一种TiAl原位复合结构的成形方法
一种tial原位复合结构的成形方法
技术领域
1.本发明涉及钛铝合金成形技术领域,尤其涉及一种tial原位复合结构的成形方法。
背景技术:
2.钛铝基金属间化合物,又称钛铝合金(tial合金),具有密度低,比强度、比刚度高的优点,并在高温下有优秀的抗氧化和抗蠕变性能,是极具潜力的航空航天轻质高温结构材料。tial合金在室温下可开动的滑移系少且交滑移难以发生,由此导致的脆性和低塑性是限制tial合金进一步的应用的主要问题。tial合金的力学性能与微观组织关系密切:双态组织晶粒细小因而具有高的延伸率和抗拉强度但是断裂韧性和蠕变抗力较低;全片层组织由于晶粒粗大,延伸率和抗拉强度较低,但是断裂韧性和蠕变抗力较高;近γ组织的由于缺乏γ/α2片层组织,其各项机械性能表现均较差;近全片组织同时具有较高的抗拉强度和延伸率和一定的塑性。
3.如今,各种技术(例如铸造、锻造、粉末冶金和增材制造)可用于制造tial合金复杂部件。然而,每种技术都有一些固有的问题。tial熔体的高反应性使铸造模具材料选择和成型加工异常困难。tial合金的低塑性使得锻造过程需要在高温下进行,并需要采用随形包套。粉末冶金方法,如热等静压或放电等离子烧结,经常受到原始颗粒边界的影响。先进的增材制造技术,如电子束选区熔化技术,铝挥发、显微组织的不均匀性和片层结构的稳定性一直是待解决的问题。
4.复合材料是根据应用进行设计,把两种或两种以上物性不同的材料组合在一起,使其性能互补。它既保留了原组成材料的特点,又通过复合效应获得原组分所不具备的性能。可以通过材料设计使各组分的性能相互补充并彼此关联,从而获得更好的性能。复合材料具有可设计性,可以根据使用条件要求进行设计和制造,以满足各种用途,从而极大的提高工程结构的效能。
技术实现要素:
5.本发明的目的在于解决tial合金塑性和韧性差的问题,提供一种tial原位复合结构的成形方法,使用粉末床增材制造技术原位制备模具包套并在粉末胚体中通过增材制造手段直接制备支撑骨架,然后通过热等静压技术实现致密化的金属复合结构粉末成形。本发明通过结构设计在块体tial合金材料中获得不同微观组织复合的原位复合材料,实现了力学性能的均衡。
6.为实现上述目的,本发明采用如下技术方案:
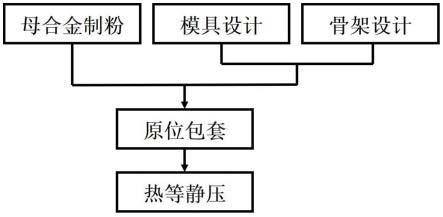
7.一种tial原位复合结构的成形方法,包括以下步骤:
8.步骤一,将tial合金粉末置入粉末床增材制造设备粉末仓中;
9.步骤二,设计模具包套及支撑骨架的三维模型,将三维模型导入粉末床增材制造设备控制软件中;
10.步骤三,将粉末床增材制造设备成形仓抽真空,使成形仓形成真空负压环境;使用粉末床增材制造设备在成形仓中逐层成形模具包套及支撑骨架;
11.步骤四,将模具包套从粉末床中取出并置入热等静压设备中;向热等静压设备中冲入压力介质并加温,使模具包套及包套内部粉末床和粉末床中的支撑骨架处于高温高压环境;模具包套及其内部包裹的粉末床和粉末床中的支撑骨架在热等静压设备中的高温高压环境下致密化,得到tial合金原位复合材料。
12.特别地,所述步骤二,所述支撑骨架为立柱结构、网格结构、蛛网结构、立体交叉结构的其中一种。
13.特别地,所述步骤二,为了确保在后续过程中包套的完整性,对于目标尺寸为m
×
n的矩形样品,其中m≤n,包套厚度t需满足:
14.0.2m≥t≥0.1m,
15.对于目标尺寸小于20mm的样品,包套厚度t应不小于2mm;
16.特别地,所述步骤二,对于支撑骨架,为了确保其在后续过程中的完整性,其直径或宽度d0应不小于600μm,同时为了确保其与周围粉床的耦合,两个相邻的骨架结构之间距离d需满足:
17.d≥5d0;
18.特别地,所述步骤二,所述模具包套为封闭式模具包套。
19.特别地,所述粉末床增材制造设备为电子束选区熔化设备或激光选区熔化设备。
20.特别地,所述粉末床增材制造设备控制软件为control software 3.2。
21.特别地,所述步骤三,所述对粉末床增材制造设备成形仓抽真空,使成形仓形成1
×
10-6
mbar~1
×
10-2
mbar真空负压环境。
22.特别地,所述步骤三,所述使用粉末床增材制造设备在成形仓中成形模具包套及支撑骨架过程中,对所述成形仓持续抽真空,使所述模具包套及粉末床处于真空负压环境。
23.特别地,所述步骤四,所述压力介质为氩气,向热等静压设备中冲入氩气并加温至100mpa~180mpa、1150℃~1300℃;所述致密化的时间为2h~6h。
