用于燃料电池双极板的铁素体不锈钢、表面粗糙度的调控方法、形成钝化膜的方法和用途与流程
文档序号:30306304发布日期:2022-06-05 06:04阅读:708来源:国知局
1.本发明涉及不锈钢生产技术领域,涉及一种用于燃料电池双极板的铁素体不锈钢、表面粗糙度的调控方法、形成钝化膜的方法和用途。
背景技术:
2.燃料电池是一种把燃料所具有的化学能直接转换成电能的装置,质子交换膜燃料电池(pemfc)是燃料电池的一种。pemfc因其高发电效率和对环境的无污染性,发展到现在已受到全世界重视和快速发展。双极板作为燃料电池的核心部件,起到了在燃料电池中的膜电极结构支撑、分隔氢气和氧气、收集电子、传导热量、提供氢气和氧气通道、排出反应生成的水、提供冷却液流道等重要作用。随着对燃料电池高体积功率密度要求的提升,金属双极板因其材料具有较高的强度和韧性,可采用冲压的方式制成较薄的双极板,应用愈加广泛。
3.但是,金属双极板在氢燃料电池环境中耐腐蚀性能差、界面接触电阻高,一直是较为棘手的问题,业界迫切需要一种耐蚀性强、导电性好、成本低廉的金属材料,以匹配产业快速发展带来的大规模需求。2017年韩国学者公开了一种具有优异的接触电阻的用于聚合物燃料电池隔板的不锈钢及其制造方法(kr:013918/2017;cn:110199047b/2017),其不锈钢产品目前已经用于现代燃料电池汽车生产,其导电性和耐腐蚀性符合美国能源部制定的标准。2010年日本学者公开了一种用于jfe的一种耐腐蚀性优良的燃料电池用不锈钢及其制造方法(cn:102471916/2010;jp:062739/2010),相关材料将应用在燃料电池巴士上。
4.随着近年来行业的迅速发展,对产品一致性要求随之提高,而现有的关于铁素体不锈钢双极板的制备技术方案的主要问题在于因成分设计问题导致的变形能力差,导致在双极板加工过程中的成形难度大,双极板变形还会导致密封性差等问题。同时,合金化元素较多导致的成本问题。另一方面,不锈钢表面钝化膜作为重要的耐蚀功能层,其制备工艺问题导致形成的钝化膜较薄且不连续,导致耐蚀性能差,钝化膜生长及成分不可控,导致导电性能与耐蚀性能不稳定。此外,金属双极板目前主流材料除了不锈钢还有钛,而钛作为双极板材料变形能力相对较差,冲压难度较大,且成本比不锈钢高很多,这些都影响到极板的一致性、耐蚀性与经济性等关键问题,亟待解决。
技术实现要素:
5.针对现有技术中存在的上述问题,本发明的目的在于提供一种用于燃料电池双极板的铁素体不锈钢、表面粗糙度的调控方法、形成钝化膜的方法和用途。
6.为达上述目的,本发明采用以下技术方案:
7.第一方面,本发明提供一种用于燃料电池双极板的铁素体不锈钢,以所述铁素体不锈钢的质量为100wt.%计,所述铁素体不锈钢包括:
[0008][0009][0010]
余量为fe和无法避免而含有的其他元素,在不可避免的杂质中,优选o为0.02wt.%以下,sn为0.1%以下;
[0011]
所述铁素体不锈钢的晶粒度为4~9级,例如4级、5级、6级、7级或8级等,优选为6~8级。这样可以保证不锈钢材料具有适当的工艺性(有利于轧制、热处理等工艺),有利于双极板材料加工成形的同时兼具一定的经济性。
[0012]
c具有固溶强化的效果,其在铁素体中的溶解度很低,过剩的碳以碳化物的形式析出,同时c会和cr形成cr的碳氮化物,会造成铁素体不锈钢的晶间腐蚀和晶界贫铬,影响材料的力学和焊接等性能。本发明的铁素体不锈钢中,c的含量为0.03wt.%以下,例如0.03wt.%、0.02wt.%或0.01wt.%等,优选c的含量为0.02wt.%以下。
[0013]
n会和cr形成cr的碳氮化物,产生贫cr区而使不锈钢的耐腐蚀性降低。本发明的铁素体不锈钢中,n的含量为0.02wt.%以下,例如0.02wt.%或0.01wt.%等。
[0014]
si是对脱氧有用的元素。但是,随含量增加,则材料加工性能降低。本发明的铁素体不锈钢中,si的含量为0.4wt.%以下,例如0.4wt.%、0.35wt.%、0.3wt.%、0.25wt.%、0.2wt.%、0.15wt.%、0.1wt.%、0.08wt.%、0.05wt.%或0.03wt.%等。
[0015]
mn是钢中不可避免混入的元素,除一定脱氧作用外,还可提高钢的强度。但作为杂质的mns会成为腐蚀的起点,使耐腐蚀性降低。本发明的铁素体不锈钢中,mn的含量为0.5wt.%以下,例如0.5wt.%、0.47wt.%、0.45wt.%、0.4wt.%、0.35wt.%、0.3wt.%、0.25wt.%、0.2wt.%、0.15wt.%、0.1wt.%、0.08wt.%、0.05wt.%或0.03wt.%等。
