一种建筑用HRB400E抗震钢筋的生产方法与流程
一种建筑用hrb400e抗震钢筋的生产方法
技术领域
1.本发明属于抗震钢筋制备方法领域;具体涉及一种建筑用hrb400e抗震钢筋的生产方法。
背景技术:
2.随着中国建筑业的飞速发展,hrb400e高强度抗震钢筋作为建筑业的重要材料,目前已成为市场主流产品。由于国家新颁布的螺纹钢筋标准规定基圆上不得有回火马氏体等组织存在,所以强穿水工艺已经不能满足新国标对材料组织的要求,这就促使多数厂家采用添加v、nb、ti等微量元素合金化来达到性能和金相组织的要求。但近年来合金元素供应紧价格飞涨,导致其生产成本急剧升高。因此通过新技术研发,开发低成本、高性能的盘螺产品势在必行。
3.根据2018年国家颁布的螺纹钢筋标准规定,在热轧过程中可通过控轧和控冷工艺形成细晶粒钢筋,其金相组织主要是铁素体加珠光体,基圆上不应出现回火马氏体及其它影响使用性能的其他组织存在,晶粒度不粗于9级。这一条款对控轧控冷工艺增加了约束,排除了单纯采用轧后穿水的工艺方案
4.发明专利cn113634604a,《一种hrb400e螺纹钢在线控轧控冷工艺》中提到,螺纹钢的强化元素只采用c、si、mn,不加入其它微合金化元素,通过控轧控冷即可满足产品力学性能及宏观金相组织要求。但该技术mn合金含量在1.40-1.50wt%,合金含量较高,对降低生产成本方面贡献有限。
5.发明专利cn113319121a,《一种抗震型螺纹钢hrb400e的生产方法》中提到,通过低v合金化,再辅以控轧控冷可以生产出满足力学性能及宏观金相组织要求螺纹钢,产品生产成本低,市场竞争力强。但随着近年来合金元素供应紧价格飞涨,导致其生产成本急剧升高。
技术实现要素:
6.本发明目的是提供了能够降低成本的一种建筑用hrb400e抗震钢筋的生产方法。
7.本发明通过以下技术方案实现:
8.一种建筑用hrb400e抗震钢筋的生产方法,所述的一种建筑用hrb400e抗震钢筋的生产方法的工艺路线为:转炉冶炼
→
lf精炼
→
六机六流弧形方坯连铸机连铸
→
蓄热式加热炉加热
→
高压水除磷
→
线材轧制
→
盘卷
→
控冷
→
打捆
→
称重
→
挂牌
→
入库。
9.本发明所述的一种建筑用hrb400e抗震钢筋的生产方法,所述的一种建筑用hrb400e抗震钢筋的成分为0.23-0.25wt%的c、0.39-0.44wt%的si、0.90-0.95wt%的mn、0.08-0.20wt%的cr、≤0.035wt%的p、≤0.035wt%的s、≤0.1wt%的ni、≤0.08wt%的cu、≤0.01wt%的mo、≤0.005wt%的al、余量为fe。
10.本发明所述的一种建筑用hrb400e抗震钢筋的生产方法,转炉冶炼过程为出钢温度1650-1680℃,出钢过程钢包氩气底吹强搅拌,脱氧剂及合金渣料加入顺序:出钢30吨后
加入铝粒10kg,出钢30吨后加入铝粒10-10.5kg,出钢40吨后加入铝粒20-21kg、硅锰14-14.5kg、高纯硅铁2.5-3kg,出钢50吨后加入白灰200-220kg、铝粒30-32kg。
11.本发明所述的一种建筑用hrb400e抗震钢筋的生产方法,lf精炼过程采用碳化硅作为脱氧剂,在第一次送电时加入碳化硅30-31kg,同时加入硅锰1-2kg调整mn含量,钢液温度在1567-1582℃即可离站,离站前加入碳化稻壳50-52kg。
12.本发明所述的一种建筑用hrb400e抗震钢筋的生产方法,六机六流弧形方坯连铸机连铸为六机六流弧形200mm*200mm方坯连铸机,浇注过程采用挡渣墙中包,整体式水口,浸入式水口密封垫不漏气具备氩封能力,液面插入深度110-130mm,开浇前3min于中包充氩气吹扫,全程氩气保护,结晶器保护渣采用包晶钢专用保护渣,启步拉速控制在0.60m/min,过程拉速1.60m/min,结晶器水流量140m3/h,电磁搅拌首端搅拌电流250a、频率3hz,末端搅拌300a、频率4hz,结晶器内液位波动≤
±
3mm。
13.本发明所述的一种建筑用hrb400e抗震钢筋的生产方法,蓄热式加热炉加热过程为预热段温度820-860℃,加热段温度1000-1040℃,均热段温度1030-1070℃,加热时间100-180min,炉内残氧≤5%。
14.本发明所述的一种建筑用hrb400e抗震钢筋的生产方法,高压水除鳞压力为14-16mpa。
15.本发明所述的一种建筑用hrb400e抗震钢筋的生产方法,线材轧制过程,粗中轧机组为1h-12v共12架平立交替轧机,4v轧机至5h轧机之间设有30米脱头辊道,开坯温度900-980℃,粗轧开坯采用大压下量,1h-4v压下量分别为44.40mm、58.0mm、61.63mm、57.06mm;进精轧机组温度为800-850℃,预精轧机组轧制前6架为13h~18v短应力线轧机,后2架为19h~20v悬臂轧机;西马克精轧机组共有10架200uhd轧机,45