24.特别地,所述步骤四中,对于特定的合金成分,热等静压的温度t需满足:
25.t≥t026.其中,t0是蠕变极限温度;
27.对于特定的合金成分,热等静压的压力p需满足:
28.p≥p029.其中,p0是蠕变极限强度。
30.优选地,所述步骤四中,对于γ-tial合金,为防止复合结构在热等静压过程中晶粒的快速长大,热等静压的温度t不应高于α转变温度t
α
以下10℃,即:
31.t≤t
α-10℃。
32.与现有技术相比,本发明的有益效果为:
33.本发明提出的粉末床增材制造技术耦合热等静压的高性能金属复合材料成形方法可以通过增材制造技术在金属粉末床中制备不同的支撑结构,并在热等静压后形成不同组织形态的原位复合材料,具有原位生成复合结构的优点。
34.通过对支撑骨架的设计,可以在样件尺度实现性能驱动的微观组织设计,即在指
定位置引入指定的微观组织,并通过不同类型的微观组织之间相互耦合协同变形实现样件力学性能的设计。在支撑骨架区域,由于经历了增材制造过程的熔化-快速凝固过程,会形成具有超细晶粒的微观组织。而在粉末床区域,仅经历了热等静压致密化的过程,会形成具有较粗大的晶粒的微观组织。根据hall-patch关系,材料强度与晶粒的尺寸的平方根成反比,即具有超细晶粒的支撑骨架区域具有较高的强度,而具有粗大晶粒的粉床区域具有较低的强度。通过控制支撑骨架和粉床区域的比例和形态可以实现对整体力学性能和各向异性的调控。
35.通过对增材制造过程的工艺参数可以实现对骨架区域的al元素含量的调控,在骨架区域和粉床区域实现al元素含量的梯度。al元素挥发会随着增材制造过程中能量输入的提升而增大(0.2~8at.%),使得骨架区域al元素含量低于粉床区域。而对于γ-tial合金而言,α转变温度t
α
随着al元素含量的降低而降低。在后续热等静压过程中,通过控制热等静压的温度可以实现骨架区域和粉床区域不同的微观组织,进而调控综合力学性能。同时,该al含量梯度为进一步通过热处理实现微观组织的选择性调控提供了可能性。
附图说明
36.通过结合附图考虑以下对本发明的优选实施方式的详细说明,本发明的各种目标、特征和优点将变得更加显而易见。附图仅为本发明的示范性图解,并非一定是按比例绘制。在附图中,同样的附图标记始终表示相同或类似的部件。其中:
37.图1是本发明中tial原位复合结构的成形方法的工艺路线图;
38.图2是实施例一及二中模具包套的横截面和纵截面示意图;
39.图3是实施例一及二中包含支撑骨架的模具包套纵截面示意图;
40.图4是实施例一中包含支撑骨架的模具包套纵截面照片;
41.图5是实施例一中模具包套纵截面的电子显微镜照片;
42.图6是实施例二中包含支撑骨架的模具包套纵截面照片;
43.图7是本发明中经过致密化之后的模具包套和粉末床的纵截面照片;
44.图8是本发明中经过致密化之后的模具包套和粉末床界面处的纵截面电子显微镜照片;
45.图9是本发明中经过致密化之后的原位复合材料包含支撑骨架的纵截面的电子显微镜照片;
46.图10是本发明中经过致密化之后的原位复合材料纵截面的显微维氏硬度分布图;
47.图11是本发明中经过致密化之后的原位复合材料进行室温拉伸时的力-位移曲线。
48.图中,1.模具包套,2.粉末床,3.立柱支撑骨架,4.网格支撑骨架。
具体实施方式
49.体现本发明特征与优点的典型实施例将在以下的说明中详细叙述。应理解的是本发明能够在不同的实施例上具有各种的变化,其皆不脱离本发明的范围,且其中的说明及附图在本质上是作说明之用,而非用以限制本发明。
50.在对本发明的不同示例性实施方式的下面描述中,参照附图进行,所述附图形成
本发明的一部分,并且其中以示例方式显示了可实现本发明的多个方面的不同示例性结构、系统和步骤。应理解的是,可以使用部件、结构、示例性装置、系统和步骤的其他特定方案,并且可在不偏离本发明范围的情况下进行结构和功能性修改。而且,虽然本说明书中可使用术语“之上”、“之间”、“之内”等来描述本发明的不同示例性特征和元件,但是这些术语用于本文中仅出于方便,例如根据附图中所述的示例的方向。本说明书中的任何内容都不应理解为需要结构的特定三维方向才落入本发明的范围内。
51.实施例一
52.如图1所示,在本实施方式中,本发明提出的tial原位复合结构的成形方法,包括以下步骤:
53.步骤一,将ti-48al-2cr-2nb合金粉末置入粉末床增材制造设备粉末仓中;
