高速棒材生产的HRB500E螺纹钢筋的制作方法
高速棒材生产的hrb500e螺纹钢筋
1.本发明是:申请日:2021年5月28日,申请号:202110592869x,发明名称:高速棒材生产hrb500e螺纹钢筋的方法及高速棒材生产的hrb500e螺纹钢筋,的分案申请。
技术领域
2.本发明涉及冶金领域,具体涉及一种高速棒材生产的hrb500e螺纹钢筋。
背景技术:
3.高速棒材生产的钢筋外形尺寸控制好且终轧轧制速度可达45m/秒及以上,具备高产量、高质量、低成本的优势,是当前中小规格螺纹钢筋生产的发展趋势。由于高速棒材变形速度快并可使用控轧控冷工艺,实现了晶粒较细的hrb500e钢筋生产。但在生产强度更高的hrb500e钢筋时,细晶强化对屈服强度的贡献大,而对抗拉强度的贡献弱,难于满足hrb500e抗震钢筋强屈比r
°m/r
°
el
大于等于1.25的要求。
4.综上所述,现有技术中存在以下问题:现有的高速棒材生产hrb500e螺纹钢筋,难于满足强屈比r
°m/r
°
el
大于等于1.25的要求。
技术实现要素:
5.本发明实施例所解决的技术问题是现有的高速棒材生产hrb500e螺纹钢筋,难于满足强屈比r
°m/r
°
el
大于等于1.25的要求的问题。
6.为此,一方面,本发明实施例提供了一种高速棒材生产hrb500e螺纹钢筋的方法,所述高速棒材生产hrb500e螺纹钢筋的方法包括:
7.依次进行的高炉铁水冶炼、铁水脱硫预处理、转炉钢水冶炼、吹氩、lf精炼、方坯连铸、加热炉加热、粗轧、中轧、预精轧、预精轧控冷及恢复、精轧、轧后控冷及恢复;
8.所述高速棒材生产hrb500e螺纹钢筋的成分为:c:0.21~0.25wt%,si:0.65~0.80wt%,mn:1.2~1.35wt%,p:≤0.04wt%,s:≤0.035wt%,v:0.03~0.06wt%,nb:0.008~0.02wt%,n:0.007~0.017wt%,b:0.001~0.003wt%,cr:0.1~0.2wt%。
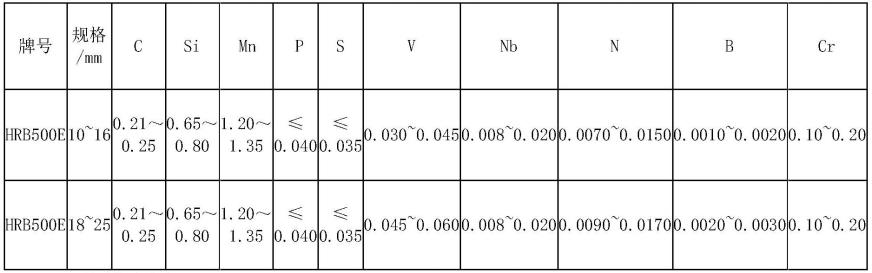
9.具体的,对于规格10到16mm的hrb500e螺纹钢筋,成分为:c:0.21~0.25wt%,si:0.65~0.80wt%,mn:1.2~1.35wt%,p:≤0.04wt%,s:≤0.035wt%,v:0.03~0.045wt%,nb:0.008~0.02wt%,n:0.007~0.015wt%,b:0.001~0.002wt%,cr:0.1~0.2wt%。
10.具体的,对于规格18到25mm的hrb500e螺纹钢筋,成分为:c:0.21~0.25wt%,si:0.65~0.80wt%,mn:1.2~1.35wt%,p:≤0.04wt%,s:≤0.035wt%,v:0.045~0.06wt%,nb:0.008~0.02wt%,n:0.009~0.017wt%,b:0.002~0.003wt%,cr:0.1~0.2wt%。
11.具体的,单线生产高速棒材钢筋的方法为:高炉铁水冶炼、铁水脱硫预处理、转炉钢水冶炼、吹氩、lf精炼、方坯连铸、加热炉加热、粗轧、中轧(6架)、预精轧(6架)、单线、预精轧控冷及恢复段、精轧(4架)、精轧(减径2架)、轧后控冷及恢复段、夹送辊、圆盘倍尺剪、制动装置、转毂装置、冷床冷却、定尺剪切。
12.具体的,双线生产高速棒材钢筋的方法为:依次经过高炉铁水冶炼、铁水脱硫预处
理、转炉钢水冶炼、吹氩、lf精炼、方坯连铸、加热炉加热、粗轧、中轧、预精轧并切分为双线、双线预精轧控冷及恢复段、双线精轧、双线减径2架、双线轧后控冷及恢复段、双线夹送辊、双线圆盘倍尺剪、双线制动装置、双线转毂装置、冷床冷却和定尺剪切。
