一种板坯连铸异常终浇轻压下模型控制方法与流程
1.本发明涉及板坯连铸技术领域,尤其涉及一种板坯连铸异常终浇 轻压下模型控制方法。
背景技术:
2.冒涨的机理是终浇断流后坯壳收缩的体积大于坯壳内钢液收缩 的体积导致钢水被挤压从尾部冒出,目前通行的防冒涨措施有插插件 支撑法和搅拌法,这两种方法都是通过减缓坯壳的收缩来实现防冒 涨,但插插件支撑法只能在尾部坯壳上端很短的部分起到撑开作用, 而尾坯的其他部位仍然受到冷却收缩,钢水仍有挤出上冒的可能,而 搅拌法要求坯壳在结晶器内停车时间长,影响t坯质量,且此法会有 钢液飞溅出来伤人的可能,对于紧急、长时间低拉速浇注的异常终浇 导致的冒涨控制效果不佳。自动化控制中l1级是基础自动化(一级), l2级是过程自动化(二级)。
3.对比文件cn105014036a专利,主要讲述的是终浇过程防止钢水漏出的方法, 主要拉速操作上进行操作,本发明中,主要是针对异常终浇过程二级轻压下模 型控制方式,针对的是扇形段辊缝控制,不涉及到对拉速的控制,与该专利不 冲突;
4.对比文件cn105983675a专利,(1)专利公开了一种连铸机多功 能自动终浇系统及工艺控制方法,主要是在现有的控制系统中增设一 个中间包吨位修改设定模块,便于实时修改中间包实际吨位信息,本 发明不涉及中间包吨位修改,而是发明了异常终浇二级轻压下模型控 制,在异常终浇时对扇形段的辊缝进行调整,(2)专利cn105983675a, 提到为防止引拔冒涨,当拉速降到目标拉速v3时,激发自动终浇计 算控制单元中的计时器和结晶器弱冷模式,结晶器铜板采用弱冷模 式,防止坯壳收缩过大,本发明为异常终浇过程二级轻压下对个别扇 形段的辊缝进行调整,不涉及结晶器的弱冷模式;
5.对比文件cn102126006a专利,公开了一种连铸轻压下辊缝控制 方法,调节伺服阀的开口度,控制液压缸压下力,从而调节与液压缸 连接的上辊,最终使辊缝实际值与辊缝设定值一致,主要是针对浇注 过程轻压下辊缝精确控制方法,达到改善板坯中心偏析的效果,并未 提到异常终浇时二级轻压下模型的控制,也未提到对防止终浇冒涨有 积极作用,本发明明显不同于此专利。
6.为了减少连铸由于异常终浇导致冒涨的异常生产事故,我们提出 了一种板坯连铸异常终浇轻压下模型控制方法。
技术实现要素:
7.本发明提出的一种板坯连铸异常终浇轻压下模型控制方法,解决 了连铸由于异常终浇导致冒涨的异常生产事故的问题。
8.为了实现上述目的,本发明采用了如下技术方案:
9.一种板坯连铸异常终浇轻压下模型控制方法,所述板坯连铸异常 终浇轻压下模型控制方法为改变和控制终浇过程二级轻压下模型控 制,改变部分弧形段辊缝来减少板
坯挤压力,让液态钢水向下流动, 增加尾坯的液钢凝量,使尾坯到达前,1#、2#、3#扇形段辊缝值都保 持在所使用的异常终浇的轻压下模型辊缝值。
10.优选的,通过增加二级轻压下事故模型辊缝控制,在事故模型辊 缝控制里面,设置扇形段辊缝打开,其中所述2300mm板坯连铸异常 终浇二级轻压下模型控制确定打开弧形段1#、2#、3#扇形段辊缝, 且辊缝打开值设置为240mm。
11.优选的,所述2300mm模型辊缝对所有辊缝打开值有限制,不允 许超过弯曲段的入口辊缝,为此事故辊缝设置时将弯曲段入口辊缝由 238mm改成240mm,以实现2300mm板坯连铸异常终浇二级轻压下模型 应用时1#、2#、3#扇形段辊缝能实现打开至240mm。
12.优选的,所述1650mm板坯连铸异常终浇二级轻压下模型控制确 定打开弧形段1#、2#、3#扇形段辊缝,且辊缝打开值设置为244mm。
13.优选的,所述1650mm板坯连铸异常终浇二级轻压下模型与正常 引拔模型不同的是,异常终浇二级轻压下模型要求前面1#、2#、3# 扇形段辊缝打开。
