一种5系铝合金激光修复工艺及使用的Al-Mg-Sc-Zr粉末的制备方法与流程
一种5系铝合金激光修复工艺及使用的al-mg-sc-zr粉末的制备方法
技术领域
1.本发明涉及高性能激光修复技术领域,具体涉及一种5系铝合金激光修复工艺及使用的al-mg-sc-zr粉末的制备方法。
背景技术:
2.5系铝合金由于其可回收性、优异的强度重量比、导热性和导电性、耐腐蚀性、成形性和美观的外观,被越来越多地应用于高速铁路领域。
3.由于高速铁路长期受到腐蚀环境的影响,大量的轨道交通铝合金件出现裂纹、划痕、凹坑、沟槽、气孔等损伤,导致大量铝合金件失效、报废,甚至造成重大安全事故。-传统直接丢弃或者更换受损的零件导致了极大的浪费和成本支出。因此,为了解决资源短缺与资源浪费之间的矛盾,提倡可持续发展战略。根据铝合金实际受损情况和制造缺陷寻找有效的修复方法,以延长构件的使用寿命是非常必要和重要的。
4.目前,合金服役损伤的传统修复与再制造技术主要有电刷镀、钎焊、tig焊、mig焊、热喷涂等,这些传统的加工制造技术存在着复杂,工艺多,生产周期长,热输入大,与基体结合弱,修复层薄、性能差等缺点。因此有必要改进现有的修复方法,开发新的解决方案,可以避免损坏部件的替代,降低现有技术的高能耗以及避免使用有毒气体,从而有助于减少成本和污染。
5.采用激光沉积熔覆技术,以激光熔覆和快速成型为基础,利用高能激光束在金属表面辐照,通过迅速熔化、扩展和迅速凝固,使熔覆材料与基体形成冶金结合,以修复损伤的零件,在不破坏基体材料性能的同时使其具备耐热、耐磨、耐蚀、抗氧化、抗疲劳的表面覆层。而且,采用激光沉积熔覆技术修复区域的几何形状与零件缺损处的几何形状接近,属于近净成形修复。
6.但是,目前同轴送粉激光熔覆技术所使用的商用修复粉末均为强度较弱的2系铝合金材料,与5系铝合金不匹配,修复效果不理想,存在粉末以堵塞送粉管、修复界面结合处有未熔合缺陷,熔覆层的表面形成质量差,组织上有大量孔洞等问题,同时修复件的力学性能也不达标,无法满足高铁使用要求。
技术实现要素:
7.针对目前同轴送粉激光熔覆修复铝合金出现的上述问题,本发明提供了一种成形性能好、组织致密无缺陷、力学性能更优的5系铝合金激光修复工艺及所使用的al-mg-sc-zr合金粉末的制备方法。研究结果显示,采用本发明所述方法所得修复件的组织无缺陷,晶粒为大小不一的等轴晶,各向异性小,综合力学性能较优。
8.本发明提供的铝合金的修复工艺,是以al-mg-sc-zr粉末为修复材料,利用同轴送粉激光熔覆技术对铝合金基体进行修复;
9.所述al-mg-sc-zr粉末的粒径分布为48~210μm,空心粉率《10%,流动性《50s/
50g。
10.本发明研究发现,选择球形度高的粉末,并通过控制粉末较窄的粒径分布范围,较低的空心粉率及较佳的流动性,使得采用同轴送粉激光熔覆技术时不易堵塞送粉管,且所修复的零件部分性能与原始铝合金基体性能相近,强度均匀,结合部位强度高。
11.优选地,所述al-mg-sc-zr粉末中,按质量百分比计,mg含量为4~12%。基于铝合金基体特点,通过合理控制al-mg-sc-zr粉末中mg含量,可利用mg元素固溶强化的效果增强修复材料,并细化晶粒,降低修复过程中的裂纹敏感性。
12.优选地,本发明采用真空熔炼+雾化制粉制得粒度分布为50~500μm的初级合金粉末,再将粉末过筛,获得粒径分布为48~210μm的粉末,用于激光熔覆。
13.优选地,所述al-mg-sc-zr粉末在使用前先进行干燥处理;所述干燥的条件为:真空干燥温度为80~150℃,干燥时间为1~3h,真空度为-1.0*105pa。通过干燥处理,起到修复粉末水汽去除、降低修复过程中修复区孔隙率的作用。