°
顶角布置,轧制速度98m/s。
16.本发明所述的一种建筑用hrb400e抗震钢筋的生产方法,吐丝机吐丝温度890-920℃,首段辊速0.5m/s,其它各段辊道超前系数5%。
17.本发明所述的一种建筑用hrb400e抗震钢筋的生产方法,控冷采用斯太尔摩风冷线,风冷线散卷冷却线全长105.3米,配有10组共30台离心风机,每组的3台风机按左中右依次安置,除首段辊道外,其余各段各配备2个保温罩,冷速范围0.5~20℃/s,风冷线辊道分为13段,首段长度3.5米,第2-12段分别为8.8米,第13段为5米,风机第1-4组开启度85%,第5组开启度30%,其余组风机关闭,各段保温罩开启。
18.本发明的有益效果为:
19.本发明所述的一种建筑用hrb400e抗震钢筋的生产方法,区别于微合金强化与余热处理钢筋的冶金特性,细晶强化是目前既能提高强度,又能改善韧性的主要方法。根据hall-petch公式,晶粒尺寸越细钢材强度级别越高,其塑性和韧性也将发生改变。本发明以西马克高速线材轧制生产线为核心,根据工装水平的特点,采用控轧控冷新技术,为生产细晶、低成本的hrb400e热轧带肋钢筋打下了良好的基础。通过高线控轧控冷工艺优化与创新,实现螺纹钢筋的金相组织为铁素体和珠光体以及少量的贝氏体,盘条晶粒度在9.0级以上。利用控轧控冷达到细晶强化的目的使螺纹钢筋hrb400e力学性能符合标准的前提下,代替v、nb、ti等微合金元素的添加来细化螺纹钢筋晶粒,将钢中锰含量由1.30%左右降低至1.0%以下,降低合金成本约80元/吨,实现了生产成本降低的目的。
附图说明
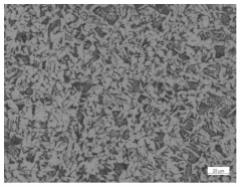
20.图1为具体实施方式一方法制备的建筑用hrb400e抗震钢筋的组织金相检测照片;
21.图2为具体实施方式一方法制备的建筑用hrb400e抗震钢筋的晶粒度金相检测照片;
22.图3为具体实施方式二方法制备的建筑用hrb400e抗震钢筋的组织金相检测照片;
23.图4为具体实施方式二方法制备的建筑用hrb400e抗震钢筋的晶粒度金相检测照片;
24.图5为具体实施方式三方法制备的建筑用hrb400e抗震钢筋的组织金相检测照片;
25.图6为具体实施方式三方法制备的建筑用hrb400e抗震钢筋的晶粒度金相检测照片;
26.图7为具体实施方式四方法制备的建筑用hrb400e抗震钢筋的组织金相检测照片;
27.图8为具体实施方式四方法制备的建筑用hrb400e抗震钢筋的晶粒度金相检测照片;
28.图9为具体实施方式五方法制备的建筑用hrb400e抗震钢筋的组织金相检测照片;
29.图10为具体实施方式五方法制备的建筑用hrb400e抗震钢筋的晶粒度金相检测照片。
具体实施方式
30.具体实施方式一:
31.一种建筑用hrb400e抗震钢筋的生产方法,所述的一种建筑用hrb400e抗震钢筋的生产方法的工艺路线为:转炉冶炼
→
lf精炼
→
六机六流弧形方坯连铸机连铸
→
蓄热式加热炉加热
→
高压水除磷
→
线材轧制
→
盘卷
→
控冷
→
打捆
→
称重
→
挂牌
→
入库。
32.本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,所述的一种建筑用hrb400e抗震钢筋的成分为0.24wt%的c、0.42wt%的si、0.92wt%的mn、0.08-0.20wt%的cr、0.023wt%的p、0.021wt%的s、≤0.1wt%的ni、≤0.08wt%的cu、≤0.01wt%的mo、≤0.005wt%的al、余量为fe。
33.本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,转炉冶炼过程为出钢温度1650-1680℃,出钢过程钢包氩气底吹强搅拌,脱氧剂及合金渣料加入顺序:出钢30吨后加入铝粒10kg,出钢40吨后加入铝粒20kg、硅锰14kg、高纯硅铁2.5kg,出钢50吨后加入白灰200kg、铝粒30kg。
34.本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,lf精炼过程采用碳化硅作为脱氧剂,在第一次送电时加入碳化硅30kg,同时加入硅锰1-2kg调整mn含量,钢液温度在1567-1582℃即可离站,离站前加入碳化稻壳50kg。
