一种开启机构橡胶活塞杆模具制造方法与流程
1.本发明涉及航空橡胶模具设计和制造领域,具体的说是一种开启机构橡胶活塞杆模具制造方法。
背景技术:
2.飞机座舱盖开启机构橡胶活塞杆底部和环壁均为金属制件,橡胶材料压制在金属骨架表面,具体零件如图1所示,其传统成形工艺为模压硫化,用于硫化压制该零件的模具为胶模。橡胶活塞杆模压硫化过程中,涉及到模具的搬运,传统机械加工活塞杆胶模模具重量较重,且加工工序多、周期较长,且传统模具选用45#钢材料制造,防腐性能较差。激光选区熔化成形技术的优势之一是其复杂细节的制造能力,点阵结构就是一种非常典型的复杂结构,该结构不仅具有轻量化的特点,还可以使结构获得材料最低填充量的同时满足结构刚性的需求。因此将轻量化设计的理念与激光选区熔化成形技术相结合,重新设计活塞杆橡胶模具,并选用新型马氏体时效不锈钢材料利用激光选区熔化成型技术快速制造,最终实现模具减重、缩短制造周期以及增强模具防腐性的目的。
3.中国专利cn112131657a公开了一种航空波纹管胶膜结构轻量化优化方法,该方法针对航空波纹管橡胶模具将拓扑优化和点阵结构结合实现轻量化,并针对点阵晶胞结构进行强度拉伸试验。活塞杆轻量化模具设计和制造方法与上述描述的中国专利有以下不同点:一是针对的产品不同,波纹管是纯橡胶件,其起到到作用是防尘减震,对模具的制造形状要求较高,对精度要求较低。活塞杆是金属和橡胶结合的金属胶接件,安装在飞机座舱盖开启机构,起到密封的作用,对模具尺寸精度要求更高;二是本发明轻量化设计重点采用的是点阵结构填充,波纹管重点采用是拓扑优化上模、下模和模芯;三是本发明重点针对的是轻量化设计和快速制造流程且采用新型马氏体时效不锈钢材料代替传统45#钢材料,增强防腐性能,波纹管只是阐述了轻量化设计流程。
4.中国发明cn108099064a公开了一种基于3d打印的模具制造方法及轮胎模具;该方法以减少模具使用时与产品接触部分的半封闭区域的底部是透气结构为前提,建立模具数据模型,利用3d打印设备根据模具数据模型进行打印形成模具实物。中国发明cn201810990002.8提供了一种3d打印巡飞弹的轻量化设计与制造方法,该方法通过对拆分单元的结构参数设计来实现与零件相匹配的力学性能要求,降低slm成型件的重量与制造时间,获得轻量化、高性能的航空零件。本发明与上述两个对比文件有以下不同点:一是本发明采用点阵结构优化模具结构,上述发明未阐述轻量化设计点;二是打印材料不同,本发明重点采用马氏体时效不锈钢材料代替传统45#钢材料,增强防腐性能。
技术实现要素:
5.现为了解决上述技术问题,本发明提出了一种开启机构橡胶活塞杆模具制造方法。本发明所要解决的技术问题采用以下技术方案来实现:
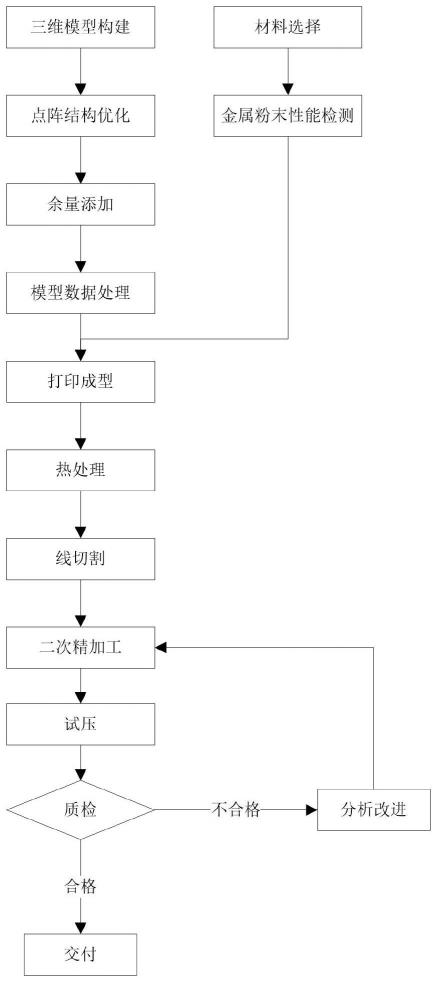
6.一种开启机构橡胶活塞杆模具制造方法,该方法包括以下步骤:第一步:构件三维
模型,根据橡胶活塞杆产品及模具二维图纸构件模具三维模型;
7.第二步:点阵优化,创建体心四方点阵结构,晶胞单元尺寸为1.5mm,以6mm为一个晶胞,阵列填充三维模型;
8.第三步:模型数据处理,对模型的摆放位置及走刀路径进行及加工参数进行规划,便于加工成型;
9.第四步:选取模具的成型材料,并对成型材料进行检测;
10.第五步:打印成形:采用选区激光熔化成形技术快速制造点阵结构活塞杆模具;
11.第六步:热处理,在打印成型后的4小时内对活塞杆模具进行热处理退火;
12.第七步:精加工,对活塞杆模具进行精加工使模具型腔表面光洁度和尺寸公差满足指标要求;
13.第八步:试压,利用活塞杆模具模压硫化活塞杆;
14.第九步:检查活塞杆质量,将活塞杆表面毛刺去除,并检查活塞杆是否符合制造标准。
15.所述点阵优化包括以下步骤:
16.第一步:利用点阵优化软件进行点阵结构单元的创建,创建体心四方点阵结构,晶胞单元尺寸为1.5mm,以6mm为一个晶胞;
