将钢丝插在蜡模组上的所述夹取组件600,所述第二机械臂400用于带动所述夹取组件600进行移动,需要对铸造件进行铸造时,先将组树后的蜡模组放置在所述固定槽102中,并通过所述固定组件200对组树后的蜡模组进行固定,控制所述第一机械臂300运动,使所述穿刺组件500移动至组树后的蜡模组处,所述穿刺针502将组树后的蜡模组的顶部穿刺出小孔,所述穿刺箱501内部的所述第一伸缩气缸503运行,能够控制所述穿刺针502穿出所述穿刺箱501的长度,从而调整穿刺出的小孔的深度,将钢丝固定在所述夹取组件600上,控制所述第二机械臂400运动,使钢丝的一端穿刺进入小孔中,以将钢丝和组树后的蜡模组固定,所述第二机械臂400运动带起与钢丝固定的组树后的蜡模组移动至所述涂料槽101中,使组树后的蜡模组完全沉浸在所述涂料槽101中的料浆中,以使料浆均匀粘附在组树后的蜡模组的表面,将组树后的蜡模组取出所述涂料槽101进行静置,直至组树后的蜡模组的表面形成模壳,将形成膜壳后的蜡模组重新固定在所述固定槽102中,通过所述夹取组件600将钢丝从形成膜壳后的蜡模组上拔下,进行脱蜡和焙烧,利用拔出钢丝后的空腔进行引流以浇注钢水,得到铸造件,
解决了铸钢件出现铸件缩孔、疏松或铸件变形的问题。
40.进一步的,所述夹取组件600包括夹取板601、固定板602、活动板603和第二伸缩气缸604,所述夹取板601与所述第二机械臂400固定连接,所述第二伸缩气缸604固定安装在所述夹取板601的内部,所述固定板602与所述夹取板601固定连接,所述活动板603与所述第二伸缩气缸604的输出端固定连接,所述活动板603与所述夹取板601滑动连接。
41.在本实施方式中,所述夹取板601与所述第二机械臂400固定,所述固定板602固定在所述夹取板601的外部,所述活动板603能够相对与所述夹取板601进行滑动,所述活动板603与所述第二伸缩气缸604的输出端固定连接,以使得所述第二伸缩气缸604带动所述活动板603进行移动,所述第二伸缩气缸604带动所述活动板603向靠近所述固定板602的方向进行移动,以使得所述活动板603和所述固定板602相互配合以将钢丝夹紧,从而将钢丝进行固定,以便于将钢丝插入小孔中,同时便于将与钢丝固定的蜡模组抬起进行移动。
42.进一步的,所述穿刺组件500还包括防护垫504,所述防护垫504与所述穿刺箱501固定连接,所述防护垫504位于所述穿刺箱501的底部。
43.在本实施方式中,所述穿刺箱501的底部设置有防护垫504,当所述穿刺组件500对蜡模组进行穿刺时,所述防护垫504与蜡模组贴合,以防止所述穿刺箱501与蜡模组接触而对蜡模组造成损坏。
44.进一步的,所述固定组件200的数量为两个,两个所述固定组件200分别设置在所述固定槽102的两相对的顶角处,所述固定组件200包括第三伸缩气缸201和l形固定架202,所述第三伸缩气缸201与所述铸造台100固定连接,所述l形固定架202与所述第三伸缩气缸201的输出端固定连接;
45.所述固定组件200还包括顶部挡片203,所述顶部挡片203与所述l形固定架202固定连接,所述顶部挡片203位于所述l形固定架202的上方。
46.在本实施方式中,两个所述固定组件200分别设置在所述固定槽102内部的两相对的顶角处,所述第三伸缩气缸201带动所述l形固定架202进行移动,使得所述l形固定架202的两侧分别与蜡模组的两侧贴合,两个所述l形固定架202配合以将蜡模组的四侧进行贴合,从而将蜡模组进行固定,以便于所述穿刺组件500对蜡模组进行穿刺,且所述l形固定架202的顶部设置有所述顶部挡片203,所述顶部挡片203对蜡模组的顶部进行阻挡,以防止蜡模组上下窜动,以提高对蜡模组的固定效果。
47.进一步的,所述铸造台100还设置有烘干室103,所述烘干室103的内部设置有烘干组件700,所述烘干组件700包括电机710、丝杆720、丝杆螺母730和电热丝740,所述电机710与所述铸造台100固定连接,所述丝杆720与所述电机710的输出端固定连接,所述丝杆螺母730套设在所述丝杆720的外部,并与所述丝杆720螺纹连接,且与所述铸造台100滑动连接;