35.本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,六机六流弧形方坯连铸机连铸为六机六流弧形200mm*200mm方坯连铸机,浇注过程采用挡渣墙中包,整体式水口,浸入式水口密封垫不漏气具备氩封能力,液面插入深度110-130mm,开浇前3min于中包充氩气吹扫,全程氩气保护,结晶器保护渣采用包晶钢专用保护渣,启步拉速控制在0.60m/min,过程拉速1.60m/min,结晶器水流量140m3/h,电磁搅拌首端搅拌电流250a、频率3hz,末端搅拌300a、频率4hz,结晶器内液位波动≤
±
3mm。
36.本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,蓄热式加热炉加热过程为预热段温度820-860℃,加热段温度1000-1040℃,均热段温度1030-1070℃,加热时间100-180min,炉内残氧≤5%。
37.本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,高压水除鳞压力为14-16mpa。
38.本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,线材轧制过程粗中轧机组为1h-12v共12架平立交替轧机,4v轧机至5h轧机之间设有30米脱头辊道,开坯温度956℃,粗轧开坯采用大压下量,1h-4v压下量分别为44.40mm、58.0mm、61.63mm、57.06mm;进精轧机组温度为821℃,预精轧机组轧制前6架为13h~18v短应力线轧机,后2架为19h~20v悬臂轧机;西马克精轧机组共有10架200uhd轧机,45
°
顶角布置,轧制速度98m/s。
39.本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,吐丝机吐丝温度897℃,首段辊速0.5m/s,其它各段辊道超前系数5%。
40.本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,控冷采用斯太尔摩风冷线,风冷线散卷冷却线全长105.3米,配有10组共30台离心风机,每组的3台风机按左中右依次安置,除首段辊道外,其余各段各配备2个保温罩,冷速范围0.5~20℃/s,风冷线辊道分为13段,首段长度3.5米,第2-12段分别为8.8米,第13段为5米,风机第1-4组开启度85%,第5组开启度30%,其余组风机关闭,各段保温罩开启。
41.本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,转炉冶炼出钢成分按内控下限调入减少精炼过程增碳、搅拌增加氮含量控制,c含量0.21-0.23wt%、si含量0.39-0.44wt%,mn含量0.87-0.92wt%,p含量≤0.020wt%。
42.本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,lf精炼时成分调整至c含量0.23-0.25wt%、si含量0.39-0.44wt%,mn含量0.90-0.95wt%,cr含量0.08-0.20wt%,p含量≤0.030wt%、s含量≤0.030wt%。
43.本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,控冷风机风量可单独调整,风机功率160kw,最大风量120000m3/h。风冷线配备保温罩以实现延迟冷却,能实现延迟冷却和标准冷却。风冷线辊道每段辊道配备独立电机实现辊道速度的分段控制。
44.本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,控冷时各段的温度检测如表1所示:
45.表1控冷时温度检测数据表
46.具体实施方式1组后温度2组后温度3组后温度4组后温度5组后温度一736667637589554
47.本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,制备的所述的一种建筑用hrb400e抗震钢筋的性能如表2所示:
48.表2所述的一种建筑用hrb400e抗震钢筋性能
[0049][0050]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,制备的所述的一种建筑用hrb400e抗震钢筋的金相照片如图1和图2,其金相检测数据如表3所示:
[0051]
表3所述的一种建筑用hrb400e抗震钢筋金相检测数据
[0052]
具体实施方式f比例/%p比例/%b比例/%w比例/%晶粒度/级一45%47%8%09.5