14.优选的,所述1650mm板坯连铸二级轻压下模型中,新增异常终 浇情景模式,并在该情景模式下,设置不同时段调用的异常终浇二级 轻压下模型方式。
15.优选的,所述2150mm板坯连铸异常终浇二级轻压下模型控制确 定打开弧形段1#、2#、3#扇形段辊缝,且辊缝打开值设置为244mm。
16.优选的,所述2150mm板坯连铸二级轻压下模型中,新增异常终 浇情景模式,并在该情景模式下,设置不同时段调用的模型方式。
17.优选的,所述2150mm板坯连铸弧形段1#、2#、3#扇形段辊缝在 原辊缝基础上抬起一定值,达到打开1#、2#、3#辊缝的效果,弧形 段辊缝1#扇形段打开至绝对值244mm,防止1#扇形段抬起太大,其 余段辊缝打开设置与正常引拔模式动作保持一致。
18.优选的,所述2150mm连铸与1650mm连铸辊缝设置一致,2150mm 连铸结晶器上口245mm,下口243mm,弯曲段入口辊缝242,出口辊 缝241mm,且辊缝不小于结晶器下口辊缝,辊缝打开设置值为244mm, 与1650mm一致。
19.本发明的有益效果为:通过打开辊缝,采用“引”的方法,即引 导钢水向下向坯壳内流动,防止钢水向上倒冒,且终浇引拔后打开部 分弧形段的辊缝,剩余的扇形段保持原有的终浇辊缝,从而达到减少 板坯挤压力,让液态钢水向下流动,尽可能增加液钢的凝固量,对各 种情况下的异常终浇都能起到很好的防冒涨效果,从而有效降低板坯 连铸异常终浇导致的冒涨事故次数,减少因冒涨带来的设备更换,提 高连铸作业率,降低设备维修损失。
20.综上所述,该板坯连铸异常终浇轻压下模型控制方法操作简单, 通过打开辊缝减少板坯挤压力,增加液钢的凝固量,有效减少板坯连 铸异常终浇导致的冒涨事故和设备更换损失,提高连铸作业率。
附图说明
21.图1为本发明中1650mm板坯连铸新增异常终浇情景设置图。
22.图2为本发明中1650mm板坯连铸正常终浇情景设置图。
23.图3为本发明中1650mm板坯连铸异常终浇
24.scenario_230_etailout_open模型方式图。
25.图4为本发明中1650mm板坯连铸异常终浇
26.scenario_230_etailout_open2模型方式图。
27.图5为本发明中1650mm板坯连铸异常终浇
28.basegap230_emergent_tailout_open图。
29.图6为本发明中1650mm板坯连铸异常终浇
30.basegap230_emergent_tailout_open2图。
31.图7为本发明中2150mm板坯连铸新增异常终浇情景模式设置图。
32.图8为本发明中2150mm板坯连铸正常终浇情景模式设置图。
33.图9为本发明中2150mm板坯连铸异常终浇
34.practicescenario_emergenttailoutopen模型方式图。
35.图10为本发明中2150mm板坯连铸异常终浇
36.practicescenario_emergenttailoutopen2模型方式图。
37.图11为本发明中2150mm板坯连铸异常终浇基础辊缝 emergenttailoutopen设置图。
38.图12为本发明中2150mm板坯连铸异常终浇基础辊缝 emergenttailoutopen2设置图。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方 案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部 分实施例,而不是全部的实施例。
40.实施例1
