半导体装置的制造方法以及半导体装置的制造装置与流程
半导体装置的制造方法以及半导体装置的制造装置
1.相关申请的交叉参考
2.本技术要求2021年03月11日向日本特许厅提交的日本专利申请第2021-039546号的优先权,因此将所述日本专利申请的全部内容以引用的方式并入本文。
技术领域
3.本发明涉及半导体装置的制造方法以及半导体装置的制造装置。
背景技术:
4.在半导体装置的制造中,要求对更薄层化的半导体器件晶片进行封装。通过使用了固定磨粒砂轮的磨削加工进行半导体器件晶片的薄层化。在使半导体器件晶片薄层化的工序中,如果晶片边缘产生崩裂,则产生半导体器件芯片的成品率降低的问题。因此已知的是,为了抑制半导体器件晶片的崩裂,在用于薄层化的磨削加工之前,进行晶片边缘的修整(倒角)。
5.例如,在日本专利公开公报特开2009-39808号中公开了使用杯形砂轮型的金刚石磨削砂轮进行半导体基板的边缘磨削加工(倒角加工)。在日本专利公开公报特开2009-39808号中,使用水平旋转的金刚石磨削砂轮对水平旋转的半导体基板进行边缘磨削加工。具体而言,以使金刚石磨削砂轮的外周缘部的垂直面与半导体基板的外周缘部的垂直面重叠的方式使水平旋转的金刚石磨削砂轮从上方下降,进行向半导体基板的边缘面的磨削切入。
6.另外,在日本专利公开公报特开2011-142201号中公开了使用通过水平轴垂直旋转的金刚石制的边缘磨削砂轮的半导体基板的边缘磨削工序。在日本专利公开公报特开2011-142201号的边缘磨削工序中,使垂直旋转的边缘磨削砂轮下降,使水平旋转的半导体基板的外周缘的厚度减小到所希望的厚度。
7.另外,在日本专利公开公报特开平9-216152号中公开了一种端部磨削装置,通过沿着y轴方向(水平方向)配置的主轴使金刚石砂轮垂直旋转,使金刚石砂轮的外周面与水平旋转的半导体晶片的外周部分抵接进行磨削。
8.另外,在日本专利公开公报特开2020-31106号中公开了如下的一种技术:通过吸盘机构使半导体器件晶片水平旋转,并且通过施加有超声波的立式主轴使旋转刀具水平旋转,通过旋转刀具对半导体器件晶片的周侧面进行修整。
9.另外,已知有wss(晶片支撑系统(wafer support system)),所述wss是如下的方式:将bg胶带(背面研磨胶带(back grind tape))粘贴到半导体器件晶片的器件面作为磨削保护层、以及经由树脂在半导体器件晶片的器件面形成支撑晶片。
技术实现要素:
10.本发明的实施方式的半导体装置的制造方法包括:将半导体器件晶片吸附于吸盘机构并使所述半导体器件晶片水平旋转;通过施加有超声波的立式主轴使旋转刀具水平旋
转;通过水平旋转的所述旋转刀具对水平旋转的所述半导体器件晶片的外周端部进行修整,由此在所述外周端部形成槽;在所述修整中,通过刀具成形用砂轮对水平旋转的所述旋转刀具的前端形状进行修正;以及在所述修整后,通过水平旋转的杯形砂轮对水平旋转的所述半导体器件晶片的一个主面进行磨削。
附图说明
11.图1是表示本发明的实施方式的半导体装置的制造装置的俯视图。
12.图2是表示本发明的实施方式的半导体装置的制造装置的边缘修整装置的主视图。
13.图3是表示本发明的实施方式的半导体装置的制造装置的边缘修整装置的俯视图。
14.图4是表示本发明的实施方式的半导体装置的制造装置的拍摄装置的图像数据的图。
15.图5a~图5d是表示本发明的实施方式的半导体装置的制造方法的图。图5a是表示在吸附(chucking)工序中准备了半导体器件晶片的状态的图,图5b是表示在边缘修整工序中进行了修整的状态的图,图5c是表示边缘修整工序结束的状态的图,图5d是表示在薄层化工序中进行了薄层化的状态的图。
16.图6a以及图6b是表示本发明的实施方式的修整面附近的图。图6a是表示边缘修整工序结束了的状态的图,图6b是表示在薄层化工序中进行了薄层化的状态的图。
