一种短圆筒的绑定方法与流程
1.本发明属于靶材绑定技术领域,更具体而言,涉及一种短圆筒的绑定方法。
背景技术:
2.目前,溅射镀膜行业内使用的靶材通常都是采用粘合绑定的方式进行制造,旋转靶材一般绑定在不锈钢背管或钛背管上,靶材绑定过程中常用的绑定焊料为金属铟或其他金属物质,涉及背管涂布、靶材涂布以及靶材绑定等工序。
3.在现有技术中,靶材一般是通过自动化涂布机进行涂布作业,通过自动化绑定机进行绑定作业;如发明专利公开号cn113215539a公开的一种铝旋转靶材的绑定方法,其绑定步骤包括背管涂布、靶材涂布、靶材绑定。
4.而上述方案中,通过自动化涂布机、绑定机的方式实现旋转靶材的绑定,其只适用于高度大于50mm的旋转靶材,若采用自动化绑定机对高度小于或等于50mm的旋转靶材进行绑定,漏铟严重,绑定质量差。
技术实现要素:
5.本发明的主要目的在于提供一种短圆筒的绑定方法。
6.根据本发明的第一方面,提供了一种短圆筒的绑定方法,涉及加热平台、设置在加热平台上的托盘;包括以下步骤:
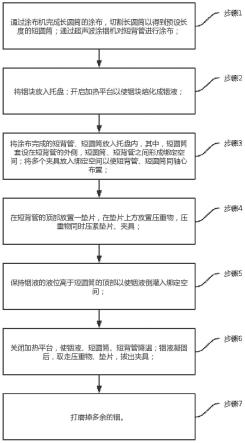
7.通过涂布机完成长圆筒的涂布,切割长圆筒以得到预设长度的短圆筒;通过超声波涂铟机对短背管进行涂布;
8.将涂布完成的短背管、短圆筒放入托盘内,其中,短圆筒套设在短背管的外侧,短圆筒、短背管之间形成绑定空间;将多个夹具放入绑定空间以使短背管、短圆筒同轴心布置;
9.在短背管的顶部放置一垫片,在垫片上方放置压重物,压重物同时压紧垫片、夹具;
10.将铟块放入托盘;开启加热平台以使铟块熔化成铟液;
11.保持铟液的液位高于短圆筒的顶部以使铟液倒灌入绑定空间;
12.关闭加热平台,使铟液、短圆筒、短背管降温;铟液凝固后,取走压重物、垫片,拔出夹具;
13.打磨掉多余的铟。
14.本发明一个特定的实施例中,夹具包括2个支脚,2个支脚的顶部通过一横杆连接;压重物压紧横杆。
15.本发明一个特定的实施例中,相邻2个夹具之间的间隔为90
°
~120
°
。
16.本发明一个特定的实施例中,所述托盘、垫片均为不锈钢材质。
17.本发明一个特定的实施例中,所述短圆筒的预设长度小于或等于50mm。
18.本发明一个特定的实施例中,所述垫片的最大长度小于所述短背管的外直径。
19.本发明上述技术方案中的一个技术方案至少具有如下优点或有益效果之一:
20.在本发明中,通过保持托盘内铟液的液位高于短圆筒的顶部的方式使铟液倒灌入绑定空间,从而实现短圆筒的绑定,避免漏铟,焊合率高。
附图说明
21.下面结合附图和实施例对本发明进一步地说明;
22.图1是本发明的实施例1的流程图;
23.图2是本发明的实施例1的结构图;
24.图3是本发明的实施例1的爆炸示意图;
25.图4是本发明的实施例1的图3中的a的放大视图;
26.图5是本发明的实施例1的夹具的结构图。
具体实施方式
27.下面详细描述本发明的实施方式,实施方式的示例在附图中示出,其中相同或类似的标号自始至终表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
28.实施例1
29.参照图1至图5所示,一种短圆筒的绑定方法,涉及加热平台1、设置在加热平台1上的托盘2,包括以下步骤:
30.步骤1:通过涂布机完成长圆筒的涂布,切割长圆筒以得到预设长度的短圆筒3;通过超声波涂铟机对短背管4进行涂布;
31.具体来说,所述短圆筒3的预设长度小于或等于50mm;
32.本实施例以长度为26mm的短圆筒3为例,即,切割长圆筒,得到26mm的短圆筒3,短圆筒3的外径为133mm,内径为125mm;
33.其中,短背管4的长度为26.2mm,外径为153mm,内径为135mm;
34.对长圆筒进行涂布的涂布机如发明专利公开号cn110976222a所示,本实施例对此不作限制。
35.步骤2:将涂布完成的短背管4、短圆筒3放入托盘2内,其中,短圆筒3套设在短背管4的外侧,短圆筒3、短背管4之间形成绑定空间;将多个夹具5放入绑定空间以使短背管4、短圆筒3同轴心布置,使绑定空间形成柱状结构,以保证绑定质量;
36.具体来说,夹具5包括2个支脚,2个支脚的顶部通过一横杆连接,稳定性高;压重物7压紧横杆,所述夹具5在竖直方向上为刚性体,防止夹具5变形。