41.一种板坯连铸异常终浇轻压下模型控制方法,针对连铸生产的急 降速、长时间低拉速等异常终浇过程,通过改变和控制终浇过程二级 轻压下模型控制,改变部分弧形段辊缝来减少板坯挤压力,让液态钢 水向下流动,增加尾坯的液钢凝量,从而达到防冒涨效果,由于不同 型号的连铸机工艺设备差异,异常终浇二级模型控制方法也各不相 同,但控制原理大同小异,但不管正常终浇还是异常终浇,尾坯到达 前,1#、2#、3#扇形段辊缝值都保持在所使用的轻压下方式下辊缝值, 异常终浇和正常终浇二级轻压下模型控制差异,主要是在终浇过程中 尾坯到达前,对1#、2#、3#扇形段的控制差异,正常终浇过程针对 1#、2#、3#扇形段辊缝值是根据轻压下模型方式不同而不同,辊缝值 相对小,对终浇板坯有一定挤压,而异常终浇二级轻压下控制模型方 式是采用相同的固定值,且辊缝值相对大,从而达到减少板坯挤压力, 让液态钢水向下流动,增加尾坯的液钢凝量,从而达到防冒涨效果。
42.实施例2
43.一种板坯连铸异常终浇轻压下模型控制方法,对于2300mm板坯 连铸异常终浇二级轻压下模型的应用,为了减少异常终浇终浇过程辊 缝对板坯的挤压力,让液态钢水有更多的容纳空间,打开部分扇形段 辊缝让未来得及凝固的钢水往下流,通过增加二级轻压下事故模型辊 缝控制,在事故模型辊缝控制里面,设置扇形段辊缝打开,达到辊缝 自动打开效果,通过相关理论计算以及实践应用,2300mm板坯连铸 异常终浇二级轻压下模型控制确定打开弧形段1#、2#、3#扇形段辊 缝,且辊缝打开值设置为240mm,因2300mm模型辊缝对所有辊缝打 开值有限制,不允许超过弯曲段的入口辊缝,为此事故辊缝设置时将 弯曲段入
口辊缝由238mm改成240mm,以实现2300mm板坯连铸异常 终浇二级轻压下模型应用时1#、2#、3#扇形段辊缝能实现打开至 240mm。
44.实施例3
45.一种板坯连铸异常终浇轻压下模型控制方法,对于1650mm板坯 连铸异常终浇二级轻压下模型的应用,所述1650mm板坯连铸异常终 浇二级轻压下模型控制确定打开弧形段1#、2#、3#扇形段辊缝,且 辊缝打开值设置为244mm,1650mm板坯连铸异常终浇二级轻压下模型 与正常引拔模型不同的是,异常终浇二级轻压下模型要求前面1#、 2#、3#扇形段辊缝打开,达到防冒涨的效果。
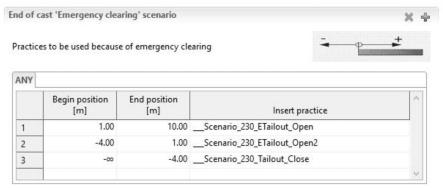
46.首先在情景模式下新增异常终浇情景模式,并在该情景模式下, 设置不同时段调用的异常终浇二级轻压下模型方式。异常终浇二级轻 压下模型启动后,浇注长度提前1-10m,即为1#、2#、3#扇形段位置 长度,启动scenario_230_etailout_open模型方式,提前1m到过 4m启动scenario_230_etailout_open2模型方式,过4m后启动 scenario_230_tailout_close模型方式,与正常引拔模式一致,新 增异常终浇情景和正常终浇情景设置如下图1和图2。
47.其次新增两个异常终浇的practice方式,分别是 scenario_230_etailout_open和scenario_230_etailout_open,主 要是设置不同的基础辊缝、辊子限制和位置控制。
48.scenario_230_etailout_open和 scenario_230_etailout_open2模型方式设置如下图3和图4。