17.图7a~图7d是表示本发明的其他实施方式的半导体装置的制造方法的图。图7a是表示在吸附工序中准备半导体器件晶片的状态的图,图7b是表示在边缘修整工序中进行了修整的状态的图,图7c是表示边缘修整工序结束的状态的图,图7d是表示在薄层化工序中进行了薄层化的状态的图。
具体实施方式
18.在下面的详细说明中,出于说明的目的,为了提供对所公开的实施方式的彻底的理解,提出了许多具体的细节。然而,显然可以在没有这些具体细节的前提下实施一个或更多的实施方式。在其他的情况下,为了简化制图,示意性地示出了公知的结构和装置。
19.如上所述,在半导体装置领域中,要求半导体器件晶片进一步的薄层化,为了实现该进一步的薄层化,要求能够防止半导体器件晶片的崩裂的高精度的修整技术。
20.但是,在上述的现有技术中,存在为了实现能够抑制半导体器件晶片的崩裂的高精度且高效率的边缘修整工序而应该改善的问题点。
21.具体而言,在如上述的现有技术那样通过杯形砂轮型的金刚石磨削砂轮对边缘进行修整的方法中,存在加工速度慢、生产率差的问题点。另外存在由于杯形砂轮型的金刚石磨削砂轮磨损而使修整底面的垂直性破坏、修整底面成为锥形形状这样的缺点。
22.另外,在将垂直旋转的金刚石刀具推压到水平旋转的半导体器件晶片的边缘部进行修整的方法中,金刚石刀具与半导体器件晶片为线接触,因此存在对半导体器件晶片的剪切应力大这样的缺点。
23.因此,在利用wss经由树脂在半导体器件晶片的器件面形成支撑晶片的方式中,在
wss的贴合不完善的情况下,由于金刚石刀具产生的剪切应力,有时在半导体器件晶片以及wss产生新的缺陷。
24.另外,在通过金刚石刀具对半导体器件晶片的器件面的边缘部进行加工的方法中,由于在器件面的外周形成有台阶的状态下进行bg胶带的粘贴或利用wss的支撑晶片的形成,所以在薄层化工序时半导体器件晶片的厚度容易产生偏差。
25.另外,在对所述半导体器件晶片的器件面进行修整的方法中,必须经由加工困难的金属以及绝缘膜对位于其下方的硅(si)等半导体晶片进行加工,所以金刚石刀具的磨损变大。
26.另外,在对所述半导体器件晶片的器件面进行修整的方法中,飞散的废物以及污染容易附着到器件面,因此需要除去废物以及污染的精密清洗等,作为结果,存在加工成本增大这样的问题点。
27.另外,如在日本专利公开公报特开2020-31106号中公开的现有技术那样,使用通过施加有超声波的立式主轴水平旋转的旋转刀具对水平旋转的半导体器件晶片的周侧面进行修整的方法能够进行高速度且高精度的修整。但是,为了作为量产技术实现实用化,要求能够稳定地得到高精度且高质量的修整形状以及修整面性状的高成品率的加工技术。
28.本发明是鉴于上述情况而完成的,其目的在于提供一种能够得到稳定的修整形状以及修整面性状、能够以高成品率对高功能的半导体器件晶片进行加工的生产率优异的半导体装置的制造方法以及制造装置。
29.本发明的半导体装置的制造方法包括:将半导体器件晶片吸附于吸盘机构并使所述半导体器件晶片水平旋转;通过施加有超声波的立式主轴使旋转刀具水平旋转;通过水平旋转的所述旋转刀具对水平旋转的所述半导体器件晶片的外周端部进行修整,由此在所述外周端部形成槽;在所述修整中,通过刀具成形用砂轮对水平旋转的所述旋转刀具的前端形状进行修正;以及在所述修整后,通过水平旋转的杯形砂轮对水平旋转的所述半导体器件晶片的一个主面进行磨削。
30.另外,本发明的半导体装置的制造装置包括吸盘机构、立式主轴、旋转刀具、超声波振动装置以及刀具成形用砂轮,所述吸盘机构构成为吸附半导体器件晶片并使所述半导体器件晶片水平旋转,所述立式主轴构成为使所述旋转刀具水平旋转,所述超声波振动装置构成为对立式主轴施加超声波,所述旋转刀具构成为一边通过施加有所述超声波的所述立式主轴水平旋转一边对吸附于所述吸盘机构并水平旋转的所述半导体器件晶片的外周端部进行修整,由此在所述外周端部形成槽,所述刀具成形用砂轮构成为通过与水平旋转的所述旋转刀具的前端抵接对所述旋转刀具的前端形状进行修正。