[0016]
cr是决定铁素体不锈钢的耐腐蚀性的根本元素,铬与腐蚀介质中的氧作用,在钢
外表构成一层很薄的氧化膜,可阻碍钢的基体进一步腐蚀。但铬含量的增加会加速α和σ相的形成和沉淀,使其韧性下降和脆性转变温度显著上升,不利于制造不锈钢过程中的加工。本发明的铁素体不锈钢中,cr的含量为16~23wt.%,例如16wt.%、16.5wt.%、16.8wt.%、17wt.%、17.5wt.%、18wt.%、18.5wt.%、19wt.%、19.5wt.%、20wt.%、20.5wt.%、21wt.%、21.5wt.%、22wt.%、22.5wt.%或23wt.%等。
[0017]
cu是提高不锈钢的耐腐蚀性的元素,并且可以改善材料的冷加工性能。本发明的铁素体不锈钢中,cu的含量为0~2.0wt.%,例如0wt.%、0.05wt.%、0.1wt.%、0.2wt.%、0.25wt.%、0.3wt.%、0.35wt.%、0.4wt.%、0.5wt.%、0.55wt.%、0.6wt.%、0.7wt.%、0.8wt.%、1wt.%、1.2wt.%、1.3wt.%、1.4wt.%、1.6wt.%、1.8wt.%或2wt.%等。
[0018]
mo是提高不锈钢的耐腐蚀性的另一主要元素。促进fe-cr合金的钝化,提高钢在还原性介质中的耐蚀性,特别是在氯化物溶液中的抗点蚀、缝隙腐蚀等抗局部腐蚀性能。但mo含量较高时,易出现铁素体σ相和其它脆性相,使钢的韧性降低强度增加,不利于材料的加工。本发明的铁素体不锈钢中,mo的含量为1.8~2.5wt.%,例如1.8wt.%、1.85wt.%、1.9wt.%、2.0wt.%、2.1wt.%、2.2wt.%、2.3wt.%、2.4wt.%或2.5wt.%等。
[0019]
ni是提高不锈钢的耐腐蚀性的元素,同时可以起到降低接触电阻的作用。本发明的铁素体不锈钢中,ni的含量为0.2~2.0wt.%,例如0.2wt.%、0.3wt.%、0.4wt.%、0.5wt.%、0.6wt.%、0.8wt.%、1.0wt.%、1.1wt.%、1.3wt.%、1.4wt.%、1.5wt.%、1.7wt.%、1.8wt.%或2.0wt.%等。
[0020]
ti和nb都是优先与c、n结合生成碳氮化物,从而抑制由于cr碳氮化物的析出而导致的耐腐蚀性降低。但是,如果含过高量,则加工性降低。本发明的铁素体不锈钢中,ti的含量为0.1~0.5wt.%,例如0.1wt.%、0.2wt.%、0.3wt.%、0.4wt.%或0.5wt.%等。本发明的铁素体不锈钢中,nb的含量为0.005~0.5wt.%,例如0.1wt.%、0.2wt.%、0.3wt.%、0.4wt.%或0.5wt.%等,nb优选0.1~0.4wt.%。
[0021]
本发明的铁素体不锈钢中,p的含量为0.02wt.%以下,例如0.02wt.%或0.01wt.%等。
[0022]
本发明的铁素体不锈钢中,s的含量为0.02wt.%以下,例如0.02wt.%或0.01wt.%等,优选为0.01wt.%以下。
[0023]
另外,除上述以外,以耐腐蚀性的改善为目的,可以分别含有0~1wt.%的v和/或0~1wt.%的w。为了得到该效果,两种元素优选含量均在0.1wt.%以上。
[0024]
作为本发明一个优选的技术方案,v和w会优先于cr与c结合,提高材料的耐腐蚀性,一定程度上与nb有协同作用;同时,为了维持合适的材料加工性能,加入v和w时,nb的加入量要适当降低。
[0025]
以提高热加工性的为目的,也可以含有0.0002~1wt.%的稀土金属,优选ce或y。为了得到该效果,优选含有0.0005wt.%以上。
[0026]
本发明的铁素体不锈钢具有合金元素种类少、cr含量较低的特点,通过各元素种类和含量的设计,获得了良好的耐腐蚀性能、导电性能,以及良好的延伸率和变形能力,同时兼具经济性和成本优势。其中,ni的含量优选0.9~1.2wt.%,进一步降低成本,且仍满足上述效果。
[0027]
本发明的铁素体不锈钢相较于其他金属材料双极板(如钛双极板)具有成本低的
优势,且成形加工性能更好的优点。
[0028]
优选地,所述铁素体不锈钢的表面粗糙度在100~700nm之间,粗糙度例如100nm、150nm、170nm、200nm、230nm、260nm、300nm、325nm、350nm、380nm、400nm、435nm、460nm或500nm等,粗糙度过小,界面接触电阻显著增加,燃料电池内阻增大,且无法与气体扩散层实现较好贴合,故不适合应用;粗糙度过大,接触电阻虽然较低,但是材料耐蚀性能明显降低,不能满足燃料电池内部和酸性环境中对双极板的要求,优选为100~600nm,进一步优选为200~500nm。