[0053]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,利用控轧控冷达到细晶强化的目的使螺纹钢筋hrb400e力学性能符合标准的前提下,代替v、nb、ti等微合金元素的添加来细化螺纹钢筋晶粒,将钢中锰含量由1.30%左右降低至1.0%以下,降低合金成本约80元/吨,实现了生产成本降低的目的。
[0054]
具体实施方式二:
[0055]
一种建筑用hrb400e抗震钢筋的生产方法,所述的一种建筑用hrb400e抗震钢筋的生产方法的工艺路线为:转炉冶炼
→
lf精炼
→
六机六流弧形方坯连铸机连铸
→
蓄热式加热炉加热
→
高压水除磷
→
线材轧制
→
盘卷
→
控冷
→
打捆
→
称重
→
挂牌
→
入库。
[0056]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,所述的一种建筑用hrb400e抗震钢筋的成分为0.23wt%的c、0.42wt%的si、0.92wt%的mn、0.08-0.20wt%的cr、0.022wt%的p、0.023wt%的s、≤0.1wt%的ni、≤0.08wt%的cu、≤0.01wt%的mo、≤0.005wt%的al、余量为fe。
[0057]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,转炉冶炼过程为出钢温度1650-1680℃,出钢过程钢包氩气底吹强搅拌,脱氧剂及合金渣料加入顺序:出钢30吨后加入铝粒10kg,出钢40吨后加入铝粒20kg、硅锰14kg、高纯硅铁2.5kg,出钢50吨后加入白灰200kg、铝粒30kg。
[0058]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,lf精炼过程采用碳化硅作为脱氧剂,在第一次送电时加入碳化硅30kg,同时加入硅锰1-2kg调整mn含量,钢液温度在1567-1582℃即可离站,离站前加入碳化稻壳50kg。
[0059]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,六机六流弧形方坯连铸机连铸为六机六流弧形200mm*200mm方坯连铸机,浇注过程采用挡渣墙中包,整体式水口,浸入式水口密封垫不漏气具备氩封能力,液面插入深度110-130mm,开浇前3min于中包充氩气吹扫,全程氩气保护,结晶器保护渣采用包晶钢专用保护渣,启步拉速控制在0.60m/min,过程拉速1.60m/min,结晶器水流量140m3/h,电磁搅拌首端搅拌电流250a、频率3hz,末端搅拌300a、频率4hz,结晶器内液位波动≤
±
3mm。
[0060]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,蓄热式加热炉加热过程为预热段温度820-860℃,加热段温度1000-1040℃,均热段温度1030-1070℃,加热时间100-180min,炉内残氧≤5%。
[0061]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,高压水除鳞压力为14-16mpa。
[0062]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,线材轧制过程粗中轧机组为1h-12v共12架平立交替轧机,4v轧机至5h轧机之间设有30米脱头辊道,开坯温度972℃,粗轧开坯采用大压下量,1h-4v压下量分别为44.40mm、58.0mm、61.63mm、57.06mm;进精轧机组温度为827℃,预精轧机组轧制前6架为13h~18v短应力线轧机,后2架为19h~20v悬臂轧机;西马克精轧机组共有10架200uhd轧机,45
°
顶角布置,轧制速度98m/s。
[0063]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,吐丝机吐丝温度
890-920℃,首段辊速0.5m/s,其它各段辊道超前系数5%。
[0064]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,控冷采用斯太尔摩风冷线,风冷线散卷冷却线全长105.3米,配有10组共30台离心风机,每组的3台风机按左中右依次安置,除首段辊道外,其余各段各配备2个保温罩,冷速范围0.5~20℃/s,风冷线辊道分为13段,首段长度3.5米,第2-12段分别为8.8米,第13段为5米,风机第1-4组开启度85%,第5组开启度30%,其余组风机关闭,各段保温罩开启。