54.步骤二,将如图2所示的长方形封闭式模具包套的三维模型、如图3所示立柱骨架的三维模型导入arcam ab a2xx电子束选区熔化设备控制软件中;其中,包套横截面为16mm
×
16mm的方型,包套厚度为2mm;单根立柱骨架横截面宽度为0.6mm,骨架结构之间距离d为3mm;
55.步骤三,将粉末床增材制造设备成形仓抽真空,使得成形仓形成1
×
10-5
mbar真空负压环境;使用粉末床增材制造设备在成形仓中逐层成形所述模具包套及支撑骨架,对成型仓持续抽真空,使模具包套及粉末床处于1
×
10-2
mbar真空负压环境;
56.步骤四,将具有如图4所示内部结构的模具包套从粉末床中取出并置入热等静压设备中;向热等静压设备中冲入氩气并加温,使模具包套处于150mpa、1250℃高温高压环境;模具包套及其内部包裹的粉末床和粉末床中的支撑骨架在热等静压设备的高温高压环境中致密化4h,得到tial原位复合材料,如图7所示。
57.实施例二
58.在本实施方式中,本发明提出的tial原位复合结构的成形方法,包括以下步骤:
59.步骤一,将ti-44.5al-4.5nb-1.0mo-0.15b合金粉末置入粉末床增材制造设备粉末仓中;
60.步骤二,将如图2所示的长方形封闭式模具包套的三维模型、如图3所示的网格骨架的三维模型导入激光选区熔化设备控制软件中;其中,包套横截面为16mm
×
16mm的方型,包套厚度为2mm;网格骨架横截面宽度为0.6mm,骨架结构之间距离d为3mm;
61.步骤三,将粉末床增材制造设备成形仓抽真空,使得成形仓形成1
×
10-3
mbar真空负压环境;使用粉末床增材制造设备在成形仓中逐层成形所述模具包套及支撑骨架,对成型仓持续抽真空,使模具包套及粉末床处于1
×
10-3
mbar真空负压环境;
62.步骤四,将具有如图6所示内部结构模具包套从粉末床中取出并置入热等静压设备中;向热等静压设备中冲入氩气并加温,使模具包套处于120mpa、1200℃高温高压环境;模具包套及其内部包裹的粉末床和粉末床中的支撑骨架在热等静压设备的高温高压环境中致密化6h,得到tial原位复合材料。
63.通过上述工艺设计,本发明可以在块体tial合金中制备不同的结构的复合结构,通过不同微观组织的搭配实现综合力学性能的提升。
64.对上述实施例中,制备的tial原位复合结构进行组织观察和性能测试。根据内部骨架的不同,热等静压过程的收缩率从15%(网格骨架)~26%(立柱骨架)波动,最终得到
的如图7所示的高性能金属零件毛坯致密度大于99%。其截面组织如图8和图9所示。经历了粉末床增材制造中熔化过程的原位包套1和支撑骨架3均呈现出细小的等轴结构,并含有较低的铝元素含量。而通过热等静压致密化的粉末床2呈现出较粗大的结构并含有较高的铝元素含量。根据晶粒尺寸与力学性能的关系,细小的等轴结构硬度较高,而粗大结构硬度较低。对最终得到复合结构块体截面进行显微硬度测试,得到的显微硬度分布如图10所示。从图中可以看到高硬度区域成网格状分布,成功通过本发明在块体材料中实现了微观组织-力学性能的复合。从最终得到的复合结构块体中取出拉伸试样进行拉伸测试,拉伸过程中的力位移曲线如图11所示,最终抗拉强度为471.2mpa,断后延伸率为1.2%,断后延伸率较增材制造的tial合金(约0.5%)有明显提升。
65.在此应注意,附图中示出而且在本说明书中描述的tial原位复合结构的成形方法仅仅是能够采用本发明原理的许多种形成方法中的几个示例。应当清楚地理解,本发明的原理绝非仅限于附图中示出或本说明书中描述的任何细节或任何步骤。
66.以上详细地描述和/或图示了本发明提出的tial原位复合结构的成形方法的示例性实施方式。但本发明的实施方式不限于这里所描述的特定实施方式,相反,每个实施方式的组成部分和/或步骤可与这里所描述的其它组成部分和/或步骤独立和分开使用。一个实施方式的每个组成部分和/或每个步骤也可与其它实施方式的其它组成部分和/或步骤结合使用。在介绍这里所描述和/或图示的要素/组成部分/等时,用语“一个”、“一”和“上述”等用以表示存在一个或多个要素/组成部分/等。术语“包含”、“包括”和“具有”用以表示开放式的包括在内的意思并且是指除了列出的要素/组成部分/等之外还可存在另外的要素/组成部分/等。
67.虽然已根据不同的特定实施例对本发明提出的tial原位复合结构的成形方法进行了描述,但本领域技术人员将会认识到可在权利要求的精神和范围内对本发明的实施进行改动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1