[0029]
作为本发明所述铁素体不锈钢的优选技术方案,所述铁素体不锈钢的表面设置有钝化膜,所述钝化膜包括p型钝化膜和n型钝化膜。该钝化膜作为重要的耐腐蚀、导电功能层,在性能上具有优势,其技术原理如下:p型钝化膜可有效防止溶液与基体接触而发生腐蚀,n型钝化膜可有效防止金属离子溶出,从而有效降低金属离子对燃料电池其他核心部件(如质子交换膜、催化剂等)的不良影响,提高燃料电池电堆性能与寿命。
[0030]
本发明中,p型钝化膜对应p型半导体区域,n型钝化膜对应n型半导体区域。
[0031]
本发明中,p型钝化膜指的是p型半导体型的钝化膜,n型钝化膜指的是n型半导体型的钝化膜。
[0032]
本发明中,对p型钝化膜和n型钝化膜的位置关系不作具体限定,例如可以是内层为n型外层为p型的钝化膜。内层指的是钝化膜靠近不锈钢主材的一侧,外层指的是靠近溶液的一侧。
[0033]
优选地,所述p型钝化膜内的氢氧化铬和氧化铬的摩尔比为i
p
[cr(oh)3/cr2o3],i
p
[cr(oh)3/cr2o3]不小于10,例如10、11、12、13、14、15、16、17、18、20、23或25等,优选不小于15。通过优化p型钝化膜内的氢氧化铬和氧化铬的摩尔比可获得优异的耐腐蚀性,该比例越高,氢氧化物比例高,耐蚀性越好。
[0034]
优选地,所述n型钝化膜内的氢氧化铬和氧化铬的摩尔比为in[cr(oh)3/cr2o3],in[cr(oh)3/cr2o3]不大于10,例如10、9、8、7、6、5、4、3、2、1或0.5等,优选小于5。通过优化n型钝化膜内的氢氧化铬和氧化铬的摩尔比可获得优异的导电性,该比例越低,氧化物比例高,导电性越好。
[0035]
优选地,i
p
[cr(oh)3/cr2o3]/in[cr(oh)3/cr2o3]》3,优选i
p
[cr(oh)3/cr2o3]/in[cr(oh)3/cr2o3]≥4。例如3.5、4、5、6、7、8、9或10等。若i
p
[cr(oh)3/cr2o3]/in[cr(oh)3/cr2o3]≤3,则钝化膜综合性能无法保证。
[0036]
本发明中,i
p
[cr(oh)3/cr2o3]/in[cr(oh)3/cr2o3]简称为i
p
/in。
[0037]
优选地,所述钝化膜的厚度为5~20nm,例如5nm、6nm、8nm、10nm、12nm、13nm、15nm、16nm、18nm、19nm或20nm等,优选10~15nm。钝化膜太薄(小于5nm)则耐蚀性不好,钝化膜太厚(大于20nm)则导电性不好,在此优选的厚度范围10~15nm内,可以更好地兼顾良好的耐腐蚀性和导电性。
[0038]
优选地,所述p型钝化膜的厚度为t
p
,所述n型钝化膜的厚度为tn,0.2《t
p
/tn《0.6,t
p
/tn例如0.25、0.3、0.35、0.4、0.45、0.5或0.55等。在此条件下可以更好地保证优异的界面接触电阻。
[0039]
优选地,所述钝化膜中,内层为n型钝化膜,外层为p型钝化膜,而且满足:0.2《t
p
/tn《0.6。
[0040]
此优选技术方案中,钝化膜结构为内层n型(导电性较好)外层p型(耐蚀性较好),且p型钝化膜较薄而n型钝化膜较厚,此种结构决定了其兼具良好的耐蚀性与导电性。
[0041]
第二方面,本发明提供一种不锈钢的表面粗糙度的调控方法,所述调控方法包括:
[0042]
提供不锈钢主材,将所述不锈钢主材在酸溶液中进行电解,所述电解的过程中,极化电压满足下述公式(ⅰ):
[0043]
e≥lg d+12+ph
ꢀꢀꢀ
(ⅰ)
[0044]
其中,e为极化电压,极化电压的单位为v,d为不锈钢主材的晶粒尺寸,晶粒尺寸的单位为微米,ph为初始酸液的ph值。
[0045]
本发明的调控方法利用电解的方法调控不锈钢主材的表面粗糙度,具有表面粗糙度可控的优点,可以根据质子交换膜燃料电池中膜电极及气体扩散的特点针对性调整不锈钢表面粗糙度,使双极板与相关部件实现良好贴合从而降低电池体系的接触电阻,更加适合行业应用特点。
[0046]
本发明的方法中,若e不满足公式(ⅰ),则可能导致粗糙度无明显变化,无法到达到最优粗糙度以匹配气体扩散层,从而对燃料电池电堆性能产生不良影响。
[0047]
该调控方法可以以第一方面所述的铁素体不锈钢为基础。该调控方法也可以以本领域其他的不锈钢材料为基础。
[0048]
其中,“以第一方面所述的铁素体不锈钢为基础”指的是:不锈钢主材(例如不锈钢板)的由第一方面所述的铁素体不锈钢制成,例如通过冶炼、热轧及冷轧制成。
[0049]