31.本发明的半导体装置的制造方法包括:将半导体器件晶片吸附于吸盘机构并使所述半导体器件晶片水平旋转;通过施加有超声波的立式主轴使旋转刀具水平旋转;通过水平旋转的所述旋转刀具对水平旋转的所述半导体器件晶片的外周端部进行修整,由此在所述外周端部形成槽;在所述修整中,通过刀具成形用砂轮对水平旋转的所述旋转刀具的前端形状进行修正;在所述修整后,通过水平旋转的杯形砂轮对水平旋转的所述半导体器件晶片的一个主面进行磨削。通过这样的工序,能够不受形成在半导体器件晶片的器件面的表面的金属膜或绝缘膜等各种覆盖膜影响地对半导体器件晶片的外周端部进行修整。在边缘修整工序中,旋转刀具通过施加有超声波的立式主轴水平旋转,因此能够进行高速度且
高精度的修整。然后,在边缘修整工序中,通过刀具成形用砂轮将水平旋转的旋转刀具的前端形状修正成适当的形状。由此,能够在半导体器件晶片得到稳定的修整形状以及修整面性状,能够以高成品率对高功能的半导体器件晶片进行加工。即,能够得到在现有技术中无法得到的优异的生产率。具体而言,能够以高成品率量产厚度20μm以下的极薄化了的半导体器件晶片。
32.另外,本发明的半导体装置的制造方法也可以包括:在所述修整中,拍摄所述槽的形状;基于拍摄得到的图像数据对所述槽的形状进行分析;以及基于所述分析的槽的形状,通过所述刀具成形用砂轮对所述旋转刀具的所述前端形状进行修正。由此,通过连续的高效的修整加工,能够以高精度得到准确的修整形状。
33.另外,本发明的半导体装置的制造方法也可以包括:在所述修整中,对所述槽投射平行光;以及基于所述平行光的影子的形状,对所述槽的形状进行分析。由此,能够高效且高精度地检测半导体器件晶片的修整后的槽的形状,能够高效地加工高精度且稳定的形状以及表面性状的槽。
34.另外,本发明的半导体装置的制造方法也可以包括:一边调整所述刀具成形用砂轮的支承角度一边进行所述旋转刀具的所述前端形状的修正。由此,能够始终将旋转刀具的前端形状维持在适当的状态,因此能够连续高效地进行高精度的修整加工。具体而言,能够在半导体器件晶片的外周端部形成以适当的角度倾斜的修整面。
35.另外,本发明的半导体装置的制造装置包括吸盘机构、立式主轴、超声波振动装置、旋转刀具以及刀具成形用砂轮,所述吸盘机构构成为吸附半导体器件晶片并使所述半导体器件晶片水平旋转,所述立式主轴构成为使所述旋转刀具水平旋转,所述超声波振动装置构成为对立式主轴施加超声波,所述旋转刀具构成为一边通过施加有所述超声波的所述立式主轴水平旋转一边对吸附于所述吸盘机构并水平旋转的所述半导体器件晶片的外周端部进行修整,由此在所述外周端部形成槽,所述刀具成形用砂轮构成为通过与水平旋转的所述旋转刀具的前端抵接,对所述旋转刀具的前端形状进行修正。通过这样的构成,能够始终将对半导体器件晶片的外周端部进行修整的旋转刀具的前端形状维持在适当的状态,能够连续地执行高精度且高效率的修整加工。因此,能够实现针对高功能的最前端的半导体器件晶片的高成品率制造,能够提高生产率。
36.另外,本发明的半导体装置的制造装置也可以还包括观察单元,所述观察单元拍摄所述槽的形状,并基于拍摄得到的图像数据对所述槽的形状进行分析,所述刀具成形用砂轮基于所述分析的槽的形状进行所述旋转刀具的前端形状的修正。通过这样的构成,能够始终准确地掌握半导体器件晶片的外周端部的修整状况。因此,能够通过刀具成形用砂轮准确地对前端形状进行修正,以使旋转刀具的前端形状始终成为适当的状态。其结果是,能够连续地执行高精度且高效率的修整加工,能够提高半导体器件晶片制造的成品率。
37.以下,参照附图对本发明的实施方式的半导体装置的制造方法以及制造装置详细地进行说明。
38.图1是表示本发明的实施方式的半导体装置的制造装置1的俯视图,表示组装了边缘修整装置10的全自动磨削装置的概略构成。
39.图1所示的制造装置1是自动地进行半导体器件晶片30(参照图2)的从吸附工序到边缘修整工序、薄层化工序以及清洗工序为止的一系列的工序的装置。
40.制造装置1具有:输送机器人21,输送半导体器件晶片30;以及执行各工序的待机台22、超声波修整台23、粗磨削台25、精磨削台27以及清洗单元29。
