一种磷酸锂管靶及其一体成型的制备方法与流程
1.本发明涉及全固态锂电池技术领域,尤其涉及一种磷酸锂管靶及其一体成型的制备方法。
背景技术:
2.全固态薄膜锂电池具有体小质轻、高安全性、高稳定性、高比容、高功率密度、低自放电率、优异充放电循环性能、形状和尺寸设计自由度高等优点,是未来电池技术重要发展方向。作为核心技术的固态电解质薄膜是目前技术攻关的重点。lipon热稳定性及化学稳定性良好,作为电解质薄膜可以克服锂枝晶的生长、钝化层不断增厚和电池循环寿命低等问题,是当前全固态薄膜锂电池研究中应用最为广泛的电解质薄膜。此外,lipon薄膜因具有各向异性的非晶结构,有利于提高固态电解质中离子电导率,且材料本身含有锂离子,一方面可提高电解质中锂离子的含量,另一方面利于锂离子的穿通,一直是众多研究人员的重点研究对象。
3.固态锂电池薄膜的性能直接决定了电池的容量和使用寿命,lipon固态电解质薄膜一般是通过li3po4靶材以氮气作为反应气采用射频磁控溅射方法制备,要获得性能优良的lipon电解质薄膜,除了要控制制备薄膜的各项工艺条件外,能否制备出高质量的li3po4溅射靶材也是一个极其重要的因素。现有技术中,li3po4靶材多是平面靶,平面靶的利用率较低,仅有约30%左右的利用率。
技术实现要素:
4.鉴于上述的分析,本发明实施例旨在提供一种磷酸锂管靶及其一体成型的制备方法,用以解决现有技术中平面li3po4靶材利用率低的问题。
5.本发明公开了一种磷酸锂管靶的制备方法,将磷酸锂粉末装填至包套中,装料过程中边装填边振动压实;将装料后包套进行脱气处理,脱气温度为500~700℃;脱气后进行热等静压处理;热等静压成型后去除包套的部分结构得到磷酸锂管靶。
6.进一步的,包括以下步骤:
7.步骤1:选用电池级磷酸锂粉末,磷酸锂粉末的纯度为99.9%,粉末可通过160目筛;
8.步骤2:将磷酸锂粉末装入热等静压包套内,装料后的包套在振动平台上振实后将包套的上盖与包套内壁和包套外壁封焊;其中,包套自外向内包括包套外壁、第一石墨纸、空腔、包套内壁、第二石墨纸和控型柱;磷酸锂粉末装入空腔内;
9.步骤3:将装料后的包套进行脱气处理,脱气温度为500~700℃,脱气真空度≤2
×
10-3
pa,保温,随炉冷却后对脱气口进行封焊;
10.步骤4:将包套放到热等静压设备内,进行热等静压处理,热等静压处理后,随炉冷却;
11.步骤5:机加工去除包套外壁、第一石墨纸、第二石墨纸和控型柱,得到磷酸锂管靶
坯材,将坯材机加工即可获得一体成型的磷酸锂管靶。
12.进一步的,步骤3中,保温1~6h。
13.进一步的,步骤4中,热等静压处理在温度700℃~900℃,压强100~200mpa下保温保压2~6h。
14.进一步的,步骤2中,确保装料振实后磷酸锂粉末相对密度≥50%。
15.进一步的,包套外壁的材质为碳钢、不锈钢或纯钛,包套内壁的材质为纯钛或不锈钢。
16.进一步的,包套外壁的厚度为2~4mm。
17.进一步的,脱气温度为550~650℃。
18.进一步的,最终管靶的厚度小于6mm,步骤2中,不放置第二石墨纸和控型柱。
19.本发明还提供了一种磷酸锂管靶,采用上述制备方法制备得到,磷酸锂管靶包括支撑内管和外管,支撑内管的材质为纯钛或不锈钢;外管是磷酸锂。
20.与现有技术相比,本发明至少可实现如下有益效果之一:
21.1、本发明的磷酸锂管靶一体成型的制备方法通过将磷酸锂粉末装填至包套中并且装料过程中边装填边振动压实,保证装填密度可达理论密度的50%以上,将包套的上盖与包套内壁和外壁封焊后进行脱气,然后封焊脱气口,再采用热等静压的方法一体成型得到磷酸锂管靶,本发明中脱气既是为了抽出包套内已存在的气体,又同时能够抽出吸附在磷酸锂表面并发生解离的水分,防止在之后热等静压处理工序磷酸锂靶材内部产生水蒸气,影响管靶的最终致密度;本发明得到的磷酸锂管靶纯度高、密度高、晶粒细小、成分均匀、无可见偏析,外管与支撑内管结合紧密。