49.最后新增两个基础辊缝,分别是230_emergent_tailout_open和230_emergent_tailout_open2,基础辊缝 230_emergent_tailout_open模式主要是设置弧形段1#、2#、3#扇形 段辊缝在原辊缝基础上抬起3mm,达到打开1#、2#、3#辊缝的效果, 基础辊缝230_emergent_tailout_open2主要是设置弧形段辊缝1#扇 形段打开至244mm,防止1#扇形段抬起太大损伤设备,其余段辊缝打 开设置与正常引拔模式动作保持一致,基础辊缝 230_emergent_tailout_open和基础辊缝 230_emergent_tailout_open2具体设置如下图5和图6。
50.实施例4
51.一种板坯连铸异常终浇轻压下模型控制方法,对于2150mm板坯 连铸异常终浇二级轻压下模型的应用,所述2150mm板坯连铸异常终 浇二级轻压下模型控制确定打开弧形段1#、2#、3#扇形段辊缝,且 辊缝打开值设置为244mm。
52.首先在2150mm板坯连铸二级轻压下模型中,新增异常终浇情景 模式,并在该情景模式下,设置不同时段调用的模型方式。异常终浇 二级轻压下模型启动后,浇注长度提前1-9.86m,即为铸机1#、2#、 3#扇形段位置长度,启动scenario_emergenttailoutopen模型方式, 提前1m到过4m启动scenario_emergenttailoutopen2模型方式,过 4m后与正常引拔模式一致,新增2150mm板坯连铸异常终浇情景和正 常引拔情景设置如下图7和图8。
53.其次新增两个异常终浇的practice方式,分别是 scenario_emergenttailoutopen和scenario_emergenttailoutopen2,主要是设置不同的基础辊缝、辊 子限制和位置控制,具体见图9和图10。
54.最后新增两个基础辊缝,分别是emergenttailoutopen和 emergenttailoutopen2,基础辊缝emergenttailoutopen模式主要是 设置弧形段1#、2#、3#
扇形段辊缝在原辊缝基础上抬起3mm,达到打 开1#、2#、3#辊缝的效果,基础辊缝emergenttailoutopen2主要是 设置弧形段辊缝1#扇形段打开至绝对值244mm,防止1#扇形段抬起 太大损伤设备,其余段辊缝打开设置与正常引拔模式动作保持一致, 具体设置如下图11和图12。
55.异常终浇二级轻压下模型与正常终浇二级轻压下模型不同的是, 异常终浇二级轻压下模型要求前面1#、2#、3#扇形段辊缝打开,达 到防冒涨的效果,因2150mm连铸与2300mm板坯连铸在设备上存在差 异,但与1650mm结晶器参数设置是一样的,因此辊缝设置与1650mm 一致,2150mm连铸结晶器上口245mm,下口243mm,弯曲段入口辊缝 242,出口辊缝241mm,为了防止辊缝对板坯挤压,辊缝不能小于结 晶器下口辊缝,因此确定辊缝打开设置值为244mm,与1650mm一致。
56.实施例5
57.一种板坯连铸异常终浇轻压下模型控制方法的应用:在发生紧 急、长时间低拉速等异常终浇时投用该模型,可有效降低发生冒涨的 次数,累计投入使用11个月,共因各种情况使用异常终浇二级轻压 下模型控制61次,防冒涨事故发生0次,创造了年经济效益近两千 万元,本发明板坯连铸异常终浇轻压下模型控制方法在异常终浇防冒 涨事故方面效果显著,其市场的推广应用前景十分广阔。
58.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范 围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技 术范围内,根据本发明的技术方案及其发明构思加以等同替换或改 变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1