[0065]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,转炉冶炼出钢成分按内控下限调入减少精炼过程增碳、搅拌增加氮含量控制,c含量0.21-0.23wt%、si含量0.39-0.44wt%,mn含量0.87-0.92wt%,p含量≤0.020wt%。
[0066]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,lf精炼时成分调整至c含量0.23-0.25wt%、si含量0.39-0.44wt%,mn含量0.90-0.95wt%,cr含量0.08-0.20wt%,p含量≤0.030wt%、s含量≤0.030wt%。
[0067]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,控冷风机风量可单独调整,风机功率160kw,最大风量120000m3/h。风冷线配备保温罩以实现延迟冷却,能实现延迟冷却和标准冷却。风冷线辊道每段辊道配备独立电机实现辊道速度的分段控制。
[0068]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,控冷时各段的温度检测如表4所示:
[0069]
表4控冷时温度检测数据表
[0070]
具体实施方式1组后温度2组后温度3组后温度4组后温度5组后温度二715652622578553
[0071]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,制备的所述的一种建筑用hrb400e抗震钢筋的性能如表5所示:
[0072]
表5所述的一种建筑用hrb400e抗震钢筋性能
[0073][0074]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,制备的所述的一种建筑用hrb400e抗震钢筋的金相照片如图3和图4,其金相检测数据如表6所示:
[0075]
表6所述的一种建筑用hrb400e抗震钢筋金相检测数据
[0076]
具体实施方式f比例/%p比例/%b比例/%w比例/%晶粒度/级二52%42%6%09.0
[0077]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,利用控轧控冷达到细晶强化的目的使螺纹钢筋hrb400e力学性能符合标准的前提下,代替v、nb、ti等微合金元素的添加来细化螺纹钢筋晶粒,将钢中锰含量由1.30%左右降低至1.0%以下,降低合金成本约80元/吨,实现了生产成本降低的目的。
[0078]
具体实施方式三:
[0079]
一种建筑用hrb400e抗震钢筋的生产方法,所述的一种建筑用hrb400e抗震钢筋的生产方法的工艺路线为:转炉冶炼
→
lf精炼
→
六机六流弧形方坯连铸机连铸
→
蓄热式加热炉加热
→
高压水除磷
→
线材轧制
→
盘卷
→
控冷
→
打捆
→
称重
→
挂牌
→
入库。
0.20wt%,p含量≤0.030wt%、s含量≤0.030wt%。
[0091]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,控冷风机风量可单独调整,风机功率160kw,最大风量120000m3/h。风冷线配备保温罩以实现延迟冷却,能实现延迟冷却和标准冷却。风冷线辊道每段辊道配备独立电机实现辊道速度的分段控制。
[0092]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,控冷时各段的温度检测如表7所示:
[0093]
表7控冷时温度检测数据表
[0094]
具体实施方式1组后温度2组后温度3组后温度4组后温度5组后温度三753649631607529
[0095]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,制备的所述的一种建筑用hrb400e抗震钢筋的性能如表8所示:
[0096]
表8所述的一种建筑用hrb400e抗震钢筋性能
[0097][0098]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,制备的所述的一种建筑用hrb400e抗震钢筋的金相照片如图5和图6,其金相检测数据如表9所示:
[0099]
表9所述的一种建筑用hrb400e抗震钢筋金相检测数据
[0100]
具体实施方式f比例/%p比例/%b比例/%w比例/%晶粒度/级三48%41%11%09.5
[0101]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,利用控轧控冷达到细晶强化的目的使螺纹钢筋hrb400e力学性能符合标准的前提下,代替v、nb、ti等微合金元素的添加来细化螺纹钢筋晶粒,将钢中锰含量由1.30%左右降低至1.0%以下,降低合金成本约80元/吨,实现了生产成本降低的目的。