14.进一步地,本发明研究发现,基于al-mg-sc-zr粉末特征对飞行的粉末与激光的相互作用以及激光熔覆过程孔隙的形成的影响,控制搭接率为60~80%,通过采用较高的搭接率,增大重熔区域,扩大熔池热影响区,延长成形区冷却时间,从而提高熔覆区的致密度。并在此基础上进一步构建激光修复铝合金的工艺窗口,将激光功率、扫描速率、层厚、搭接率、送粉载气量等参数控制在优化工艺区间。
15.进一步地,考虑到粉末的化学成分和粒径分布对粉末与激光的相互作用的影响,对于不同特征(化学成分、粒度分布)的粉末建立对应的较优工艺参数区间,确保熔体与基板或已成形的试样之间形成冶金结合,以及修复件完全致密化。
16.具体来讲,对于不同mg含量和粒径分布的粉末作为修复材料,建立对应的同轴送粉激光熔覆的工艺区间,以防止mg元素被烧损。例如,当镁元素较高时,应采用较低的激光能量密度以减少mg的蒸发;当采用较高的激光能量密度时,为了抑制由于mg蒸发而引起修复区孔隙的形成,应采用电阻板将待修复基材预热以降低冷却速率。
17.同时考虑到粉末粒径对粉末与激光相互作用的影响,当粉末粒径越小时,粉末对激光的散射作用越大,激光能量损失越大,因此需要采用高的激光能量密度。
18.作为本发明的具体实施方式之一,当mg含量为4~8wt.%,粉末的最大粒径《125μm时,所述同轴送粉激光熔覆的工艺参数条件为:
19.激光功率1600~2000w,扫描速度:400~600mm/min,喷头于表面距离为15~20mm,送粉速率为1205.76~2110.08mm3/min,搭接率为60~80%,送粉气体流量为5~10l/min,保护气氛为ar气。
20.作为本发明的另一具体实施方式,当mg含量为8~12wt.%,粉末的最大粒径《125μm时,所述同轴送粉激光熔覆的工艺参数条件为:
21.激光功率1400~1800w,扫描速度:600~800mm/min,喷头于表面距离为15~20mm,送粉速率为1205.76~2110.08mm3/min,搭接率为60~80%,送粉气体流量为5~10l/min,保护气氛为ar气;同时在修复前利用电阻板将待修复铝合金基材预热到200℃,以降低冷却速率。
22.作为本发明的另一具体实施方式,当mg含量为4~8wt.%,粉末的最大粒径在125~210μm范围时,所述同轴送粉激光熔覆的工艺参数条件为:
23.激光功率1400~1800w,扫描速度:600~800mm/min,喷头于表面距离为15~20mm,送粉速率为1205.76~2110.08mm3/min,搭接率为60~80%,送粉气体流量为5~10l/min,保护气氛为ar气。
24.作为本发明的另一具体实施方式,当mg含量为8~12wt.%,粉末的最大粒径在125~210μm范围时,所述同轴送粉激光熔覆的工艺参数条件为:
25.激光功率1200~1600w,扫描速度:800~1000mm/min,喷头于表面距离为15~20mm,送粉速率为1205.76~2110.08mm3/min,搭接率为60~80%,送粉气体流量为5~10l/min,保护气氛为ar气。
26.进一步地,在同轴送粉激光熔覆修复前,对铝合金基体的表面进行激光清洗处理,以提升熔覆层的激光吸收率,保证层内光斑的均匀性,减少熔合过渡区及熔覆区的孔隙率。
27.进一步地,在所述同轴送粉激光熔覆的连续修复过程中,随着熔覆层数量增加,沉积高度逐步提高,已成形区域的导热方式变差,为此本发明通过逐层停顿的方式来保证成形工艺的稳定性。
28.研究表明,通过表面激光清洗处理,控制工艺参数热输入量以及连续修复过程中层间停顿等方式,可避免修复过程的易出现的各种缺陷,实现5系铝合金结构件激光致密修复。
29.本发明中,所述al-mg-sc-zr粉末的化学成分为mg4.0-12.0%,mn0.4-0.8%,sc0.1-0.6%,zr0.1-0.3%,si0.4-0.8%,其余为al。