41.然后,制造装置1在待机台22、超声波修整台23、粗磨削台25以及精磨削台27具有对半导体器件晶片30进行90度转位的90度分度台20。
42.待机台22是执行半导体器件晶片30的吸附工序的台。首先,通过输送机器人21将作为加工对象的半导体器件晶片30输送到待机台22。然后,在待机台22执行半导体器件晶片30的吸附工序。
43.超声波修整台23是执行半导体器件晶片30的边缘修整工序的台。在待机台22的吸附工序之后,通过90度分度台20将半导体器件晶片30向顺时针方向90度转位。然后,在超声波修整台23执行半导体器件晶片30的边缘修整工序。具体而言,通过在施加有超声波的状态下水平旋转的边缘修整装置10的旋转刀具17,对半导体器件晶片30的外周端部34(参照图2)的一部分进行磨削。
44.另外,制造装置1具备拍摄装置45作为准确地拍摄以及分析半导体器件晶片30的修整形状的观察单元。拍摄装置45拍摄半导体器件晶片30的外周端部34附近,基于图像数据49(参照图4)对通过边缘修整工序形成在外周端部34的槽35(参照图2)的形状信息进行分析。由此,实现高精度的修整。
45.粗磨削台25以及精磨削台27是执行半导体器件晶片30的薄层化工序的台。在粗磨削台25的上方设置有对半导体器件晶片30的上表面进行粗磨削的粗磨削头26。在精磨削台27的上方设置有对半导体器件晶片30的上表面进行精磨削的精磨削头28。
46.在超声波修整台23结束了边缘修整工序的半导体器件晶片30被90度分度台20进一步向顺时针方向转位90度。然后,在粗磨削台25进行利用粗磨削头26的薄层化的粗磨削。
47.然后,在粗磨削台25进行了粗磨削的半导体器件晶片30通过90度分度台20转位到精磨削台27,通过精磨削头28精磨削到最终厚度。
48.在精磨削台27结束了薄层化工序的半导体器件晶片30通过90度分度台20返回到待机台22之后,通过输送机器人21输送到清洗单元29。然后,在清洗单元29中进行清洗半导体器件晶片30的清洗工序。
49.另外,图1所示的制造装置1只不过是本发明的实施方式的一个例子。例如,也可以仅将边缘修整装置10从图1所示的制造装置1分离,作为单独的全自动修整装置。
50.另外,例如也可以在图1中在配置有清洗单元29的部分设置边缘修整装置10,与由粗磨削台25以及精磨削台27构成的磨削载台分离。在该情况下,也可以将制造装置1构成为附属有边缘修整装置10的自动磨削装置。
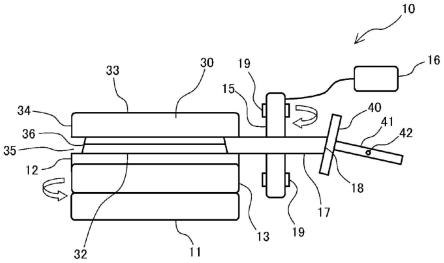
51.图2是表示边缘修整装置10的概略构成的主视图。
52.如图2所示,边缘修整装置10是对半导体器件晶片30的外周端部34进行修整的装置。
53.边缘修整装置10具有:真空吸盘11,支承半导体器件晶片30并使所述半导体器件晶片30水平旋转;旋转刀具17,对半导体器件晶片30的外周端部34进行磨削;立式主轴15,支承旋转刀具17;以及超声波振动装置16,对立式主轴15施加超声波。
54.真空吸盘11构成吸附半导体器件晶片30的吸盘机构。真空吸盘11以其旋转轴成为大致垂直的方式水平旋转自如地设置。半导体器件晶片30通过由支承基板13等形成的保持
层安装在真空吸盘11的上表面,半导体器件晶片30与真空吸盘11等吸盘机构一起水平旋转。
55.旋转刀具17例如是用陶瓷结合剂将金刚石砂轮固定的金刚石砂轮刀具。旋转刀具17的中心部由立式主轴15支承并水平旋转,前端、即外周砂轮面18设置在能够与半导体器件晶片30的外周端部34抵接的位置。
56.立式主轴15是支承旋转刀具17的旋转轴。立式主轴15设置成旋转轴沿着垂直方向延伸并且能够水平旋转。立式主轴15被未图示的驱动装置旋转驱动,由此旋转刀具17水平旋转。