17.第二步:将三维模型导入点阵优化软件,选用创建的四方点阵结构整体填充活塞杆模具;
18.第三步:点阵结构填充活塞杆模具,同时添加外壁实体结构,尺寸余量4mm,便于后续精加工。
19.模具的成型材料选择为马氏体时效不锈钢粉末,该材料化学成分配比包括:cr11%至13%、ni8.4%至10.0%、mo1.1%至1.7%、al1.2%至2.0%、c≤0.05%、mn≤0.4%、si≤0.4%、p≤0.01%、s≤0.01%、o≤0.01%、n≤0.01%,其余为fe。
20.采用智能粉体特性测试仪、激光粒度分析仪、扫描电子显微镜对不锈钢粉末的基本性特性进行测试。
21.打印成形的参数加工层厚50μm、激光功率300w、扫描间距为110μm、扫描速率850mm/s。
22.打印成形包括以下步骤:
23.第一步:设置成型舱氧气含量和预热温度,在粉缸中装入多余所需粉的金属粉末、充足氩气;
24.第二步:打印开始后,观察铺粉情况,调节送粉量,激光扫描熔化加工完一层金属粉末后,工作平台下降50μm高度,刮刀继续均匀的在已经加工好的一层试样铺设下一层粉末,继续打印,如此循环,直至轻量化活塞杆模具被加工完成;
25.第三步:待成型舱温度下降至室温,打开手套箱舱门,进行清理基板、活塞杆模具、表面金属粉末。
26.本发明的有益效果是:本发明将活塞杆模具内部结构进行点阵优化,同时选用马氏体时效不锈钢粉末采用激光选区熔化技术快速成形,从而增强模具的防腐蚀性能,同时达到模具减重和缩短制造周期的目的;在保证模具使用性能满足要求的同时,模具防腐蚀性能增强,同时减轻活塞杆橡胶模具重量20%以上,制造周期缩短40%以上。
附图说明
27.下面结合附图和实施例对本发明进一步说明。
28.图1为本发明方法流程示意图;
29.图2为传统模具结构示意图;
30.图3为本发明点阵优化后的模具结构示意图;
31.图4为钢材腐蚀试验质量损失曲线;
32.图5为本发明马氏体时效不锈钢粉末形貌;
33.图6为本发明马氏体时效不锈钢成型件的物理性能表格;
34.图7为本发明减重比及制造周期缩短时间表格。
具体实施方式
35.为了使本领域的技术人员更好的理解本发明的技术方案,下面将结合实施例中的附图,对本发明进行更清楚、更完整的阐述,当然所描述的实施例只是本发明的一部分而非全部,基于本实施例,本领域技术人员在不付出创造性劳动性的前提下所获得的其他的实施例,均在本发明的保护范围内。
36.如图1至图7所示,一种开启机构橡胶活塞杆模具制造方法,该方法包括以下步骤:第一步:构件三维模型,根据橡胶活塞杆产品及模具二维图纸构件模具三维模型;所述活塞杆模具包括上模和下模;
37.第二步:点阵优化,创建体心四方点阵结构,晶胞单元尺寸为1.5mm,以6mm为一个晶胞,阵列填充三维模型;
38.第三步:模型数据处理,对模型的摆放位置及走刀路径进行及加工参数进行规划,便于加工成型;将优化后的三维模型进行格式转化,转为stl格式;
39.使用模型数据处理软件处理stl格式模型,首先对零件模型的摆放进行设置,尽量使零件摆放最佳位置,并且在打印过程中使零件与刮刀走向相适应;再者是对零件模型添加支撑,活塞杆模具非垂悬结构,因此无需添加支撑;接着是对基板上零件的布局进行设定,检查切片阶段,对零件进行全面检查,拖动扫描路径图标,观察零件的扫描路径,同时选择材料编辑器设置打印参数。最后导出成型文件,连接金属打印机实现对零件的打印。
40.第四步:选取模具的成型材料,并对成型材料进行检测;
41.第五步:打印成形:采用选区激光熔化成形技术快速制造点阵结构活塞杆模具;
42.第六步:热处理,在打印成型后的4小时内对活塞杆模具进行热处理退火;活塞杆模具连同打印基板一次进行热处理退火;退火工艺为530℃保温4h,随炉冷却,退火的目的是消除成型过程中产生的应力,改善组织结构提高综合性能;