优选地,所述极化电压为5~15v,例如5v、6v、8v、9v、10v、12v、13v或15v等。
[0050]
优选地,所述电解的时间为10~300s,例如10s、15s、20s、25s、30s、35s、40s、45s、50s、60s、65s、70s、75s、80s、85s、90s、100s、120s、130s、140s、150s、160s、170s、180s、200s、220s、230s、240s、260s、280s或300s等,优选为20~120s。
[0051]
优选地,所述电解的温度为25~70℃,例如25℃、27℃、30℃、35℃、40℃、45℃、50℃、55℃、60℃、65℃或70℃等,优选为25~40℃。
[0052]
优选地,所述电解的过程中使用的酸液为硫酸,或者硫酸与氢卤酸的混合酸液。通过硫酸与氢卤酸的配合,可以缩短粗糙度制备时间,适当增大粗糙度。
[0053]
本发明中,氢卤酸简写为hx酸,其中,x为卤素,x例如可以是f、cl、br或i。
[0054]
优选地,所述氢卤酸为氢氟酸、盐酸、氢溴酸、氢碘酸中的至少一种,优选为盐酸和/或氢氟酸。
[0055]
优选地,所述硫酸的浓度为0.1~14mol/l,例如0.1mol/l、0.3mol/l、0.5mol/l、0.8mol/l、1mol/l、1.5mol/l、1.7mol/l、2mol/l、2.2mol/l、2.5mol/l、2.8mol/l、3mol/l、3.5mol/l、3.8mol/l、4mol/l、4.5mol/l、5mol/l、5.5mol/l、6mol/l、6.5mol/l、7mol/l、7.5mol/l、8mol/l、8.5mol/l、9mol/l、9.5mol/l、10mol/l、11mol/l、12mol/l、13mol/l或14mol/l等,优选为0.1~7mol/l。
[0056]
优选地,所述硫酸与氢卤酸的混合酸液中,氢卤酸的浓度为0~3mol/l且不含0,例如0.05mol/l、0.1mol/l、0.2mol/l、0.25mol/l、0.3mol/l、0.4mol/l、0.5mol/l、0.7mol/l、1mol/l、1.5mol/l、1.7mol/l、1.9mol/l、2mol/l、2.2mol/l、2.4mol/l、2.5mol/l、2.8mol/l或3mol/l等,优选不超过0.5mol/l。
[0057]
第三方面,本发明提供一种在不锈钢表面形成钝化膜的方法,采用电化学钝化的
方法制备钝化膜,所述方法包括以下步骤:
[0058]
提供不锈钢主材,采用三电极体系,将所述不锈钢主材、对电极和参比电极置于电化学钝化液中,进行恒电位极化,在不锈钢主材的表面形成钝化膜。
[0059]
三电极体系中,不锈钢主材为待处理样品,另外两个电极分别为对电极和参比电极。一般,参比电极在待处理样品和对电极之间。
[0060]
本发明通过电化学钝化的方法在不锈钢表面形成钝化膜,得到的钝化膜性能优异,钝化膜致密且连续性好,可达到增强耐腐蚀性、降低接触电阻的目的。而且,钝化溶液选择和方法上环保性强,可实现在超低浓度或无氢氟酸条件下确保优异的接触电阻(满足美国doe标准)。
[0061]
本发明的电化学钝化方法可以实现对钝化膜成分、结构和厚度的控制,对于钝化膜控制,可以基于特定的材料成分设计,通过电化学钝化的工艺而实现。
[0062]
在不锈钢表面形成钝化膜的方法中,涉及到的不锈钢主材可以以第一方面所述的铁素体不锈钢为基础,也可以以第二方面调控完粗糙度以后的不锈钢为基础,还可以以本领域其他的不锈钢材料为基础。
[0063]
本发明中,不锈钢主材的制备方法为现有技术,本领域技术人员可参照现有技术进行制备,示例性而非限制性地,可以按照下述方法进行制备:
[0064]
按照上述第一方面的铁素体不锈钢的组成制备铸锭,铸锭经开坯至一定厚度(例如80~120mm)得到不锈钢板,而后热轧,加热保温温度为1150~1200℃,保温时间1.5~2.0h,开轧温度控制在1100~1150℃,经8~10道次轧至一定厚度(例如2~3mm),终轧温度控制在800℃以上。
[0065]
热轧后进行退火处理,退火温度950℃~1050℃,保温时间视热轧板卷尺寸而定,热轧后进行酸洗处理。经8~10道次冷轧至所需厚度,然后进行连续退火,时间1~3min。
[0066]
本发明的方法通过在不锈钢表面制备可控的粗糙度,再形成钝化膜,可以确保优异的耐蚀性能和导电性能。
[0067]
优选地,所述电化学钝化液为浓度在0.05~10mol/l的硝酸溶液,例如0.5mol/l、1mol/l、1.5mol/l、2mol/l、2.5mol/l、3mol/l、3.5mol/l、4mol/l、4.5mol/l、5mol/l、5.5mol/l、6mol/l、6.5mol/l、7mol/l、7.5mol/l、8mol/l、8.5mol/l、9mol/l或10mol/l等,所述硝酸溶液的浓度优选为1.5~5mol/l。