57.立式主轴15以及旋转刀具17设置成朝向半导体器件晶片30沿着水平方向移动自如。由此,使水平旋转的旋转刀具17接近保持于真空吸盘11且水平旋转的半导体器件晶片30,将旋转刀具17的外周砂轮面18推压到半导体器件晶片30的外周端部34。然后,通过旋转刀具17的外周砂轮面18高精度地对半导体器件晶片30的外周端部34进行磨削,由此能够形成具有所希望的平均深度d(参照图4)的修整面36。
58.另外,如上所述,为了将水平旋转的旋转刀具17的外周砂轮面18向水平旋转的半导体器件晶片30的外周端部34推压进行修整,保持半导体器件晶片30的真空吸盘11也可以沿着水平方向移动。
59.另外,旋转刀具17或真空吸盘11也可以沿着上下方向移动自如。由此,能够改变旋转刀具17相对于半导体器件晶片30的上下方向的位置来反复执行修整。并且,能够相对于半导体器件晶片30的外周端部34,在上下方向的所希望的范围内形成修整面36。
60.另外,立式主轴15在旋转刀具17的上方以及下方被轴承19轴支承。这样,通过立式主轴15在上下两处被轴支承,能够抑制旋转刀具17的旋转振动,提高旋转精度,能够进行精度良好的精密的修整加工。
61.作为轴承19,例如可以采用滚珠轴承、圆柱滚子轴承、圆锥滚子轴承等通常的机械轴承。另外,设置在旋转刀具17的上方以及下方的轴承19中的至少一方可以是在轴承19与立式主轴15之间形成空气膜并以非接触方式轴支承立式主轴15的空气轴承。通过使用空气轴承作为轴承19,旋转刀具17能够被以低摩擦高精度地保持并高速旋转。因此,能够高精度地对半导体器件晶片30的外周端部34进行修整加工。
62.尤其是,通过采用空气轴承作为设置在旋转刀具17下方的轴承19,能够抑制加工水的飞散导致的劣化,能够实现轴承19以及立式主轴15的高寿命化。
63.超声波振动装置16是对立式主轴15施加超声波的装置。通过由超声波振动装置16对立式主轴15施加超声波,由此对旋转刀具17施加超声波,旋转刀具17沿旋转半直径方向进行超声波振动。由此,能够高速度且高精度地修整半导体器件晶片30的外周端部34。另外,通过对旋转刀具17施加超声波,旋转刀具17的磨损变少。由此,能够抑制半导体器件晶片30的修整后的外周端部34附近崩塌。
64.在边缘修整装置10设置有对旋转刀具17的前端形状进行修正的刀具成形用砂轮40。刀具成形用砂轮40例如是用陶瓷结合剂固定金刚石砂轮而成的刀具成形用金刚石砂轮。
65.刀具成形用砂轮40由倾斜调整机构41支承为倾斜调整自如。具体而言,与旋转刀具17的前端接触的刀具成形用砂轮40的砂轮面能够从大致垂直的状态调整成倾斜的状态。
即,刀具成形用砂轮40支承于倾斜调整机构41,以沿大致水平方向延伸的倾斜调整机构41的支承轴42为中心转动自如。
66.刀具成形用砂轮40的砂轮面与从半导体器件晶片30的外周端部34离开的位置的旋转刀具17的前端、即旋转刀具17的外周砂轮面18接触。由此,在对半导体器件晶片30的外周端部34进行修整的边缘修整工序中,水平旋转的旋转刀具17的前端与刀具成形用砂轮40的砂轮面抵接,被修正成适合修整的形状。即,在边缘修整工序中,水平旋转的旋转刀具17的前端与刀具成形用砂轮40的砂轮面接触而被磨削。
67.通过这样的构成,修整半导体器件晶片30的外周端部34的旋转刀具17的前端形状始终维持在适当的状态,能够连续地执行高精度且高效率的修整加工。因此,对于高功能的最前端的半导体器件晶片30,能够实现高成品率的制造并提高生产率。
68.图3是表示边缘修整装置10的概略构成的俯视图。
69.如图3所示,边缘修整装置10具备拍摄装置45作为拍摄以及分析修整后的槽35的形状的观察单元。拍摄装置45具有:光源46,照射光;受光元件47,接收来自光源46的光;以及图像分析装置48,基于受光元件47的光学数据,分析槽35的形状。
70.光源46照射用于检测半导体器件晶片30的外周端部34的修整状态的光。详细地说,光源46是平行光源,以平行光的一部分相切的方式向半导体器件晶片30的外周端部34附近照射光。即,光源46从半导体器件晶片30的侧方朝向半导体器件晶片30的外周端部34的端部附近沿着大致水平方向发出平行光。