30.本发明中,利用三维扫描技术对比受损零件和完整零件的数据,以获取修复部分的三维数据,并根据零件需要通过数控机床编程方式设置激光扫描路径为单向或垂直或旋转某一角度。
31.本发明的有益效果如下:
32.(1)本发明选择球形度高,粒径分布窄,空心粉率《10%,流动性《50s/50g的al-mg-sc-zr粉末作为5系铝合金激光熔覆的修复材料,使得修复的零件部分性能与原始铝合金基体性能相近,强度均匀,结合部位强度高。
33.(2)本发明激光修复工艺参数采用了较高的搭接率,增大重熔面积以及熔池热影响范围,减小冷却时间而使气孔有足够的时间逸出,以降低熔覆区的孔隙率。
34.(3)本发明对不同特征(化学成分、粒度分布)的粉末建立对应的较优工艺参数区间,确保熔体与基板或已成形的试样之间形成冶金结合,以及修复件完全致密化。
35.(4)本发明采用表面激光清洗处理,控制工艺参数热输入量以及连续修复过程层间停顿等方式,可以提升修复件的致密度,抑制缺陷。
36.(5)本发明所得修复件的冶金结合良好,力学性能优异,拉伸强度能达到300mpa以上,延伸率能达到16%以上。
37.(6)本发明所述的激光熔覆技术,即可用于5系铝合金修复,也可用于其他铝合金结构件的修复及表面改性。
附图说明
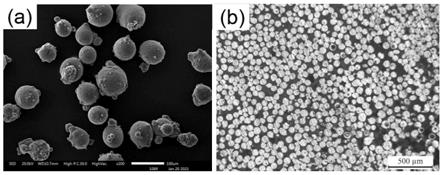
38.图1为实施例1中雾化制粉的粉末形貌。图中(a)表示粉末球形度,(b)表示粉末空心粉率。
39.图2为实施例2中修复件的金相组织。
40.图3为实施例4中修复件拉伸测试的工程应力应变曲线。
41.图4为对比例2中修复件的金相组织。
42.图5为对比例3中修复件的金相组织。
具体实施方式
43.以下实施例用于说明本发明,但不用来限制本发明的范围。
44.作为本发明的具体实施方式之一,所述5系铝合金激光修复工艺,包括如下步骤:
45.(1)真空熔炼+雾化制粉:将各金属元素按照配比称取重量后制成混合料,加入真空熔炼炉中进行熔炼,采用氩气为保护气氛对熔炼后的合金进行雾化制粉。
46.(2)过筛+干燥:将制好的粉末过筛后真空干燥,得到激光同轴送粉增材制造al-mg-sc-zr铝合金粉末,将得到的粉末倒入送粉装置。
47.(3)修复前处理:对基材受损区域进行切削,将切削的表面用激光清洗以防止表面难熔氧化物在激光熔覆过程中导致缺陷的产生。
48.(4)激光修复:根据粉末特征以及零件要求设置修复参数。
49.实施例1
50.本实施例提供一种5系铝合金受损件的激光修复工艺,该铝合金零件的材质型号为5083-h112,该零件尺寸为150mm*150mm*15mm,受损部分尺寸为9mm*5mm*150mm。
51.修复工艺步骤如下:
52.步骤1:制备修复用的铝合金粉末
53.初级合金粉末制备:将组分中的金属单质按比例进行熔炼雾化制粉,得到初级合金粉末,mg含量为5.9wt.%,筛分后得到粒度分布为40~100μm。粉末形貌如图1所示;
54.然后将金属粉末放入干燥箱中干燥2h,干燥温度为150℃,真空度为-1.0*105pa。所得粉末的流动性《50s/50g。
55.步骤2:利用三维探测技术对损伤零部件进行探伤,确定受损部位,然后对受损部位进行打磨切削。
56.步骤3:将切削的表面用激光清洗处理,以去掉表面氧化物。
57.步骤4:设定同轴送粉激光器的工艺参数为:激光功率1700w,扫描速度500mm/min,层厚0.6mm,喷头于表面距离为15mm,送粉速率为1531.76mm3/min,搭接率为80%,送粉气体流量为6l/min,保护气氛为ar气。
58.熔覆过程中采用逐层停顿的方式。最后通过机加工打磨掉突出的熔覆层。
59.步骤5:修复后对修复件的组织结构和力学性能进行表征。