[0068]
优选地,所述电化学钝化的温度为20~85℃,例如20℃、25℃、30℃、33℃、35℃、38℃、40℃、45℃、50℃、55℃、60℃、65℃、70℃、75℃、80℃或85℃等,优选为35~65℃。
[0069]
优选地,所述电化学钝化的阳极电压为不低于0.45v,例如0.5v、0.6v、0.7v、0.8v、0.9v、1.0v、1.1v、1.2v、1.3v或1.4v等,优选为0.8~1.2v。
[0070]
优选地,所述电化学钝化的时间为5~120min,例如5min、10min、15min、20min、25min、30min、35min、40min、45min、50min、55min、60min、65min、70min、80min、90min、100min、110min或120min等,优选为50~90min。
[0071]
第四方面,本发明提供一种如第一方面所述的铁素体不锈钢的用途,所述铁素体不锈钢用于燃料电池双极板。
[0072]
与已有技术相比,本发明具有如下有益效果:
[0073]
(1)本发明的铁素体不锈钢具有合金元素种类少、cr含量较低的特点,通过各元素
种类和含量的设计,获得了良好的耐腐蚀性能、导电性能,以及良好的延伸率和变形能力,同时兼具经济性和成本优势。其中,ni的含量可以低至0.2~0.5,进一步降低成本,且仍满足上述效果。
[0074]
(2)本发明的调控方法利用电解的方法调控不锈钢主材的表面粗糙度,具有表面粗糙度可控的优点,可以根据质子交换膜燃料电池中膜电极及气体扩散的特点针对性调整不锈钢表面粗糙度,使双极板与相关部件实现良好贴合从而降低电池体系的接触电阻,更加适合行业应用特点。
[0075]
(3)本发明通过电化学钝化的方法在不锈钢表面形成钝化膜,得到的钝化膜性能优异,钝化膜致密且连续性好,可达到增强耐腐蚀性、降低接触电阻的目的。而且,钝化溶液选择和方法上环保性强,可实现在超低浓度或无氢氟酸条件下确保优异的接触电阻(满足美国doe标准)。
附图说明
[0076]
图1是本发明一个实施例中不锈钢的粗糙度与界面接触电阻关系图,其中样品1-6分别依次对应实施例16-21。
[0077]
图2和图3是本发明一个实施例中不锈钢的钝化膜的xps图。
[0078]
图4是本发明一个实施例中不锈钢的钝化膜的m-s曲线图。
[0079]
图5是本发明一个实施例中不锈钢的p型和n型钝化膜的载流子浓度图。
[0080]
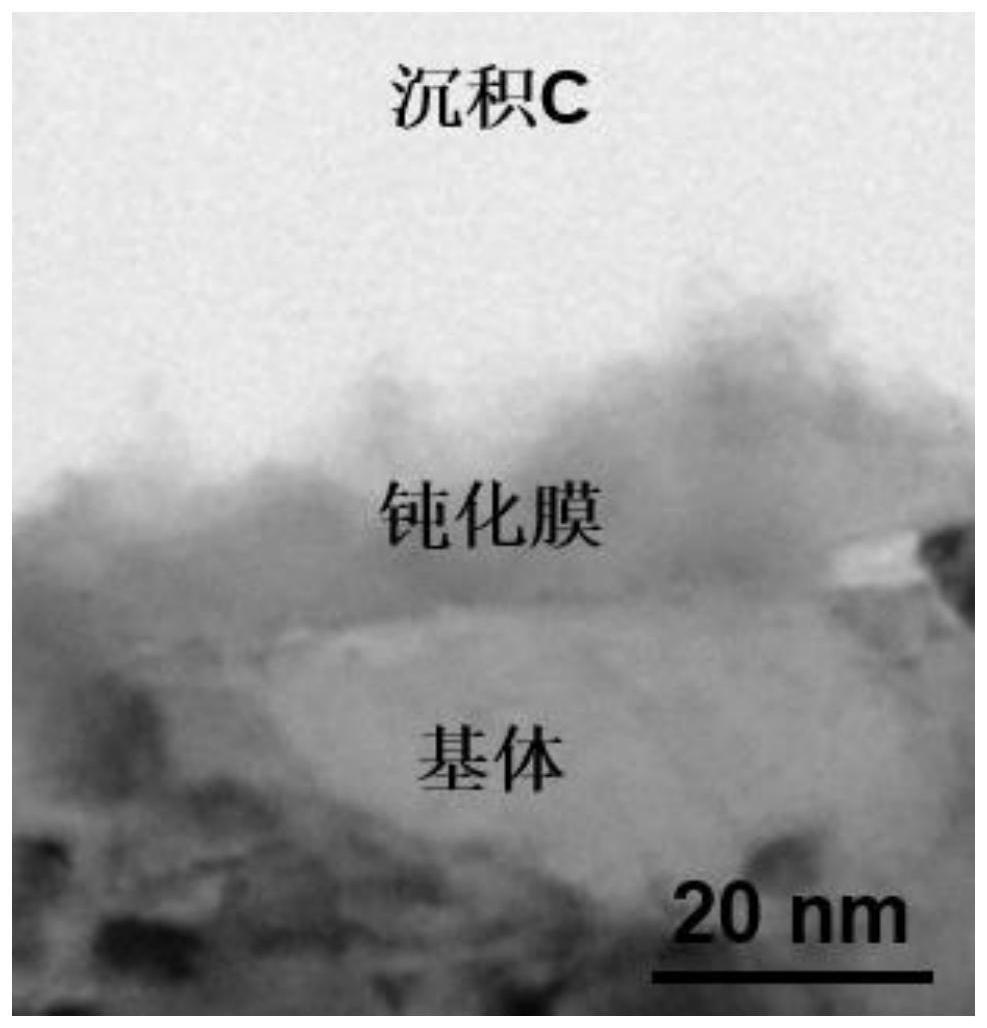
图6是本发明一个实施例中不锈钢的钝化膜截面形貌图。
具体实施方式
[0081]
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
[0082]
炼钢采用的材料的化学组成(质量百分比,wt.%)如表1所示。
[0083]
表1
[0084][0085]
铁素体不锈钢中各元素作用如下:
[0086]
cr是决定铁素体不锈钢的耐腐蚀性的根本元素,铬与腐蚀介质中的氧作用,在钢外表构成一层很薄的氧化膜,可阻碍钢的基体进一步腐蚀。但铬含量的增加会加速α和σ相
的形成和沉淀,使其韧性下降和脆性转变温度显著上升,不利于制造不锈钢过程中的加工。
[0087]
mo是提高不锈钢的耐腐蚀性的另一主要元素。促进fe-cr合金的钝化,提高钢在还原性介质中的耐蚀性,特别是在氯化物溶液中的抗点蚀、缝隙腐蚀等抗局部腐蚀性能。但mo含量较高时,就易出现铁素体σ相和其它脆性相,使钢的韧性降低强度增加,不利于材料的加工。
[0088]
c具有固溶强化的效果。其在铁素体中的溶解度很低,过剩的碳以碳化物的形式析出,同时会造成铁素体不锈钢的晶间腐蚀和晶界贫铬,影响材料的力学和焊接等性能。
[0089]
si是对脱氧有用的元素。但是,随含量增加,则材料加工性能降低。
[0090]
mn是钢中不可避免混入的元素,除一定脱氧作用外,还可提高钢的强度。但作为杂质的mns会成为腐蚀的起点,使耐腐蚀性降低。
[0091]
n和c会和cr形成cr的碳氮化物,产生贫cr区而使不锈钢的耐腐蚀性降低。
[0092]
ti和nb都是优先与c、n结合生成碳氮化物,从而抑制由于cr碳氮化物的析出而导致的耐腐蚀性降低。但是,如果含过高量,则加工性降低。
[0093]
cu是提高不锈钢的耐腐蚀性的元素,并且可以改善材料的冷加工性能。
[0094]
ni是提高不锈钢的耐腐蚀性的元素,同时可以起到降低接触电阻的作用。