71.受光元件47以接收从光源46发出的光的方式设置成与光源46相对。因此,从光源46发出的平行光通过半导体器件晶片30的外周端部34附近并被受光元件47接收。
72.受光元件47与图像分析装置48连接。图像分析装置48分析由受光元件47接收到的光学数据。详细地说,基于图像数据49(参照图4)分析半导体器件晶片30的外周端部34的状态。
73.图4是表示图3所示的拍摄装置45的图像数据49的图。
74.如图4所示,通过拍摄装置45准确地拍摄半导体器件晶片30的外周端部34的形状。然后,拍摄装置45的图像分析装置48基于拍摄得到的图像数据49分析半导体器件晶片30的槽35的形状。制造装置1基于拍摄得到的半导体器件晶片30的槽35的形状的分析结果,进行刀具成形用砂轮40(参照图2)对旋转刀具17(参照图2)的前端形状的修正。
75.通过这样的构成,能够始终准确地掌握半导体器件晶片30的外周端部34的修整状况。因此,能够通过刀具成形用砂轮40准确地修正旋转刀具17的前端形状,以使旋转刀具17的前端形状始终成为适当的状态。
76.例如,通过拍摄装置45能够连续准确地检测修整工序中的半导体器件晶片30的槽35的平均深度d、即修整面36的平均深度d。由此,制造装置1能够形成准确的平均深度d的槽35。
77.另外,通过拍摄装置45能够准确地检测槽35的修整面36的倾斜、即倾斜角度a。接着,通过拍摄装置45进行针对检测到的倾斜角度a是否在适当的范围内的分析(评价)。由此,在修整面36的倾斜角度a比下限倾斜角度a1小的情况或比上限倾斜角度a2大的情况下,制造装置1能够修正旋转刀具17的前端形状、即外周砂轮面18(参照图2)的倾斜。上述的说明是使用修整面36的倾斜角度a作为基于拍摄得到的图像数据分析的对象(槽35的形状的
评价指标)修正外周砂轮面18的倾斜的例子。
78.具体而言,如图2所示,制造装置1通过倾斜调整机构41调整刀具成形用砂轮40的支承角度,通过刀具成形用砂轮40修整旋转刀具17的前端形状,由此能够将外周砂轮面18的倾斜修正成适当的倾斜。
79.由此,能够将修整面36的倾斜角度a设为比下限倾斜角度a1大且比上限倾斜角度a2小的适当的角度,推进半导体器件晶片30的修整工序(参照图4)。
80.这样,边缘修整装置10通过基于由拍摄装置45拍摄以及分析得到的修整面36的形状信息始终将旋转刀具17的前端形状维持在适当的倾斜角度a,由此能够连续高效地进行高精度的修整加工。其结果是,能够在半导体器件晶片30的外周端部34形成以适当的角度倾斜的修整面36。
81.接着,参照图5a~图5d、图6a以及图6b以及图7a~图7d,对本发明的实施方式的半导体装置的制造方法详细地进行说明。
82.图5a~图5d是表示半导体装置的制造方法的图,图5a是表示在吸附工序中准备半导体器件晶片30的状态的图,图5b是表示在边缘修整工序中进行修整的状态的图,图5c是表示边缘修整工序结束的状态的图,图5d是表示在薄层化工序中进行了薄层化的状态的图。
83.如图5a所示,半导体器件晶片30是形成有半导体器件层31的硅晶片,其大小例如为直径300mm、厚度775μm。
84.在吸附工序中,利用wss方式经由贴合树脂层12将支承基板13粘贴在半导体器件晶片30的器件面32。贴合树脂层12例如由硅系树脂形成,其厚度例如为40μm。支承基板13例如为硅系或玻璃系的支撑晶片,其厚度例如为750μm。
85.接着,如图5b所示,以使器件面32为下方的方式经由贴合树脂层12以及支承基板13将半导体器件晶片30保持于真空吸盘11。
86.然后,在超声波修整台23(参照图1),执行边缘修整工序。在边缘修整工序中,半导体器件晶片30通过真空吸盘11水平旋转,同样地水平旋转且被施加有超声波的旋转刀具17的外周砂轮面18被推压到半导体器件晶片30的外周端部34。由此,对半导体器件晶片30的外周端部34进行修整,形成槽35。