60.结果表明,修复件的冶金结合好,热影响区无缺陷,熔覆区组织细小,为等轴晶,孔隙率为0.22%。修复件的屈服强度为200mpa,抗拉强度为326mpa,延伸率为16.5%。
61.实施例2
62.本实施例提供一种5系铝合金受损件的激光修复工艺,该铝合金零件的材质型号为5083-h112,该零件尺寸为150mm*150mm*15mm,受损部分尺寸为9mm*5mm*150mm。
63.修复工艺步骤如下:
64.步骤1:制备修复用铝合金粉末
65.初级合金粉末制备:将组分中的金属单质按比例进行熔炼雾化制粉,得到初级合金粉末,mg含量为6.2wt.%,筛分后得到粒度分布为68~180μm。粉末形貌与实施例1相似。
66.然后将金属粉末放入干燥箱中干燥2h,干燥温度为150℃,真空度为-1.0*105pa。
67.步骤2:利用三维探测技术对损伤零部件进行探伤,确定受损部位,然后对受损部位进行打磨切削。
68.步骤3:将切削的表面用激光清洗处理,以去掉表面氧化物。
69.步骤4:设定同轴送粉激光器的工艺参数为:激光功率1800w,扫描速度700mm/min,层厚0.6mm,喷头于表面距离为15mm,送粉速率为1531.76mm3/min,搭接率为75%,送粉气体流量为7l/min,保护气氛为ar气。
70.熔覆过程逐层停顿。最后通过机加工打磨掉突出的熔覆层。
71.步骤5:修复后对修复件的组织和力学性能进行表征。
72.结果表明,修复件冶金结合好,热影响区无缺陷,熔覆区组织细小,为等轴晶,孔隙率为0.48%。修复件的金相组织如图2所示。
73.修复件的屈服强度为206mpa,抗拉强度为320mpa,延伸率为16.8%。
74.实施例3
75.本实施例提供一种5系铝合金受损件的激光修复工艺,该铝合金零件的材质型号为5083-h112,该零件尺寸为150mm*150mm*15mm,受损部分尺寸为9mm*5mm*150mm。
76.修复工艺步骤如下:
77.步骤1:制备修复用铝合金粉末,初级合金粉末制备:将组分中的金属单质按比例进行熔炼雾化制粉,得到初级合金粉末,mg含量为10.2wt.%,筛分后得到粒度分布为75~185μm。粉末形貌与实施例1相似。
78.然后将金属粉末放入干燥箱中干燥2h,干燥温度为150℃,真空度为-1.0*105pa。
79.步骤2:利用三维探测技术对损伤零部件进行探伤,确定受损部位,然后对受损部位进行打磨切削。
80.步骤3:将切削的表面用激光清洗处理,以去掉表面氧化物。
81.步骤4:设定同轴送粉激光器的工艺参数为:激光功率1300w,扫描速度800mm/min,层厚0.6mm,喷头于表面距离为15mm,送粉速率为1531.76mm3/min,搭接率为70%,送粉气体流量为6l/min,保护气氛为ar气。
82.熔覆过程逐层停顿。最后通过机加工打磨掉突出的熔覆层。
83.步骤5:修复后对修复件的组织和力学性能进行表征。
84.结果表明,修复件冶金结合好,热影响区无缺陷,熔覆区组织细小,为等轴晶,孔隙率为0.45%。屈服强度为198mpa,抗拉强度为325mpa,延伸率为16.2%。
85.实施例4
86.本实施例提供一种5系铝合金受损件的激光修复工艺,该铝合金零件的材质型号为5083-h112,该零件尺寸为150mm*150mm*15mm,受损部分尺寸为9mm*5mm*150mm。
87.修复工艺步骤如下:
88.步骤1:制备修复用铝合金粉末,初级合金粉末制备:将组分中的金属单质按比例进行熔炼雾化制粉,得到初级合金粉末,mg含量为10.2wt.%,筛分后得到粒度分布为45~115μm。粉末形貌如图1所示,然后将金属粉末放入干燥箱中干燥2h,干燥温度为150℃,真空
度为-1.0*105pa。
89.步骤2:利用三维探测技术对损伤零部件进行探伤,确定受损部位,然后对受损部位进行打磨切削。