[0095]
余量为fe和不可避免的杂质。
[0096]
另外,除上述以外,以耐腐蚀性的改善为目的,可以分别含有0~1wt.%的v和/或0~1wt.%的w。为了得到该效果,两种元素优选含量均在0.1wt.%以上。
[0097]
以提高热加工性的为目的,也可以含有0.0002~1wt.%的稀土金属,优选ce或y。为了得到该效果,优选含有0.0005wt.%以上。
[0098]
实施例1-21
[0099]
按照上述表1所示不同钢号的铁素体不锈钢制备铸锭,其中,各个实施例的铸锭和不同钢号的铁素体不锈钢的对应关系参见表2,铸锭经开坯至100mm得到不锈钢板,而后热轧,加热保温温度为1200℃,保温时间2h,开轧温度控制在1100℃,经8道次轧至3mm,终轧温度控制在800℃。热轧后进行退火处理,退火温度1050℃,保温时间视热轧板卷尺寸而定,热轧后进行酸洗处理。之后,取出空冷,再进行冷轧,制成所需厚度的箔材,再进行950℃保温2min的退火处理,得到最终箔材样品,也即不锈钢材料。
[0100]
对实施例1的不锈钢材料,按gb/t 228.1-2010要求检测室温下断后伸长率,试样按照标准制备片状拉伸标准并进行测试,得到试样断后伸长率为33.5%。
[0101]
对上述的不锈钢材料依次进行表面粗糙度处理,将材料制备出不同的表面粗糙度,具体的处理方法为:采用浓硫酸和去离子水配成硫酸溶液,将如上所述的不锈钢材料,最终加工的长、宽均为20mm的材料,放入硫酸溶液中进行不同参数下的表面粗糙度处理,粗糙度制备条件参见表2。
[0102]
表2
[0103][0104][0105]
对实施例16-21的不锈钢材料进行粗糙度处理后,取样,用丙酮清洁材料表面并用氮气吹干后,利用表面轮廓仪对不锈钢进行表面粗糙度的测试并记录,利用界面接触电阻测量仪测试并记录材料在150n/cm2下的界面接触电阻值,结果如表3和图1所示。
[0106]
表3
[0107][0108]
由表3和图1可知,在一定的表面粗糙度范围内,不锈钢材料具有较低的界面接触电阻,材料经适当优化可以在燃料电池中得以应用,优选粗糙度在100~700nm之间,进一步优选为200~500nm。在优选范围外的材料的界面接触电阻较高(实施例19、20、21),应用在燃料电池中困难较大。粗糙度过小,界面接触电阻显著增加,燃料电池内阻增大,且无法与气体扩散层实现较好贴合,故不适合应用;粗糙度过大,接触电阻虽然较低,但是材料耐蚀性能明显降低,不能满足燃料电池内部及酸性环境中对双极板的要求。
[0109]
在上述粗糙度处理后(其中实施例16-21经过了表面粗糙度和界面接触电阻的测
试),继续对实施例1-21的钢板进行电化学钝化处理,具体的处理方法为:
[0110]
将所得到的钢板在40℃的1.6mol/l hno3溶液中,以1.1v的阳极电压进行电化学钝化1h。
[0111]
在上述电化学钝化处理后,对样品进行去离子水冲洗并用氮气冷风吹干,在室温干燥环境(空气)中放置24h。然后将样品进行测试,具体地:
[0112]
(一)按照下述方法确定t
p
/tn和i
p
/in,结果示于表4中:
[0113]
(ⅰ)用x射线光电子能谱(xps)对钝化膜进行深度剖析并进行窄谱扫描,x射线源为al kα微聚焦单色源,采用cae扫描模式进行扫描,窄谱扫描通能为30~50ev,步长0.05~0.1ev;采用氩离子刻蚀进行深度剖析,每次刻蚀深度分别为1nm、1nm、1nm、1nm、2nm、2nm、2nm、2nm、5nm、5nm。
[0114]
(ⅱ)利用软件对所测结果进行处理,按照每个物相对应的峰面积来表示其含量。因为不锈钢钝化膜中主要组成为fe和cr的氢氧化物以及氧化物,因此xps测试主要分析钝化膜中fe和cr的物相及其氢氧化物和氧化物的含量。当钝化膜fe和cr的氢氧化物的含量高于钝化膜中fe和cr的氧化物的含量时判定钝化膜为p型半导体钝化膜,当钝化膜中fe和cr的氢氧化物的含量低于钝化膜中fe和cr的氧化物的含量时判定为n型半导体钝化膜。基于此,可确定钝化膜中p型半导体的厚度t
p
和n型半导体的厚度tn,以及p型钝化膜和n型钝化膜中氢氧化铬和氧化铬之比,从而得到t
p
/tn和i
p
/in。
[0115]
图2和图3是实施例1中不锈钢的钝化膜的xps图,图2示出了钝化膜中fe和cr的氢氧化物和氧化物的含量。从图中可以看到,p型半导体钝化膜厚度为5nm左右,而n型半导体钝化膜厚度在10-15nm之间。两者钝化膜厚度比值t
p
/tn在0.33-0.56,修正后的t
p