22.2、本发明的磷酸锂管靶一体成型的制备方法工序少,工艺简单,能够适用大规模生产。
23.3、本发明提供的磷酸锂管靶通过适当的磁控溅射工序可以获得性能优异的薄膜,提高固态电池的储能量和循环次数;本发明提供的磷酸锂管靶使用时利用率可达70%以上。
24.本发明中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来实现和获得。
附图说明
25.附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
26.图1为本发明实施例提供的包套的横截面结构示意图;
27.图2为本发明实施例提供的磷酸锂粉末的dsc曲线;
28.图3为本发明实施例提供的磷酸锂粉末热重测试曲线;
29.图4为本发明实施例提供的磷酸锂管靶的外管与支撑内管界面能谱分析;
30.图5为本发明实施例提供的磷酸锂管靶断口sem分析。
31.附图标记
32.1-包套外壁,2-第一石墨纸,3-空腔,4-包套内壁,5-第二石墨纸,6-控型柱。
具体实施方式
33.下面结合附图来具体描述本发明的优选实施例,其中,附图构成本技术一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
34.目前,li3po4溅射靶材多是平面靶,平面靶的利用率较低,仅有约30%左右的利用率。因此,发明人经过长期深入研究,提供了一种磷酸锂管靶(即管状靶材),管靶由支撑内管和外管两部分组成,支撑内管起支撑和固定作用,支撑内管的材质为纯钛或不锈钢;外管是溅射制备薄膜所需要的材质li3po4,管状靶材利用率可达70%。
35.发明人在研究中发现,磷酸锂材料密度较小,相对密度仅为2.537g/cm3,且粉末形状非球形,不规则,松装密度低,在压制成型或冷等成型时往往添加少量粘结剂,尽管后期可进行脱胶处理,但依然会有少量粘结剂残留,影响靶材质量。
36.本发明公开了一种磷酸锂管靶一体成型的制备方法,将磷酸锂粉末装填至包套中,装料过程中边装填边振动压实;将装料后包套封焊进料口进行脱气处理,脱气温度为500~700℃;封焊脱气口后进行热等静压处理;热等静压成型后去掉包套的部分结构得到磷酸锂管靶。
37.具体的,上述磷酸锂管靶由支撑内管和外管两部分组成,支撑内管起支撑和固定作用,外管是li3po4。
38.与现有技术相比,本发明的磷酸锂管靶一体成型的制备方法通过将磷酸锂粉末装填至包套中并且装料过程中边装填边振动压实,保证装填密度可达理论密度的50%以上,然后将包套的上盖与包套内壁和包套外壁封焊后对包套进行脱气,然后封焊脱气口,再采用热等静压的方法一体成型得到磷酸锂管靶,本发明中脱气既是为了抽出包套内已存在的气体,又同时能够抽出吸附在磷酸锂表面并发生解离的水分,防止在之后热等静压处理工序磷酸锂靶材内部产生水蒸气,影响管靶的最终致密度;本发明得到的磷酸锂管靶纯度高、密度高、晶粒细小、成分均匀、无可见偏析,外管与支撑内管结合紧密。
39.具体的,上述磷酸锂管靶一体成型的制备方法包括以下步骤:
40.步骤1:选用电池级磷酸锂粉末,磷酸锂粉末的纯度为99.9%,粉末可通过160目筛(即粉末的粒径小于97μm);
41.步骤2:将磷酸锂粉末装入热等静压包套内,装料过程中边装料边压实,装料后的包套在振动平台上振实后将包套的上盖与包套内壁和包套外壁封焊;其中,包套自外向内包括包套外壁1、第一石墨纸2、空腔3和包套内壁4、第二石墨纸5和控型柱6,磷酸锂粉末装入空腔3内;
42.步骤3:将装料后的包套进行脱气处理,脱气温度为500~700℃,脱气真空度≤2
×
10-3
pa,保温1~6h,自然冷却后对脱气口进行封焊;
43.步骤4:将包套放到热等静压设备内,在温度700℃~900℃,压强100~200mpa下保温保压2~6h,随炉冷却;
44.步骤5:机加工去除包套外壁1、第一石墨纸2、第二石墨纸5、控型柱6,得到包套内壁4作为支撑内管,外部为靶材外管的磷酸锂管靶坯材,将坯材机加工即可获得一体成型的磷酸锂管靶。
