一种不锈钢表面着色处理工艺的制作方法
1.本发明涉及着色处理技术领域,具体为一种不锈钢表面着色处理工艺。
背景技术:
2.不锈钢基体银白色,具有优良耐腐蚀性,广泛地应用于宇航、海洋、核能、化工和表面装潢等行业。随着时代的发展,人们对表面色彩的要求也不断提高。自1972年国际镍公司(inco)宣布研制出世界上第一块由不锈钢化学着色而得到的彩色不锈钢时起凹,各国纷纷开始了不锈钢着色的研究,并迅速进入工业化生产。
3.传统的不锈钢着色处理工艺简单,但是着色后附着性差,极易出现漆面掉落的情况,而且漆面与不锈钢之前氧化层严重。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种不锈钢表面着色处理工艺,解决了上述背景技术中提出的传统的不锈钢着色处理工艺简单,但是着色后附着性差,极易出现漆面掉落的情况,而且漆面与不锈钢之前氧化层严重的问题。
6.(二)技术方案
7.为实现上述目的,本发明提供如下技术方案:一种不锈钢表面着色处理工艺包括以下步骤:
8.步骤1:清洗、碱性除油,选合适的不锈钢进行简单的清洗,将其外表的氧化层、泥物等冲刷掉,并在碱洗池中倒入碱粉,将碱洗池的温度调整至25-30℃进行加热除油作业;
9.步骤2:高浓度酸洗深度去氧化皮,先进行弱酸洗,将浓盐酸和稀释液以15:2的比例进行混合调整,随后将不锈钢放入酸洗池中进行酸洗,将不锈钢表面的铁锈进行去除,并对酸洗液进行过滤,过滤后的酸洗液留着后续酸洗使用;
10.步骤3:水洗去酸,酸洗完毕后,将不锈钢放入水洗池中进行去酸处理,保证水洗池中的水处于流动状态;
11.步骤4:不锈钢镜面处理及酸活化,利用抛光轮对不锈钢进行抛光处理,以达到镜面效果为准,随后对不锈钢进行活化处理;
12.步骤5:不锈钢着色,将处理好的不锈钢放入着色池中,随后倒入基础液、硫酸以及添加剂;
13.步骤6:硬化,不锈钢经化学着色处理后,虽已获得色泽鲜艳的着色膜,但膜层疏松多孔,质地较软不耐磨,且易被污物沾污,因此必须进行硬化处理。
14.优选的,所述步骤2:高浓度酸洗深度去氧化皮,弱酸洗完毕后,将不锈钢放入浓盐酸与稀释液比例为19:1.5的酸洗池中进行酸洗,温度控制在30-35℃,在酸洗池中浸泡25min,做到不锈钢外表面无氧化皮为准。
15.优选的,所述步骤4:不锈钢镜面处理及酸活化,利用高速电机驱动羊毛轮配合大
青腊抛光的方法进行镜面磨光;镜面抛光完毕后,将酸液与稀释液以18:4.6的比例进行稀释,随后将不锈钢放入酸洗池中进行浸泡30-40秒,用于不锈钢的活化。
16.优选的,所述步骤5:不锈钢着色,基础液为h2so4270ml/l、cro3240ml/l;添加剂分为四种,分别为硫酸盐、钼酸盐、碳酸盐和硅酸钠。
17.优选的,在着色的时候,将着色温度控制在50-70℃之间,着色时间控制在15min。
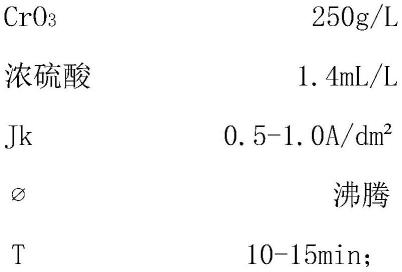
18.优选的,所述步骤6:硬化工艺:
[0019][0020][0021]
经硬化处理后,膜层硬度、耐磨性和耐腐蚀性均得到了提高。
[0022]
(三)有益效果
[0023]
本发明提供了一种不锈钢表面着色处理工艺。具备以下有益效果:
[0024]
本发明,选合适的不锈钢进行简单的清洗,将其外表的氧化层、泥物等冲刷掉,并在碱洗池中倒入碱粉,将碱洗池的温度调整至25-30℃进行加热除油作业,先进行弱酸洗,将浓盐酸和稀释液以15:2的比例进行混合调整,随后将不锈钢放入酸洗池中进行酸洗,将不锈钢表面的铁锈进行去除,并对酸洗液进行过滤,过滤后的酸洗液留着后续酸洗使用,酸洗完毕后,将不锈钢放入水洗池中进行去酸处理,保证水洗池中的水处于流动状态;不锈钢镜面处理及酸活化,利用抛光轮对不锈钢进行抛光处理,以达到镜面效果为准,随后对不锈钢进行活化处理;不锈钢经化学着色处理后,虽已获得色泽鲜艳的着色膜,但膜层疏松多孔,质地较软不耐磨,且易被污物沾污,因此必须进行硬化处理,本发明在镜面抛光完毕后,将酸液与稀释液以18:4.6的比例进行稀释,随后将不锈钢放入酸洗池中进行浸泡30-40秒,用于不锈钢的活化;最后又硬化处理;经硬化处理后,膜层硬度、耐磨性和耐腐蚀性均得到了提高。