[0102]
具体实施方式四:
[0103]
一种建筑用hrb400e抗震钢筋的生产方法,所述的一种建筑用hrb400e抗震钢筋的生产方法的工艺路线为:转炉冶炼
→
lf精炼
→
六机六流弧形方坯连铸机连铸
→
蓄热式加热炉加热
→
高压水除磷
→
线材轧制
→
盘卷
→
控冷
→
打捆
→
称重
→
挂牌
→
入库。
[0104]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,所述的一种建筑用hrb400e抗震钢筋的成分为0.24wt%的c、0.44wt%的si、0.94wt%的mn、0.08-0.20wt%的cr、0.025wt%的p、0.024wt%的s、≤0.1wt%的ni、≤0.08wt%的cu、≤0.01wt%的mo、≤0.005wt%的al、余量为fe。
[0105]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,转炉冶炼过程为出钢温度1650-1680℃,出钢过程钢包氩气底吹强搅拌,脱氧剂及合金渣料加入顺序:出钢30吨后加入铝粒10kg,出钢40吨后加入铝粒20kg、硅锰14kg、高纯硅铁2.5kg,出钢50吨后加入白灰200kg、铝粒30kg。
[0106]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,lf精炼过程采用碳化硅作为脱氧剂,在第一次送电时加入碳化硅30kg,同时加入硅锰1-2kg调整mn含量,钢液温度在1567-1582℃即可离站,离站前加入碳化稻壳50kg。
[0107]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,六机六流弧形方坯连铸机连铸为六机六流弧形200mm*200mm方坯连铸机,浇注过程采用挡渣墙中包,整体式水口,浸入式水口密封垫不漏气具备氩封能力,液面插入深度110-130mm,开浇前3min于中包充氩气吹扫,全程氩气保护,结晶器保护渣采用包晶钢专用保护渣,启步拉速控制在0.60m/min,过程拉速1.60m/min,结晶器水流量140m3/h,电磁搅拌首端搅拌电流250a、频率3hz,末端搅拌300a、频率4hz,结晶器内液位波动≤
±
3mm。
[0108]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,蓄热式加热炉加热过程为预热段温度820-860℃,加热段温度1000-1040℃,均热段温度1030-1070℃,加热时间100-180min,炉内残氧≤5%。
[0109]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,高压水除鳞压力为14-16mpa。
[0110]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,线材轧制过程,粗中轧机组为1h-12v共12架平立交替轧机,4v轧机至5h轧机之间设有30米脱头辊道,开坯温度938℃,粗轧开坯采用大压下量,1h-4v压下量分别为44.40mm、58.0mm、61.63mm、57.06mm;进精轧机组温度为822℃,预精轧机组轧制前6架为13h~18v短应力线轧机,后2架为19h~20v悬臂轧机;西马克精轧机组共有10架200uhd轧机,45
°
顶角布置,轧制速度98m/s。
[0111]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,吐丝机吐丝温度890-920℃,首段辊速0.5m/s,其它各段辊道超前系数5%。
[0112]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,控冷采用斯太尔摩风冷线,风冷线散卷冷却线全长105.3米,配有10组共30台离心风机,每组的3台风机按左中右依次安置,除首段辊道外,其余各段各配备2个保温罩,冷速范围0.5~20℃/s,风冷线辊道分为13段,首段长度3.5米,第2-12段分别为8.8米,第13段为5米,风机第1-4组开启度85%,第5组开启度30%,其余组风机关闭,各段保温罩开启。
[0113]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,转炉冶炼出钢成分按内控下限调入减少精炼过程增碳、搅拌增加氮含量控制,c含量0.21-0.23wt%、si含量0.39-0.44wt%,mn含量0.87-0.92wt%,p含量≤0.020wt%。