43.第七步:精加工,对活塞杆模具进行精加工使模具型腔表面光洁度和尺寸公差满足指标要求;在精加工前对利用线切割将经过退火的活塞杆模具和基板分离;活塞杆模具型腔面表面光洁度ra0.8μm、其余面ra3.2μm;
44.第八步:试压,利用活塞杆模具模压硫化活塞杆;
45.将处理后的金属骨架放置预热好的活塞杆模具型腔中后,5180f丁腈橡胶片填入金属骨架胶接面处,动作要迅速、准确、装的服帖,需在3min内填料完毕。填料完毕后合模、硫化,具体硫化条件如下:
46.硫化设备:平板硫化机;
47.硫化温度:151℃
±
2℃;
48.硫化时间:40min;
49.硫化压力:11至15mpa;
50.第九步:检查活塞杆质量,将活塞杆表面毛刺去除,并检查活塞杆是否符合制造标准;将模压硫化好的活塞杆组合件用剪刀、单面刀片、砂布等工具除去毛刺,检查采用活塞杆橡胶表面表面质量。表面质量光滑平整,无气泡、孔眼、杂质、凹凸、划伤、毛刺及模型加工不良痕迹。尺寸精度为1mm至1.1mm。
51.若试制活塞杆未达到制造标准,分析原因后若因模具制造原因则回到第七步对精加工工艺进行修改直至解决问题。
52.如图7所示为传统机械加工模具与利用本发明方案加工模具的减重比及制造周期缩短时间表格。
53.所述点阵优化包括以下步骤:
54.第一步:利用点阵优化软件进行点阵结构单元的创建,创建体心四方点阵结构,晶胞单元尺寸为1.5mm,以6mm为一个晶胞;
55.第二步:将三维模型导入点阵优化软件,选用创建的四方点阵结构整体填充活塞杆模具;如图3所示选用创建的四方点阵结构整体填充活塞杆模具的上模和下模;
56.第三步:点阵结构填充活塞杆模具,同时添加外壁实体结构,尺寸余量4mm,便于后续精加工。
57.模具的成型材料选择为马氏体时效不锈钢;传统机械加工活塞杆模具上模下模所使用的材料是45#钢,目前应用与3d打印模具制造钢主要马氏体时效钢和马氏体时效不锈钢。本发明采用的马氏体时效不锈钢,化学成分配比包括:cr11%至13%、ni8.4%至10.0%、mo1.1%至1.7%、al1.2%至2.0%、c≤0.05%、mn≤0.4%、si≤0.4%、p≤0.01%、s≤0.01%、o≤0.01%、n≤0.01%,其余为fe。
58.该材料抗腐蚀性能好,在潮湿环境仍能保持光亮和光泽,无需重新抛光模具型腔。同时极佳的耐腐蚀性大大降低模具快冷快热带来的开裂风险以及橡胶硫化剂带来的腐蚀风险。经简单热处理硬度即可达到32hrc至50hrc,比同强度级别钢种硬度高得多;具有很好地抛光性能和尺寸稳定性,能获得优异的表面光洁度。与其他种类钢相比腐蚀试验质量损失曲线如图4所示。
59.如图6所示为利用马氏体时效不锈钢成型的活塞杆性能测试数据。
60.采用智能粉体特性测试仪、激光粒度分析仪、扫描电子显微镜对不锈钢粉末的基本性特性进行测试;测试结果需要满足粉末松装密度3.92g/cm3、振实密度4.84g/cm3、d10=20.9μm、d50=33.7μm、d90=53.2μm,粉末粒径在15μm至53μm,基本呈球形,存在少量卫星粉。粉末形貌如图5所示。
61.打印成形的参数加工层厚50μm、激光功率300w、扫描间距为110μm、扫描速率850mm/s。
62.打印成形包括以下步骤:
63.第一步:设置成型舱氧气含量和预热温度,在粉缸中装入多余所需粉的金属粉末、充足氩气;
64.第二步:打印开始后,观察前几层的铺粉情况,调节送粉量,激光扫描熔化加工完一层金属粉末后,工作平台下降50μm高度,刮刀继续均匀的在已经加工好的一层试样铺设下一层粉末,继续打印,如此循环,直至轻量化活塞杆模具被加工完成;
65.第三步:待成型舱温度下降至室温,打开手套箱舱门,进行清理基板、活塞杆模具、表面金属粉末。
66.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1