87.另外,也可以通过旋转刀具17对贴合树脂层12的上部与外周端部34一起进行磨削。由此,能够提高抑制半导体器件晶片30的崩裂的效果。
88.此处,旋转刀具17的直径例如为100mm,外周砂轮面18的厚度例如为0.15mm。旋转刀具17的金刚石砂轮的粒度优选为#240~#8000,更优选为#1000~#3000,进一步优选为#2000。
89.另外,边缘修整工序中的旋转刀具17的转速优选为8000~12000min-1
。半导体器件晶片30的转速优选为250~350min-1
。立式主轴15的水平移动速度优选为0.3~0.7mm/min。
90.例如,通过将旋转刀具17的转速设为10000min-1
、半导体器件晶片30的转速设为300min-1
、立式主轴15的水平移动速度设为0.5mm/min,进行3分钟修整,由此加工修整面36直到距外周端部34的平均深度d(参照图4)成为1.5mm为止。通过在这些条件下进行修整,能够得到表面粗糙度15~20nm(ra)的半导体器件晶片30。
91.如上所述,在边缘修整工序中,通过施加有超声波的立式主轴15使旋转刀具17水
平旋转。因此,与现有技术的利用杯形砂轮型的金刚石磨削砂轮等进行的修整相比,能够进行高速度且高精度的修整。另外,通过对水平旋转的旋转刀具17施加超声波,旋转刀具17的磨损变少,能够抑制修整后的外周端部34附近崩塌。
92.此处,从超声波振动装置16对立式主轴15施加的超声波的频率例如为16~1000khz。由此,能够适当地修整半导体器件晶片30。
93.另外,在器件面32朝下保持于真空吸盘11的状态下,通过水平旋转的施加有超声波的旋转刀具17对半导体器件晶片30进行修整。因此,在边缘修整工序中,器件面32不会被污染。由此,不需要精密清洗,能够实现半导体装置的低成本化。另外,能够不受形成在器件面32的表面的金属膜或绝缘膜等各种覆盖膜影响地修整半导体器件晶片30的外周端部34。
94.通过边缘修整工序,在半导体器件晶片30的外周端部34形成槽35,在槽35的内部形成修整面36。具体而言,外周砂轮面18附近的旋转刀具17的厚度比半导体器件晶片30的厚度薄。因此,如图5c所示,修整面36从外周端部34凹陷。其结果是,在外周端部34形成槽35,该槽35是沿着半导体器件晶片30的旋转方向延伸的圆周状的凹部。
95.通过边缘修整工序在半导体器件晶片30的外周端部34形成槽35,由此也能够减少对半导体器件晶片30的背面33的污染。因此,在接下来的薄层化工序中,能够进行精密的薄层化加工。
96.在边缘修整工序中,通过拍摄装置45(参照图3)对半导体器件晶片30的修整后的槽35的形状投射平行光。基于该平行光的影子的形状,能够准确地分析槽35的形状。由此,能够高效且高精度地分析半导体器件晶片30的修整后的槽35的形状。
97.然后,当通过拍摄装置45分析修整后的槽35的形状时,制造装置1通过刀具成形用砂轮40对旋转刀具17的前端形状进行修正,使得在该图像数据49(参照图4)中槽35的形状在规定值内、例如槽35的修整面36的倾斜即倾斜角度a在适当的范围内。由此,能够进行连续的高效的修整加工,从而能够以高精度得到准确的修整形状。因此,能够高效率地加工高精度且稳定的形状以及表面性状的槽35。
98.在执行了边缘修整工序之后,在粗磨削台25以及精磨削台27(参照图1)上依次执行薄层化工序。如图5d所示,在薄层化工序中,通过未图示的杯形砂轮,半导体器件晶片30的一个主面即背面33被磨削,实现了薄层化。
99.在薄层化工序中使用的杯形砂轮例如是使用了粒度#240~#8000的金刚石磨粒的杯形砂轮型砂轮。也可以在粗磨削中增大杯形砂轮的磨粒大并降低转速低,在精磨削中减小杯形砂轮的磨粒并提高转速,由此进行磨削。
100.通过在边缘修整工序之后执行薄层化工序,能够实现没有厚度偏差的薄层化,能够得到高平坦地薄层化了的半导体器件晶片30。另外,作为吸盘机构,能够利用如下的构成:通过经由贴合树脂层12的支承基板13的粘贴来保持器件面32,因此不会产生薄层化工序中的半导体器件晶片30的厚度偏差。另外,由于通过支承基板13保护了器件面32,所以不会产生器件面32的污染以及废物附着的问题。