[0114]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,lf精炼时成分调整至c含量0.23-0.25wt%、si含量0.39-0.44wt%,mn含量0.90-0.95wt%,cr含量0.08-0.20wt%,p含量≤0.030wt%、s含量≤0.030wt%。
[0115]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,控冷风机风量可单独调整,风机功率160kw,最大风量120000m3/h。风冷线配备保温罩以实现延迟冷却,能实现延迟冷却和标准冷却。风冷线辊道每段辊道配备独立电机实现辊道速度的分段控制。
[0116]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,控冷时各段的温度检测如表10所示:
[0117]
表10控冷时温度检测数据表
[0118]
具体实施方式1组后温度2组后温度3组后温度4组后温度5组后温度四762663633591564
[0119]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,制备的所述的一种建筑用hrb400e抗震钢筋的性能如表11所示:
[0120]
表11所述的一种建筑用hrb400e抗震钢筋性能
[0121][0122]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,制备的所述的一种建筑用hrb400e抗震钢筋的金相照片如图7和图8,其金相检测数据如表12所示:
[0123]
表12所述的一种建筑用hrb400e抗震钢筋金相检测数据
[0124]
具体实施方式f比例/%p比例/%b比例/%w比例/%晶粒度/级四51%42%7%010.0
[0125]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,利用控轧控冷达到细晶强化的目的使螺纹钢筋hrb400e力学性能符合标准的前提下,代替v、nb、ti等微合金元素的添加来细化螺纹钢筋晶粒,将钢中锰含量由1.30%左右降低至1.0%以下,降低合金成本约80元/吨,实现了生产成本降低的目的。
[0126]
具体实施方式五:
[0127]
一种建筑用hrb400e抗震钢筋的生产方法,所述的一种建筑用hrb400e抗震钢筋的生产方法的工艺路线为:转炉冶炼
→
lf精炼
→
六机六流弧形方坯连铸机连铸
→
蓄热式加热炉加热
→
高压水除磷
→
线材轧制
→
盘卷
→
控冷
→
打捆
→
称重
→
挂牌
→
入库。
[0128]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,所述的一种建筑用hrb400e抗震钢筋的成分为0.24wt%的c、0.41wt%的si、0.91wt%的mn、0.08-0.20wt%的cr、0.019wt%的p、0.022wt%的s、≤0.1wt%的ni、≤0.08wt%的cu、≤0.01wt%的mo、≤0.005wt%的al、余量为fe。
[0129]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,转炉冶炼过程为出钢温度1650-1680℃,出钢过程钢包氩气底吹强搅拌,脱氧剂及合金渣料加入顺序:出钢30吨后加入铝粒10kg,出钢40吨后加入铝粒20kg、硅锰14kg、高纯硅铁2.5kg,出钢50吨后加入白灰200kg、铝粒30kg。
[0130]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,lf精炼过程采用碳化硅作为脱氧剂,在第一次送电时加入碳化硅30kg,同时加入硅锰1-2kg调整mn含量,钢液温度在1567-1582℃即可离站,离站前加入碳化稻壳50kg。
[0131]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,六机六流弧形方坯连铸机连铸为六机六流弧形200mm*200mm方坯连铸机,浇注过程采用挡渣墙中包,整体式水口,浸入式水口密封垫不漏气具备氩封能力,液面插入深度110-130mm,开浇前3min于中包充氩气吹扫,全程氩气保护,结晶器保护渣采用包晶钢专用保护渣,启步拉速控制在0.60m/min,过程拉速1.60m/min,结晶器水流量140m3/h,电磁搅拌首端搅拌电流250a、频率3hz,末端搅拌300a、频率4hz,结晶器内液位波动≤