/tn为0.55。图3中,柱状图分别表示cr的氢氧化物和cr的氧化物在钝化膜中不同厚度区域的含量,而曲线图表示的是对应的氢氧化物和氧化物的比。结合图2可以看出,在p型钝化膜中,氢氧化物与氧化物的比在10以上,大部分在15以上(取15平均值);而n型钝化膜中的cr的氢氧化物和氧化物的比在2-5左右,大部分在2-3(取2.5平均值)。因此可以判断i
p
/in为7。
[0116]
(二)进行模拟燃料电池工作环境下的服役性能测试:进行300h耐久测试,温度80℃,ph=3的硫酸溶液,电位0.84v(vs.she),记录腐蚀电流密度数值并测量材料表面在150n/cm2下的界面接触电阻值,结果示于表4中。
[0117]
表4
[0118][0119]
由上述的表4可知,在同时实施粗糙度处理和电化学钝化处理的情况下,可以得到接触电阻小于等于8mω
·
cm2、p型和n型半导体厚度比在0.2~0.6之间,且i
p
[cr(oh)3/cr2o3]/in[cr(oh)3/cr2o3]大于4的表面钝化膜,电流密度小于3μa
·
cm-2
、界面接触电阻小于8mω
·
cm2,说明钝化膜具有优异的保护性和导电性。
[0120]
同时,通过表4可以看出,在电化学钝化处理条件不变的基础上,通过改变粗糙度制备条件可以改变不锈钢表面状态,进而最终改善所制备钝化膜的性能:
[0121]
通过实施例2-3可知,在粗糙度制备条件中,氢卤酸浓度在0-3mol/l范围内有利于提高i
p
/in、使t
p
/tn在合适的范围内,降低界面接触电阻和腐蚀电流密度。
[0122]
通过实施例2-5可知,粗糙度制备条件中,硫酸浓度在0.1~7mol/l范围内有利于提高i
p
/in、使t
p
/tn在合适的范围内,降低界面接触电阻和腐蚀电流密度。
[0123]
通过实施例6-9可知,粗糙度制备条件中,电解的温度在25~70℃范围内有利于提高i
p
/in,降低界面接触电阻和腐蚀电流密度。
[0124]
通过实施例10与实施例11的对比,以及实施例14与实施例15的对比可知,粗糙度制备条件中,极化电压在5~15v范围内有利于提高i
p
/in、使t
p
/tn在合适的范围内,降低界面接触电阻和腐蚀电流密度。
[0125]
综合实施例10-13,实施例13钝化膜性能下降的原因可能是粗糙度制备条件中,电解时间过长,导致了p型钝化膜和n型钝化膜的厚度比以及组成不佳。
[0126]
实施例22-30
[0127]
与实施例1的区别在于,以不同的参数进行电化学钝化处理,按照与实施例1相同的方法进行分析和评价,实施例1以及实施例22-30的电化学钝化条件以及测试结果示于表5中。
[0128]
表5
[0129][0130][0131]
注:表5中实施例30为裸样,在实施例1的基础上,未进行电化学钝化。
[0132]
由表4可知,通过调整电化学钝化的参数条件例如硝酸浓度、温度、电位以及钝化时间在规定范围,可以进一步提升钝化膜的性能,。其中,实施例1的不锈钢样品经过一段时间在燃料电池环境中服役后的测试结果可知,该钝化膜不仅可使不锈钢界面接触电阻降低到8mω
·
cm2以下,还可以使不锈钢的腐蚀电流密度保持在较低水平,展现出良好的耐蚀性与导电性。
[0133]
对实施例1、实施例25、实施例29以及实施例30进行莫特-肖特基(mott-schottky,m-s)曲线测试,确定钝化膜的载流子浓度,判断电化学钝化处理以及电压对钝化膜性能的影响。
[0134]
具体的m-s曲线测试方法为:
[0135]
将样品在80℃的ph=3的硫酸溶液中进行m-s曲线测试,其中,为了增加硫酸溶液导电性,在溶液中加入0.1mol/l的na2so4。m-s曲线测试采用的是电化学工作站,测试范围-1~1v,测试步长为25mv/step。拟合获得p型钝化膜和n型钝化膜的直线段的斜率,然后根据m-s模型计算p型和n型对应的载流子浓度,通过载流子浓度来确定钝化膜的性能。
[0136]
图4是实施例1(电化学钝化电压1.1v)、实施例25电化学钝化电压0.8v)、实施例29(电化学钝化电压0.6v)以及实施例30(未进行电化学钝化)的不锈钢的钝化膜的m-s曲线图,由图4可知,未电化学钝化的样品,p型半导体区域不明显,钝化膜主要表现出n型半导体区域特征;0.6v恒电位极化后,p型和n型半导体区域的直线段斜率均有所增加,但p型区域增加不明显;而0.8v和1.1v恒电位极化后,p型半导体区域和n型半导体区域的先行阶段斜率明显增加。整体来看,随着恒电位极化电压增加,p型半导体直线段斜率明显且逐渐增加。n型半导体区域直线段斜率也逐渐增加。
[0137]
图5是实施例1(电化学钝化电压1.1v)、实施例25(电化学钝化电压0.8v)、实施例