45.具体的,上述步骤2中,如图1所示,包套包括包套外壁1、第一石墨纸2、空腔3、包套内壁4、第二石墨纸5和控型柱6;包套还包括上盖和下盖;装料前先将第一石墨纸2按照包套外壁1的内侧圆周长度裁剪,并将第一石墨纸2置于包套外壁1的内侧,固定住第一石墨纸2,将磷酸锂粉末装入包套的内部的空腔3内;装料过程中边装填边压实,确保装料振实后磷酸锂粉末相对密度≥50%。此步骤中,将第一石墨纸2置于包套外壁1与磷酸锂粉末之间,是为了方便热等静压完成后第一石墨纸2两侧的材料进行脱离。
46.具体的,上述步骤3中,考虑到li3po4微溶于水,但li3po4粉末容易吸湿,吸湿后吸附在li3po4表面上的h2o分子还可能发生解离,生成oh-和h
+
,共同吸附在li3po4表面。h2o发生解离后无法通过蒸发和加热到沸点(常压下100℃)沸腾两种汽化现象去除,因此li3po4溅射靶材在生产以及之后的储存过程中,都应尽可能地抑制吸湿。因此,上述步骤3中,通过控制脱气温度,能够去除磷酸锂中的水分。
47.具体的,上述步骤3中,脱气温度过低,则磷酸锂吸湿发生解离的水分无法去除,脱气温度过高则粉末发生严重预烧结,靶材晶粒可能发生长大。因此,控制脱气温度为500~700℃。
48.具体的,上述步骤3中,控制脱气真空度≤2
×
10-3
pa。
49.具体的,上述步骤3中,保温时间过短,吸附在磷酸锂表面并发生解离的水分无法完全脱除。因此,控制保温1~6h。在保温时间达到要求后,将脱气口完全焊住,不能漏气。
50.需要说明的是,上述步骤4中,控型柱6置于包套中轴线上,第二石墨纸5置于控型柱6和包套内壁4之间。控型柱6的作用是防止包套向中心方向收缩,产品最终尺寸不合格。第二石墨纸5的作用是方便控型柱6和包套内壁4脱离。
51.需要说明的是,上述步骤2中,若制作的磷酸锂管靶层较薄,例如厚度小于6mm,则管靶中心无需控型,则第二石墨纸5和控型柱6可不放置。
52.具体的,上述步骤4中,随着热等静压温度的升高,致密度会更高,但是,温度不能无限制升高,温度太高晶粒长大,靶材性能变差,因此,控制温度700℃~900℃。
53.具体的,上述步骤4中,将密封后的包套放置于热等静压设备的工作工装内,先将热等静压设备抽真空,再预充氩气,按照设定的加热程序加热。热等静压机腔体内压力为100mpa~200mpa;保温保压时间视工件大小控制在2~6h。待保温结束,随炉冷却,完成热等静压操作过程。
54.具体的,上述步骤4中,热等静压设备高温作用下,包套材料机械强度随温度上升而降低,包套壁内、外部压力差促使包套收缩,将压力传导到内部的靶材粉末上,粉末发生烧结和致密化,靶材相对密度从振实后的约50%提高到热等静压的98%以上。
55.具体的,上述步骤2中,包套内壁4后期需要作为支撑内管,考虑到支撑内管需要适合作为磷酸锂磁控溅射靶材的承载管,需要是无磁性或弱磁性,因此,包套内壁4的材质为纯钛或不锈钢。包套外壁1的材质选择主要从生产成本和与包套上下盖焊接可行性考虑,因此,包套外壁1的材质可以选择碳钢、不锈钢或纯钛。
56.具体的,包套外壁1的厚度过大,焊接困难,不经济;过小,焊接困难,容易焊漏,影响成品率。因此,控制包套外壁的厚度为2~4mm;包套内壁4的厚度可以根据管靶承载需求自由设定,例如包套内壁4的厚度可以控制为3~10mm。
57.具体的,控型柱6的材质为石墨柱或碳钢,控型柱6可以做成实心结构,也可以做成
壁厚为15mm以上的厚壁管。
58.具体的,控型柱6若为石墨时,可以不放置第二石墨纸5。
59.具体的,第一石墨纸2和第二石墨纸5的作用是方便石墨纸两侧的材料进行脱离。石墨纸过厚则裁剪和围成圆周结构时易发生开裂;过薄,石墨纸对两侧脱离帮助不明显。因此,控制石墨纸的厚度约0.05~0.2mm。
60.具体的,将得到的磷酸锂管靶,经化学成分分析测试,纯度为99.9%,测得致密度达98%以上。
61.具体的,上述步骤5得到的磷酸锂管靶的晶粒尺寸细小,与步骤1中的粉末尺寸基本相同。