48.所述丝杆螺母730设置有限位支架731,所述铸造台100具有与所述限位支架731相适配的限位凹槽104,所述限位支架731位于所述限位凹槽104的内部;
49.所述熔模铸钢件浇注成型的铸造装置还包括放置板800,所述放置板800与所述铸造台100滑动连接,所述放置板800位于所述烘干室103的底部。
50.在本实施方式中,所述烘干室103能够将铸造件胚体进行烘干处理,以增加铸造效率,所述电机710对所述丝杆720进行驱动,使所述丝杆720进行转动,所述丝杆720转动时所述丝杆螺母730在所述丝杆720上进行滑动,使得与所述丝杆螺母730固定连接的所述电热
丝740的位置能够进行调节,不断对所述电热丝740的位置进行调节,从而提高铸造件胚体的受热均匀性,所述限位支架731能够在所述限位凹槽104的内部进行滑动,以实现所述丝杆螺母730与所述铸造台100之间的滑动连接,所述限位支架731和所述限位凹槽104相互配合以限制所述丝杆螺母730相对于所述丝杆720进行转动,以使得所述丝杆螺母730能够更好的在所述丝杆720上进行滑动,所述烘干室103的底部滑动设置有用于放置铸造件胚体的所述放置板800,以方便将铸造件胚体拿取铸造件胚体。
51.请参阅图6,本发明还提供一种采用上述所述的熔模铸钢件浇注成型的铸造装置的铸造方法,具体包括以下步骤:
52.s1:将组树后的蜡模组放置在所述固定槽102中,并通过所述固定组件200对组树后的蜡模组进行固定;
53.s2:控制所述第一机械臂300运动,使所述穿刺组件500移动至组树后的蜡模组处,所述穿刺针502将组树后的蜡模组的顶部穿刺出小孔;
54.s3:将钢丝固定在所述夹取组件600上,控制所述第二机械臂400运动,使钢丝的一端穿刺进入小孔中,以将钢丝和组树后的蜡模组固定;
55.s4:所述第二机械臂400运动带起与钢丝固定的组树后的蜡模组移动至所述涂料槽101中,使组树后的蜡模组完全沉浸在所述涂料槽101中的料浆中,以使料浆均匀粘附在组树后的蜡模组的表面,将组树后的蜡模组取出所述涂料槽101进行静置,直至组树后的蜡模组的表面形成模壳;
56.s5:将形成膜壳后的蜡模组重新固定在所述固定槽102中,通过所述夹取组件600将钢丝从形成膜壳后的蜡模组上拔下,进行脱蜡和焙烧;
57.s6:利用拔出钢丝后的空腔进行引流以浇注钢水,得到铸造件胚体;
58.s7:将铸造件胚体置入所述涂料槽101中,使铸造件胚体表面形成一层保护层;
59.s8:将具有保护层的铸造件胚体置入烘干室103中通过烘干组件700进行烘干;
60.s9:对烘干后的具有保护层的铸造件胚体进行热处理,得到铸造件。
61.先将组树后的蜡模组放置在所述固定槽102中,并通过所述固定组件200对组树后的蜡模组进行固定,再控制所述第一机械臂300运动,使所述穿刺组件500移动至组树后的蜡模组处,所述穿刺针502将组树后的蜡模组的顶部穿刺出小孔,随后将钢丝固定在所述夹取组件600上,控制所述第二机械臂400运动,使钢丝的一端穿刺进入小孔中,以将钢丝和组树后的蜡模组固定,然后所述第二机械臂400运动带起与钢丝固定的组树后的蜡模组移动至所述涂料槽101中,使组树后的蜡模组完全沉浸在所述涂料槽101中的料浆中,以使料浆均匀粘附在组树后的蜡模组的表面,将组树后的蜡模组取出所述涂料槽101进行静置,直至组树后的蜡模组的表面形成模壳,再将形成膜壳后的蜡模组重新固定在所述固定槽102中,通过所述夹取组件600将钢丝从形成膜壳后的蜡模组上拔下,进行脱蜡和焙烧,利用拔出钢丝后的空腔进行引流以浇注钢水,得到铸造件胚体,将铸造件胚体置入所述涂料槽101中,使铸造件胚体表面形成一层保护层,将具有保护层的铸造件胚体置入烘干室103中通过烘干组件700进行烘干,对烘干后的具有保护层的铸造件胚体进行热处理,得到铸造件。
62.以上所揭露的仅为本发明一种较佳实施例而已,当然不能以此来限定本发明之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本发明权利要求所作的等同变化,仍属于发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1