13.具体的,减径机组采用2架45
°
顶交悬臂减径机,单独传动,实现在再结晶温度以下或双相区轧制。
14.具体的,精轧机组分为两线采用4架45
°
顶交悬臂v型无扭超重载型摩根轧机。
15.具体的,最后两个机架道次变形量大于15%。
16.具体的,对于规格10到16mm的hrb500e螺纹钢筋,终轧轧制速度不小于25m/s。
17.另一方面,本发明实施例还提供了一种高速棒材生产hrb500e螺纹钢筋,所述高速棒材生产hrb500e螺纹钢筋的成分为:c:0.21~0.25wt%,si:0.65~0.80wt%,mn:1.2~1.35wt%,p:≤0.04wt%,s:≤0.035wt%,v:0.03~0.06wt%,nb:0.008~0.02wt%,n:0.007~0.017wt%,b:0.001~0.003wt%,cr:0.1~0.2wt%,并采用高速棒材生产hrb500e螺纹钢筋的方法制成。
18.本发明的一种高速棒材生产hrb500e螺纹钢筋的方法与常规产线的hrb500e钢筋相比,合金加入量下降,降低了生产成本。可用高速棒材生产线成功生产出合格的hrb500e钢筋,生产效率高、表面质量好。对抗拉强度强度贡献大的元素按上限控制,并加入v、n、b、cr、nb等可使cct曲线右移的元素,最终控制高速棒材hrb500e抗震钢筋的心部金相组织中形成少量贝氏体组织,得到合理的屈服强度与较高的抗拉强度。
具体实施方式
19.为了对本发明的技术特征、目的和效果有更加清楚的理解,现说明本发明。
20.本发明提供了一种高速棒材生产hrb500e螺纹钢筋的方法,所述高速棒材生产hrb500e螺纹钢筋的方法包括:
21.单线高速棒材钢筋的生产工艺为:高炉铁水冶炼、铁水脱硫预处理、转炉钢水冶炼、吹氩、lf精炼、方坯连铸、加热炉加热、粗轧(6架)、中轧(6架)、预精轧(6架)、单线、控冷及恢复段、精轧(4架)、精轧(剪径2架)、轧后控冷及恢复段、夹送辊、圆盘倍尺剪、制动装置、转毂装置、冷床冷却、定尺剪切并检验包装入库。利于细化晶粒,降低成本。钢筋在步进式冷床上每齿单支存放,加快散热,大规格在冷床使用风冷。
22.双线高速棒材钢筋的生产工艺为:高炉铁水冶炼、铁水脱硫预处理、转炉钢水冶炼、吹氩、lf精炼、方坯连铸、加热炉加热、粗轧(6架)、中轧(6架)、预精轧(6架)并切分为双线、控冷及恢复段
×
2、精轧(4架)
×
2、剪径2架
×
2、轧后控冷及恢复段
×
2、夹送辊
×
2、圆盘倍尺剪
×
2、制动装置
×
2、转毂装置
×
2、冷床冷却、定尺剪切并检验包装入库。利于细化晶粒,降低成本。钢筋在步进式冷床上每齿单支存放,加快散热,大规格在冷床使用风冷。
23.不同规格均保持较高的轧制速度。
24.其中,各阶段的工艺特点为:
25.1.成分:
26.(1)c、si:起固溶强化作用且对抗拉强度的贡献大、屈服强度的贡献小,按上限控制。
27.(2)mn:起固溶强化效果且对屈服强度的贡献略高,mn控制在适中水平可降低成
本,其损失的强度则通过较低温度下的细晶强化来弥补。
28.(3)微nb:加入nb提高奥氏体再结晶温度,实现较高温度下的未再结晶轧制并具有析出强化的效果,提高强度同时又增加氧化铁皮厚度。固溶在奥氏体中的微量铌,可以推迟先共析铁素体的析出,加大奥氏体开始分解析出珠光体的时间,但对贝氏体的转变几乎没有影响,同时提高贝氏体转变温度,是形成贝氏体的有利元素,因此加入nb控制贝氏体组织,并形成碳氮化物提高强度。