62.本发明的磷酸锂管靶一体成型的制备方法工序少,工艺简单,所制备的磷酸锂管靶致密度高、纯度高、晶粒尺寸细小,磷酸锂管靶的成分均匀、无可见偏析;管靶的支撑内管和外管一体成型,整个接触面通过相互扩散实现全面连接,连接强度高,连接稳固,满足高性能固态锂电池对高质量磷酸锂管靶的需求。本发明制备的磷酸锂管靶通过适当的磁控溅射工序可以获得性能优异的薄膜,提高固态电池的储能量和循环次数。本发明的磷酸锂管靶使用时利用率可达70%以上。
63.实施例1
64.本实施例提供了一种磷酸锂管靶一体成型的制备方法,包括以下步骤:
65.步骤1:选用电池级磷酸锂粉末,磷酸锂粉末的纯度为99.9%,粉末可通过160目筛(即粉末的粒径小于97μm);
66.步骤2:将磷酸锂粉末装入热等静压包套内,装料后的包套在振动平台上振实后将包套的上盖与包套内壁和包套外壁封焊;其中,包套自外向内包括包套外壁1、第一石墨纸2、空腔3、包套内壁4、第二石墨纸5和控型柱6;磷酸锂粉末装入空腔3内;
67.步骤3:将装料后的包套进行脱气处理,脱气温度为550~650℃,脱气真空度≤2
×
10-3
pa,保温1~6h,自然冷却后对脱气口进行封焊;
68.步骤4:将包套放到热等静压设备内,在温度700℃~900℃,压强100~200mpa下保温保压2~6h,随炉冷却;
69.步骤5:机加工去除包套外壁1、第一石墨纸2、第二石墨纸5、控型柱6,得到包套内壁4作为支撑内管,外部为靶材外管的磷酸锂管靶坯材,将坯材机加工即可获得一体成型的磷酸锂管靶。
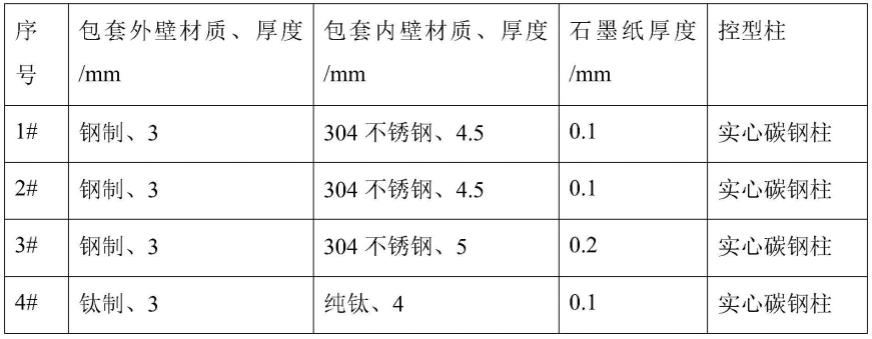
70.具体的,本实施例制备了4中不同尺寸的磷酸锂管靶,具体的工艺参数如下表1和2所示。
71.表1包套的相关参数
[0072][0073]
表2包套的相关参数
[0074][0075]
实施例1中的磷酸锂粉末的dsc曲线如图2所示,通过dsc测试,磷酸锂粉末在480℃~500℃之间存在放热峰;磷酸锂粉末热重测试曲线如图3所示,通过热重分析测试结果可以看出,磷酸锂粉末样品在499.5℃存在放热峰,样品在200℃~800℃之前重量持续损失,在放热峰位置热重曲线斜率增加,表明重量损失情况加剧。通过dsc测试结果和热重测试结果推测,490℃以上,磷酸锂发生脱水反应。常规包套制作工序中,脱气温度为400℃~480℃之间,此时样品中还残留少量水分,在后续热等静压烧结时当加热温度达到脱水反应温度时,脱水产生气体,影响靶材最终致密度。
[0076]
图4为磷酸锂管靶的外管与支撑内管界面能谱分析,通过能谱分析可以看出外管与支撑内管不单单是物理压合,两种材料连接界面发生扩散反应,形成冶金结合,连接牢固。
[0077]
图5为磷酸锂管靶断口sem分析,靶材表面无明显可见空洞,晶粒结合紧密,粒度分布均匀,所有试样中靶材致密度均达到98%以上。
[0078]
将上述磷酸锂管靶通过适当的磁控溅射工序可以获得性能优异的薄膜,提高固态电池的储能量和循环次数。
[0079]
对比例
[0080]
本对比例提供了一种磷酸锂管靶一体成型的制备方法,其步骤与实施例1基本相同,不同之处在于:
[0081]
5#:上述步骤3中脱气温度为450℃,脱气真空度2
×
10-3
pa,热等静压工艺800℃-130mpa-3h,对比例得到的磷酸锂管靶相对密度94.5%。
[0082]
本发明实施例1与对比例相较,本发明的实施例脱气温度高,吸附在磷酸锂表面的
水分可以通过脱气工序去除,在随后的热等静压工序不会发生水分分解,影响靶材致密度。因此,本发明提供的磷酸锂管靶一体成型的制备方法,得到的磷酸锂管靶具有致密度高、纯度高、晶粒尺寸细小,磷酸锂管靶的成分均匀、无可见偏析;管靶的支撑内管和外管一体成型,整个接触面通过相互扩散实现全面连接,连接强度高,连接稳固的优点。
[0083]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1