37.在实际应用中,相邻2个夹具5之间的间隔为90
°
~120
°
,即,所述夹具5为3个或4个,本实施例对此不作限制。
38.步骤3:在短背管4的顶部放置一垫片6,在垫片6上方放置压重物7,压重物7同时压紧垫片6、夹具5;
39.具体来说,所述垫片6的最大长度小于所述短背管4的外直径,即,垫片6的边缘搭载在短背管4的顶部且不延伸至绑定空间的上方,避免影响绑定质量;
40.压重物7的设置可保证短圆筒3、短背管4在绑定时的稳定,同时也可以避免夹具5
的移位,从而保证绑定质量。
41.步骤4:将铟块放入托盘2内,开启加热平台1以使铟块熔化成铟液;铟熔点为156℃;
42.托盘2为不锈钢材质,其还可以为铝型材、钢材或其他耐高温250℃以上的材质,本实施例对此不做限制;
43.开启加热平台1,设置加热平台1的加热温度为220℃;当加热平台1的加热温度达到220℃时,铟液的温度为175℃;
44.步骤5:保持铟液的液位高于短圆筒3的顶部以使铟液倒灌入绑定空间;
45.即,铟液在倒灌的过程中,需要根据实际情况来补充铟液,以保证铟液能完全充满绑定空间;在本实施例中,铟液的液位高于短圆筒3的顶部,低于压重物7的底部;
46.具体来说,本实施例并不排除通过向托盘2内注入铟液并使铟液的液位高于短圆筒3的方式来使铟液倒灌进绑定空间内,在此过程中,需要一直开启加热平台1并使其保持预设温度以防止铟液在倒灌进绑定空间前凝固;但通过此方式,需要在预热加热平台1的同时另外使铟块熔化成铟液,不利于生产能源的节省。
47.步骤6:关闭加热平台1,使铟液、短圆筒3、短背管4降温;铟液凝固后,取走压重物7、垫片6,拔出夹具5;
48.其中,降温为自然降温。
49.步骤7:打磨掉多余的铟,完成短圆筒3、短背管4的绑定。
50.在实际应用中,步骤的顺序可根据实际生产所需进行调整,本实施例对此不做限制;本实施例所述的步骤顺序只为具体实现方式的一种。
51.在本实施例中,短背管4的涂布过程为:先将短背管4加热到预设温度,再将其套入一棒材,再通过所述超声波涂铟机对短背管4进行涂布;在超声波涂铟机对短背管4进行涂布时,转动棒材以使短背管4转动;
52.超声波涂铟机的结构可参考实用新型专利公开号cn202725429u;
53.其中,短背管的涂布过程是在一装有铟液的容器内进行,超声波涂铟机的探头为圆弧形,如实用新型专利公开号cn211292740u所示,其与短背管4的接触部为圆弧形,保证短背管4涂布工作的正常进行;
54.作为本实施例的具体实现,棒材外侧缠绕有铁氟龙布,耐高温,保证涂布工作的正常进行;
55.棒材每30s转动一次,转动时,使短背管4转动到下一待涂布的一侧,保证短背管4涂布工作的正常进行。
56.在本实施例中,短圆筒3、短背管4的涂布均使用铟液进行。
57.在现有技术中,旋转靶材的绑定,其一般通过向圆筒、背管之间的间隙倒入铟液的方式实现的,而该种方式绑定圆筒、背管,应用在短圆筒3的绑定时,铟会在绑定空间内流动,当铟液充满绑定空间后,短圆筒3上端和下端的温差会导致上端冷得快,下端冷得慢,所以上端的铟液会先凝固,从而导致铟液会从上而下逐步冷却,下层的铟液会在自重的情况下向下流走,从而会导致绑定效果不良;
58.本实施例中的步骤1-7来实现短圆筒3的绑定,其是通过铟液倒灌的方式绑定短圆筒3和短背管4的,即,在绑定时,短圆筒3和短背管4是完全浸没在铟液内的,铟液充满绑定
空间后,铟液和短圆筒3、短背管4是同步冷却的,避免了绑定空间上下端温差的问题,保证了绑定质量。
59.通过c扫描,本实施例所述的短圆筒的扫描率为98.5%,绑定效果好,焊合率高。
60.对比例1
61.使用绑定机以倒入铟液的方式对长度为26mm的短圆筒3进行涂布绑定,通过c扫描对绑定后的靶材进行扫描,扫描率为56%,漏铟严重,绑定效果差;
62.其中,短圆筒3的外径为133mm,内径为125mm;短背管4的长度为26.2mm,外径为153mm,内径为135mm。
63.尽管已经示出和描述了本发明的实施方式,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施方式进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1