29(电化学钝化电压0.6v)以及实施例30(未进行电化学钝化)的不锈钢的钝化膜的m-s载流子浓度图,由图5可知,电化学钝化后的样品表面钝化膜的p型半导体区域载流子浓度逐渐降低(1.1v时相对于未电化学钝化降低了近4倍),载流子浓度的降低表示钝化膜致密性的增加,说明其保护性能变好。电化学钝化后n型半导体区域载流子浓度有所降低(1.1v时降低不到2倍),这一方面说明n型半导体钝化膜区域的保护性增加,另一方面说明其导电性没有显著降低。因此,整体来看,钝化膜既能保证耐蚀性能的提高,又不会显著提高接触电阻。
[0138]
同时,由上述的表4、图4和图5可知,通过调整电化学钝化处理的参数可以改变钝化膜的组成,优化钝化膜的性能。例如,可以在电化学钝化处理中施加不同的电压,调控钝化膜的特性(参见图4和图5),使得随电位升高,钝化膜中p型半导体和n型半导体厚度比值t
p
/tn逐渐增加,进而提高不锈钢在燃料电池电堆中的服役性能,即上述参数的调整可以改变钝化膜的组成,优化钝化膜的性能,最终提高不锈钢双极板应用在燃料电池中的适应性。
[0139]
对实施例1的不锈钢的钝化膜进行截面形貌表征,具体的表征方法为:利用透射电子显微(tem)对聚焦离子束切割的样品截面进行表征,获得钝化膜截面形貌图(为保护钝化膜在聚焦离子束样品制备过程中不被破坏,首先在最表层沉积一层碳膜),结果如图6所示,最上部分是所沉积的c层,中间部分是钝化膜,最下部分是不锈钢基体。由图可知,钝化膜整体连续、致密且均匀,无明显缺陷,厚度在12~20nm左右。钝化膜外层不平整,是因为最外层钝化膜在酸溶液中存在动态生长和溶解过程,酸溶液中钝化膜表面通常均不平整。
[0140]
实施例31-37
[0141]
与实施例1的区别在于,钢号、是否进行表面粗糙度处理、是否进行电化学钝化处理,结果示于表5中。具体地,可以在步骤(1)之后直接进行表面粗糙度处理,而不进行电化学钝化处理;也可以在步骤(1)之后直接进行电化学钝化处理,而不进行表面粗糙度处理;还可以在步骤(1)之后依次进行表面粗糙度处理和电化学钝化处理;
[0142]
其中,粗糙度处理的条件为:室温(25℃),在3mol/l的h2so4溶液中以10v电压对样品极化50s。
[0143]
化学钝化处理的条件为:将上述粗糙度处理后所得到的钢板在40℃的1.6mol/l hno3溶液中,以1.1v的阳极电压进行电化学钝化1h。
[0144]
表6
[0145]
[0146][0147]
由上述的表6可知,在粗糙度处理后设置钝化膜,可以进一步增强保护作用并提升导电性,进一步提升性能。
[0148]
同时,依次对不锈钢进行粗糙度处理然后设置钝化膜,不锈钢表面钝化膜均具有良好的性能,p型和n型半导体厚度比在0.2~0.6之间,且i
p
[cr(oh)3/cr2o3]/in[cr(oh)3/cr2o3]大于4;且运行一定时间后其界面接触电阻小于8mω
·
cm2,电流密度小于3μa/cm2,性能良好。此外,不管粗糙度处理后未设置钝化膜或者未进行粗糙度处理直接设置钝化膜,表面钝化膜的性能相比于既未进行粗糙度处理又未进行钝化膜设置的样品均有大幅提升,后续长期服役测试也显示其界面接触电阻降低、电流密度降低。
[0149]
申请人声明,本发明通过上述实施例来说明本发明的详细方法,但本发明并不局限于上述详细方法,即不意味着本发明必须依赖上述详细方法才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
- 该技术已申请专利。仅供学习研究,如用于商业用途,请联系技术所有人。
- 技术研发人员:卢华兴 席烨廷 杨运民 隗健
- 技术所有人:国家电投集团氢能科技发展有限公司
- 我是此专利的发明人
- 该领域下的技术专家
- 如您需求助技术专家,请点此查看客服电话进行咨询。
- 1、王老师:功能高分子材料,污水处理,电化学合成
- 2、赵老师:1. 金属材料表面改性技术 2. 超硬陶瓷材料制备与表面硬化 3. 规整纳米材料制备及应用研究
- 3、王老师:1.数字信号处理 2.传感器技术及应用 3.机电一体化产品开发 4.机械工程测试技术 5.逆向工程技术研究
- 4、王老师:1.精密/超精密加工技术 2.超声波特种加工 3.超声/电火花复合加工 4.超声/激光复合加工 5.复合能量材料表面改性 6.航空航天特种装备研发
- 5、郝老师:1. 先进材料制备 2. 环境及能源材料的制备及表征 3. 功能涂层的设计及制备 4. 金属基复合材料制备
- 如您是高校老师,可以点此联系我们加入专家库。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1
精彩留言,会给你点赞!
专利分类正在加载中....