29.(4)v、n、b含量。v元素和钢中微量的b争夺钢中的n,v与n结合生产vn提高钢的强度,并使b较难与n结合形成bn。b存在于奥氏体的晶界上,降低了奥氏体晶界能量,提高了奥氏体在马氏体以上温度区间的稳定性,因此微量的b可明显提高钢的淬透性。对抗拉强度强度贡献大的元素按上限控制,并加入v、n、b、cr、nb等可使cct曲线右移的元素,最终控制高速棒材hrb500e抗震钢筋的心部金相组织中形成少量贝氏体组织,得到合理的屈服强度与较高的抗拉强度。
30.(5)cr元素。cr起固溶强化作用,且在奥氏体中的扩散速度比较小,加之能阻碍碳的扩散,因而可提高奥氏体的稳定性,使cct曲线右移,降低临界冷却速度,提高淬透性,利于形成贝氏体。
31.表1hrb500e成分(wt%)
[0032][0033]
2.轧线布置:
[0034]
粗轧6架+中轧6架+预精轧6架+控冷装置+回复段+4架精轧机组+控冷+控冷装置+回复段+2减径机。
[0035]
粗轧机组6架短应力线轧机+中轧6架短应力线轧机+预精轧6架短应力线轧机(各机架之间通过活套连接,从第4台机架开始将棒材进行二切分,并在预精轧出口分别进入两个通道)
[0036]
精轧机组分为两线采用4架45
°
顶交悬臂(v型)无扭超重载型摩根轧机,共2组模块,每组模块由一个电机单独驱动,相比集体传动,具有以下优点:可以对每组轧辊单独调速,调速范围广,调速灵活性高;每个电机功率小,尺寸小;便于检修和维护。
[0037]
减径机组采用2架45
°
顶交悬臂减径机,单独传动。增加减径机组可实现在再结晶温度以下或双相区轧制(即热机轧制),通过设计最后两个道次的变形制度,使晶粒破碎,加上形变诱导铁素体相变,达到细化晶粒提高钢材性能的目的。另外还可以提高轧机的生产率、提高产品的尺寸公差和表面质量、增加品种规格、提高产品的冶金性能等。
[0038]
减径机组采用2架45
°
顶交悬臂减径机,单独传动,实现在再结晶温度以下或双相区轧制。
[0039]
精轧机组分为两线采用4架45
°
顶交悬臂v型无扭超重载型摩根轧机。
[0040]
最后两个机架道次变形量大于15%。
[0041]
对于规格10到16mm的hrb500e螺纹钢筋,终轧轧制速度不小于25m/s。
[0042]
3.轧制工艺:
[0043]
(1)钢坯加热时间60~90分钟,开轧温度:1030
±
30℃。
[0044]
(2)φ10~φ16mm规格双线及单线轧制:控制进进精轧温度及进减径机温度,由于nb提高了奥氏体再结晶温度,可在较高温度下实现奥氏体未再结晶轧制,减径机后不得安装控冷设备利于氧化铁皮的形成,单线轧制时由于变形量大进减径机温度可略高,对氧化铁皮的生成更有利。
[0045]
(3)φ18~φ25规格双线及单线轧制:精轧机组不投入使用,利用分级控冷的思路使用预精轧及精轧后水箱并保持长开状态,避免一次冷却的强度过大,不利于组织及氧化铁皮的控制,单线轧制时由于变形量大进减径机温度可略高,对氧化铁皮的生成更有利。减径机后至上冷床前不安装、不使用控冷设备,使钢筋处于自然冷却状态,钢筋表面获得较高的上冷床温度。
[0046]
(4)最后两个机架(k1、k2)道次变形量大于15%。
[0047]
表2轧钢关键温度(wt%)
[0048][0049][0050]
4.终轧轧制速度:不同规格均保持较高的轧制速度,有利于晶粒细化(见表3)。
[0051]
表3终轧轧制速度
[0052][0053]
5.冷床冷却:钢筋在步进式冷床上每齿单支存放,加快散热,大规格在冷床使用风冷。
[0054]
以上措施可控制hrb500e钢筋组织横截面的边部贝氏体含量为0%,1/4处贝氏体含量为0%,横截面中心处贝氏体含量为1~10%。使用高速棒材生产线成功生产出合格的hrb500e钢筋。
[0055]