具体实施方式
[0025]
下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0026]
本发明提供一种技术方案:一种不锈钢表面着色处理工艺包括以下步骤:
[0027]
步骤1:清洗、碱性除油,选合适的不锈钢进行简单的清洗,将其外表的氧化层、泥物等冲刷掉,并在碱洗池中倒入碱粉,将碱洗池的温度调整至25-30℃进行加热除油作业;
[0028]
步骤2:高浓度酸洗深度去氧化皮,先进行弱酸洗,将浓盐酸和稀释液以15:2的比例进行混合调整,随后将不锈钢放入酸洗池中进行酸洗,将不锈钢表面的铁锈进行去除,并对酸洗液进行过滤,过滤后的酸洗液留着后续酸洗使用;
[0029]
步骤3:水洗去酸,酸洗完毕后,将不锈钢放入水洗池中进行去酸处理,保证水洗池中的水处于流动状态;
[0030]
步骤4:不锈钢镜面处理及酸活化,利用抛光轮对不锈钢进行抛光处理,以达到镜面效果为准,随后对不锈钢进行活化处理;
[0031]
步骤5:不锈钢着色,将处理好的不锈钢放入着色池中,随后倒入基础液、硫酸以及添加剂;
[0032]
步骤6:硬化,不锈钢经化学着色处理后,虽已获得色泽鲜艳的着色膜,但膜层疏松多孔,质地较软不耐磨,且易被污物沾污,因此必须进行硬化处理。
[0033]
所述步骤2:高浓度酸洗深度去氧化皮,弱酸洗完毕后,将不锈钢放入浓盐酸与稀释液比例为19:1.5的酸洗池中进行酸洗,温度控制在30-35℃,在酸洗池中浸泡25min,做到不锈钢外表面无氧化皮为准。
[0034]
所述步骤4:不锈钢镜面处理及酸活化,利用高速电机驱动羊毛轮配合大青腊抛光的方法进行镜面磨光;镜面抛光完毕后,将酸液与稀释液以18:4.6的比例进行稀释,随后将不锈钢放入酸洗池中进行浸泡30-40秒,用于不锈钢的活化。
[0035]
所述步骤5:不锈钢着色,基础液为h2so4270ml/l、cro3240ml/l;添加剂分为四种,分别为硫酸盐、钼酸盐、碳酸盐和硅酸钠。
[0036]
在着色的时候,将着色温度控制在50-70℃之间,着色时间控制在15min。
[0037]
所述步骤6:硬化工艺:
[0038][0039]
经硬化处理后,膜层硬度、耐磨性和耐腐蚀性均得到了提高。
[0040]
工作原理
[0041]
本发明,选合适的不锈钢进行简单的清洗,将其外表的氧化层、泥物等冲刷掉,并在碱洗池中倒入碱粉,将碱洗池的温度调整至25-30℃进行加热除油作业,先进行弱酸洗,将浓盐酸和稀释液以15:2的比例进行混合调整,随后将不锈钢放入酸洗池中进行酸洗,将不锈钢表面的铁锈进行去除,并对酸洗液进行过滤,过滤后的酸洗液留着后续酸洗使用,酸洗完毕后,将不锈钢放入水洗池中进行去酸处理,保证水洗池中的水处于流动状态;不锈钢镜面处理及酸活化,利用抛光轮对不锈钢进行抛光处理,以达到镜面效果为准,随后对不锈钢进行活化处理;不锈钢经化学着色处理后,虽已获得色泽鲜艳的着色膜,但膜层疏松多孔,质地较软不耐磨,且易被污物沾污,因此必须进行硬化处理,本发明在镜面抛光完毕后,将酸液与稀释液以18:4.6的比例进行稀释,随后将不锈钢放入酸洗池中进行浸泡30-40秒,用于不锈钢的活化;最后又硬化处理;经硬化处理后,膜层硬度、耐磨性和耐腐蚀性均得到了提高。
[0042]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1