±
3mm。
[0132]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,蓄热式加热炉加热过程为预热段温度820-860℃,加热段温度1000-1040℃,均热段温度1030-1070℃,加热时间100-180min,炉内残氧≤5%。
[0133]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,高压水除鳞压力为14-16mpa。
[0134]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,线材轧制过程,粗中轧机组为1h-12v共12架平立交替轧机,4v轧机至5h轧机之间设有30米脱头辊道,开坯温度952℃,粗轧开坯采用大压下量,1h-4v压下量分别为44.40mm、58.0mm、61.63mm、57.06mm;进精轧机组温度为826℃,预精轧机组轧制前6架为13h~18v短应力线轧机,后2架为19h~20v悬臂轧机;西马克精轧机组共有10架200uhd轧机,45
°
顶角布置,轧制速度98m/s。
[0135]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,吐丝机吐丝温度890-920℃,首段辊速0.5m/s,其它各段辊道超前系数5%。
[0136]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,控冷采用斯太尔摩风冷线,风冷线散卷冷却线全长105.3米,配有10组共30台离心风机,每组的3台风机按左中右依次安置,除首段辊道外,其余各段各配备2个保温罩,冷速范围0.5~20℃/s,风冷线辊道分为13段,首段长度3.5米,第2-12段分别为8.8米,第13段为5米,风机第1-4组开启度85%,第5组开启度30%,其余组风机关闭,各段保温罩开启。
[0137]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,转炉冶炼出钢成分按内控下限调入减少精炼过程增碳、搅拌增加氮含量控制,c含量0.21-0.23wt%、si含量0.39-0.44wt%,mn含量0.87-0.92wt%,p含量≤0.020wt%。
[0138]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,lf精炼时成分调整至c含量0.23-0.25wt%、si含量0.39-0.44wt%,mn含量0.90-0.95wt%,cr含量0.08-0.20wt%,p含量≤0.030wt%、s含量≤0.030wt%。
[0139]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,控冷风机风量可单独调整,风机功率160kw,最大风量120000m3/h。风冷线配备保温罩以实现延迟冷却,能实现延迟冷却和标准冷却。风冷线辊道每段辊道配备独立电机实现辊道速度的分段控制。
[0140]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,控冷时各段的温度检测如表13所示:
[0141]
表13控冷时温度检测数据表
[0142]
具体实施方式1组后温度2组后温度3组后温度4组后温度5组后温度五731643641596553
[0143]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,制备的所述的一种建筑用hrb400e抗震钢筋的性能如表14所示:
[0144]
表14所述的一种建筑用hrb400e抗震钢筋性能
[0145][0146]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,制备的所述的一种建筑用hrb400e抗震钢筋的金相照片如图9和图10,其金相检测数据如表15所示:
[0147]
表15所述的一种建筑用hrb400e抗震钢筋金相检测数据
[0148]
具体实施方式f比例/%p比例/%b比例/%w比例/%晶粒度/级五49%41%10%09.5
[0149]
本实施方式所述的一种建筑用hrb400e抗震钢筋的生产方法,利用控轧控冷达到细晶强化的目的使螺纹钢筋hrb400e力学性能符合标准的前提下,代替v、nb、ti等微合金元
素的添加来细化螺纹钢筋晶粒,将钢中锰含量由1.30%左右降低至1.0%以下,降低合金成本约80元/吨,实现了生产成本降低的目的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1