90.步骤3:将切削的表面用激光清洗处理,以去掉表面氧化物。
91.步骤4:设定同轴送粉激光器的工艺参数为:在修复前利用电阻板将待修复基材预热到200℃,激光功率1800w,扫描速度700mm/min,层厚0.6mm,喷头于表面距离为15mm,送粉速率为1351.45mm3/min,搭接率为80%,送粉气体流量为5l/min,保护气氛为ar气。
92.熔覆过程逐层停顿。最后通过机加工打磨掉突出的熔覆层。
93.步骤5:修复后对修复件的组织和力学性能进行表征。
94.结果表明,修复件冶金结合好,热影响区无缺陷,熔覆区组织细小,为等轴晶,孔隙率为0.19%。屈服强度为197mpa,抗拉强度为308mpa,延伸率为16.2%。
95.修复件拉伸测试的工程应力应变曲线如图3所示。
96.对比例1
97.本对比例提供一种5系铝合金受损件的激光修复工艺,与实施例1的区别在于:将实施例1中的制粉工艺气雾化压力增大至15mpa并且不进行筛分,其余制备条件和实施步骤均与实施例1相同,得到的粉末平均粒径为49μm,粉末流动性为90s/50g。
98.结果显示,在进行激光修复过程中出现送粉管堵塞的情况,修复完成后界面结合处有未熔合缺陷,熔覆层的表面形成质量差,组织上有大量孔洞,孔隙率为5.8%。修复件的力学性能差,抗拉强度为191mpa,延伸率为6%。
99.对比例2
100.本对比例提供一种5系铝合金受损件的激光修复工艺,与实施例1的区别在于:将实施例1中的修复工艺搭接率降低至40%,其余制备条件和实施步骤均与实施例1相同。
101.结果显示,对零件进行修复后发现熔覆层有大量孔洞,孔隙率为3.5%,熔覆层金相组织如图4所示。修复件的力学性能差,抗拉强度为189mpa,延伸率为5%。
102.对比例3
103.本对比例提供一种5系铝合金受损件的激光修复工艺,与实施例1的区别在于:将实施例1中的修复工艺送粉量增大至2631.72mm3/min,其余制备条件和实施步骤均与实施例1相同。
104.结果显示,对零件进行修复后发现,修复件熔覆层组织存在大量冶金缺陷,熔覆层与基体结合较差,界面结合处金相组织如图5所示。
105.对比例4
106.本对比例提供一种5系铝合金受损件的激光修复工艺,与实施例1的区别在于:将实施例1中的激光功率降低至800w,扫描速度提高至1000mm/min,其余工艺参数和实施步骤均与实施例1相同。
107.结果显示,对零件进行修复后发现,修复件熔覆层组织存在大量冶金缺陷,熔覆层与基体结合较差,热影响区存在大量的裂纹。修复件的力学性能差,抗拉强度为170mpa,延伸率为5.5%。
108.对比例5
109.本对比例提供一种5系铝合金受损件的激光修复工艺,与实施例1的区别在于:将
实施例1中的激光功率提高至2000w,扫描速度降低至300mm/min,其余工艺参数和实施步骤均与实施例1相同。
110.结果显示,对零件进行修复后发现,修复件熔覆层存在过烧的情况,熔覆层内陷。
111.对比例6
112.本对比例提供一种5系铝合金受损件的激光修复工艺,与实施例1的区别在于:将实施例1中的步骤4的激光清洗步骤省略,其余实施步骤均与实施例1相同。
113.结果显示,对零件进行修复后发现,修复件熔覆层存在大量的孔洞,熔覆层与基体结合处也有较多的孔洞。修复件的抗拉强度为270mpa,延伸率为11.5%。
114.对比例7
115.本对比例提供一种5系铝合金受损件的激光修复工艺,与实施例1的区别在于:将实施例1中的步骤4逐层停顿的步骤省略,其余实施步骤均与实施例1相同,对零件进行修复后发现修复件发生翘曲,熔覆层存在大量的孔洞,熔覆层与基体结合处也有较多的孔洞。
116.虽然,上文中已经用一般性说明及具体实施方案对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1