101.图6a以及图6b是表示半导体器件晶片30的修整面36的附近的图。图6a是表示边缘修整工序结束的状态的图,图6b是表示在薄层化工序中进行了薄层化的状态的图。
102.如图6a以及图6b所示,形成在外周端部34的槽35的修整面36的上部的直径比下部的直径小。即,修整面36可以形成为大致圆锥台的侧面的形状。具体而言,器件面32与倾斜
的修整面36所成的角度例如为70~90度,优选为约80度。这样,通过形成以上部的直径变小的方式倾斜的修整面36,能够进一步减少半导体器件晶片30的崩裂。
103.如上所述,在边缘修整工序中,基于通过拍摄装置45(参照图3)得到的槽35形状的准确的数据,能够调整刀具成形用砂轮40(参照图2)的支承角度,能够修正旋转刀具17(参照图2)的前端形状。由此,能够始终将旋转刀具17的前端形状维持在适当的倾斜状态,能够连续高效地进行高精度的修整加工。即,能够在半导体器件晶片30的外周端部34形成以适当的角度倾斜的修整面36。
104.图7a~图7d是表示半导体装置的制造方法的其他例子的图。图7a是表示在吸附工序中准备了半导体器件晶片30的状态的图,图7b是表示在边缘修整工序中进行了修整的状态的图,图7c是表示边缘修整工序结束的状态的图,图7d是表示在薄层化工序中进行了薄层化的状态的图。另外,对与已经说明过的实施方式相同或实现相同的作用或效果的构成要素,标注相同的附图标记。
105.如图7a所示,在吸附工序中,在半导体器件晶片30的器件面32粘贴有作为bg胶带的保护胶带14。作为保护胶带14,例如使用厚度180μm的琳得科株式会社(lintec corporation)制的uv胶带e8180。
106.然后,如图7b所示,半导体器件晶片30以器件面32朝下的方式通过保护胶带14保持于真空吸盘11。
107.接着,在边缘修整工序中,通过施加有超声波的水平旋转的旋转刀具17对半导体器件晶片30进行修整。如图7c所示,通过修整,在外周端部34形成具有修整面36的槽35。
108.在执行了边缘修整工序之后,执行对背面33进行磨削的薄层化工序。其结果是,如图7d所示,能够得到被高平坦地薄层化了的、厚度偏差小的半导体器件晶片30。
109.如以上说明的那样,根据本实施方式的制造方法,在执行了吸附工序之后,进行在半导体器件晶片30的外周端部34形成槽35的边缘修整工序。然后,在边缘修整工序之后执行使半导体器件晶片30薄层化的薄层化工序。
110.通过这样的工序,能够不受形成在半导体器件晶片30的器件面32的表面的金属膜或绝缘膜等各种覆盖膜影响地对半导体器件晶片30的外周端部34进行修整。在边缘修整工序中,由于旋转刀具17通过施加有超声波的立式主轴15水平旋转,所以能够进行高速度且高精度的修整。
111.然后,在边缘修整工序中,通过刀具成形用砂轮40将水平旋转的旋转刀具17的前端形状修正成适当的形状。由此,半导体器件晶片30能够得到稳定的修整形状以及修整面性状,能够以高成品率加工高功能的半导体器件晶片30。即,能够得到在现有技术中无法得到的优异的生产率。例如,能够高成品率地量产极薄化到厚度20μm以下的半导体器件晶片30。
112.另外,本发明并不限定于上述实施方式,此外在不脱离本发明的主旨的范围内可以进行各种各样的变形实施。
113.出于示例和说明的目的已经给出了所述详细的说明。根据上面的教导,许多变形和改变都是可能的。所述的详细说明并非没有遗漏或者旨在限制在这里说明的主题。尽管已经通过文字以特有的结构特征和/或方法过程对所述主题进行了说明,但应当理解的是,权利要求书中所限定的主题不是必须限于所述的具体特征或者具体过程。更确切地说,将
所述的具体特征和具体过程作为实施权利要求书的示例进行了说明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1