本发明还提供了一种高速棒材生产hrb500e螺纹钢筋,所述高速棒材生产hrb500e螺纹钢筋的成分为:c:0.21~0.25wt%,si:0.65~0.80wt%,mn:1.2~1.35wt%,p:≤0.04wt%,s:≤0.035wt%,v:0.03~0.06wt%,nb:0.008~0.02wt%,n:0.007~0.017wt%,b:0.001~0.003wt%,cr:0.1~0.2wt%,并采用权所述的高速棒材生产hrb500e螺纹钢筋的方法制成。
[0056]
具体的,对于规格10到16mm的hrb500e螺纹钢筋,成分为:c:0.21~0.25wt%,si:0.65~0.80wt%,mn:1.2~1.35wt%,p:≤0.04wt%,s:≤0.035wt%,v:0.03~0.045wt%,nb:0.008~0.02wt%,n:0.007~0.015wt%,b:0.001~0.002wt%,cr:0.1~0.2wt%。
[0057]
具体的,对于规格18到25mm的hrb500e螺纹钢筋,成分为:c:0.21~0.25wt%,si:0.65~0.80wt%,mn:1.2~1.35wt%,p:≤0.04wt%,s:≤0.035wt%,v:0.045~0.06wt%,nb:0.008~0.02wt%,n:0.009~0.017wt%,b:0.002~0.003wt%,cr:0.1~0.2wt%。
[0058]
本发明的一种高速棒材生产hrb500e螺纹钢筋的方法与常规产线的hrb500e钢筋相比,合金加入量下降,降低了生产成本。可用高速棒材生产线成功生产出合格的hrb500e钢筋,生产效率高、表面质量好。对抗拉强度强度贡献大的元素按上限控制,并加入v、n、b、cr、nb等可使cct曲线右移的元素,最终控制高速棒材hrb500e抗震钢筋的心部金相组织中形成少量贝氏体组织,得到合理的屈服强度与较高的抗拉强度。
[0059]
实施例:
[0060]
1.双线高速棒材生产φ10~25mm直条螺纹钢筋工艺为:高炉铁水冶炼、铁水脱硫预处理、转炉钢水冶炼、吹氩、lf精炼、方坯连铸、加热炉加热、粗轧(6架)、中轧(6架)、预精轧(6架)并切分为双线、控冷及恢复段
×
2、精轧(4架)
×
2、剪径2架
×
2、轧后控冷及恢复段
×
2、夹送辊
×
2、圆盘倍尺剪
×
2、制动装置
×
2、转毂装置
×
2、冷床冷却、定尺剪切并检验包装入库。
[0061]
2.钢坯加热时间60~90分钟,开轧温度1010~1050℃。
[0062]
3.采用下述成分配比和具体工艺。其中,表4是各实施例钢的成分(按重量百分比计)。表5是与表4所述实施例钢对应的生产规格、工艺参数、力学性能、氧化铁皮厚度。
[0063]
表4:产品化学成分(wt%)
[0064]
实例csimnpsvnbnbcr实例10.230.701.250.0350.0270.0350.0120.01260.00150.14实例20.240.751.220.0290.0250.0410.0150.01210.00170.16实例30.220.721.260.0310.0330.0370.0160.01350.00140.15实例40.240.691.280.0260.0320.0550.0140.01590.00260.12实例50.250.711.230.0330.0290.0520.0130.01420.00230.18
[0065]
表5:各实施例具体的工艺参数与力学性能
[0066][0067]
以上所述仅为本发明示意性的具体实施方式,并非用以限定本发明的范围。为本发明的各组成部分在不冲突的条件下可以相互组合,任何本领域的技术人员,在不脱离本发明的构思和原则的前提下所作出的等同变化与修改,均应属于本发明保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1