一种消失模铸造球墨铸铁材料的制备方法及其设备
1.本发明属于球墨铸铁材料制备领域,涉及一种消失模铸造球墨铸铁材料的制备方法及其设备。
背景技术:
2.球墨铸铁因具有良好的强度、塑性、韧性、耐磨性、耐机械冲击、耐高温和低温、耐腐蚀以及尺寸稳定性和可加工性能,已广泛的应用于各个领域,且产量占铸件总量的比例逐年增加。
3.消失模铸造(又称实型铸造)是用泡沫塑料(eps、stmma或epmma)高分子材料制作成为与要生产铸造的零件结构、尺寸完全一样的实型模具,经过浸涂耐火涂料(起强化、光洁、透气作用)并烘干后,埋在干石英砂中经振动造型,浇铸造型砂箱在负压状态下浇入熔化的金属液,使高分子材料模型受热气化抽出,进而被液体金属取代冷却凝固后形成的一次性成型铸造新工艺生产铸件的铸造方法。
4.发明人发现:现有的消失模铸造工艺容易出现球墨铸铁内部组织晶粒粗大、晶粒数量较少的问题,容易使工业生产中产生不合格铸件,增加了生产成本。
技术实现要素:
5.发明目的
6.为了解决现有消失模铸造工艺中球墨铸铁内部组织晶粒粗大,容易产生不合格铸件的问题,本发明提供了一种消失模铸造球墨铸铁材料的制备方法及其设备,通过变频振动浇注的方法,使球墨铸铁熔体中的结晶核心增加,并细化铸件组织,从而提高铸件的成品率。
7.为实现上述目的,本发明提供如下技术方案:
8.一种基于消失模铸造球墨铸铁材料的振动设备,包括振动台、砂箱、塑料薄膜、泡沫模型簇、弹簧组件和抽真空装置;
9.所述振动台包括升降柱、振动电机和工作台,所述升降柱设置在振动台的底板上;所述工作台与升降柱的顶面相靠接;所述振动电机通过支撑组件设置振动台的底板上,且振动电机的上表面与工作台底面相靠接;
10.所述弹簧组件一端与振动台的底板连接,所述弹簧组件的另一端与工作台下表面连接;
11.所述砂箱通过连接件设置在工作台上,所述砂箱内填充有干石英砂;所述抽真空装置与砂箱相连通;所述泡沫模型簇通过干石英砂设置在砂箱内;所述塑料薄膜覆盖在砂箱的顶面上。
12.作为上述方案的进一步描述,所述支撑组件包括支架和机壳,所述支架固定在振动台的底板上;所述机壳为顶部开口的槽形结构,且机壳固定在支架的顶部;所述振动电机设置在机壳内。
13.作为上述方案的进一步描述,所述升降柱包括液压缸、升降柱伸缩部和升降柱本体,所述升降柱本体固定在振动台的底板上;所述液压缸设置在升降柱本体内的底部;所述升降柱伸缩部的底部与液压缸的伸缩端固定连接,所述升降柱伸缩部的顶部与砂箱的下表面相靠接,且所述升降柱伸缩部的外壁与升降柱本体内壁滑动连接。
14.一种使用上述设备制备球墨铸铁材料的方法,包括以下步骤:
15.步骤一:采用电阻丝线切割的方法制得泡沫模样,并用热熔胶将泡沫模样粘结成泡沫模型簇;
16.步骤二:在所述泡沫模型簇的表面刷涂耐火涂料并烘干;
17.步骤三:用干石英砂将耐火涂料干燥后的泡沫模型簇埋在砂箱中,然后将砂箱与工作台固定,并开启振动电机进行振动,使干石英砂振动密实,然后关闭振动电机;
18.步骤四:开启抽真空装置,使装有泡沫模型簇的砂箱处于负压状态下,使干石英砂形成紧实的铸型,并覆盖塑料薄膜;
19.步骤五:将生铁、废钢和硅铁放入中频感应电炉中进行熔炼;
20.步骤六:将球化剂和孕育剂放入球化容器内,加铁屑覆盖,将铁液倒入球化容器内,进行球化和孕育处理;
21.步骤七:开启振动电机,在振动和负压条件下进行浇注成型,浇注后振动和负压维持一段时间后,控制升降柱将工作台升起,关闭振动电机;
22.步骤八,铸件冷凝后,将铸件干石英砂中取出。
23.作为上述方案的进一步描述,所述步骤二中,在泡沫模型簇表面刷涂耐火涂料,然后将其放入干燥房内,干燥房温度控制在40-60℃,刷涂和干燥2-4次,从而在泡沫模型簇表面形成硬质耐火涂层;所述预定厚度为1.0-2.0mm。
24.作为上述方案的进一步描述,所述步骤三中,用干石英砂将干燥后的泡沫模型簇埋在砂箱中,干石英砂的粒度为20-40目,然后将砂箱放置于工作台上进行振动造型,振动时间控制在30-60s,使干石英砂的堆积密度增加。
25.作为上述方案的进一步描述,所述步骤四中,将砂箱处于负压下,用负压系统将砂箱内抽成一定真空,依靠大气压和砂箱内压力差进行紧砂,负压值控制在0.03-0.06mpa,使干石英砂形成紧实的铸型。
26.作为上述方案的进一步描述,所述步骤五中,将生铁、废钢和硅铁放入中频感应电炉中熔炼成铁液,所述铁液中c和si含量控制在c3.0-4.0%,si2.0-3.0%。
27.作为上述方案的进一步描述,所述步骤六中,将球化剂、孕育剂和铁屑放入球化容器内,由下至上的放置顺序为:球化剂-孕育剂-铁屑,后将铁液倒入球化容器内,当铁液温度达到1400-1550℃时,将铁液倒入球化容器内进行球化和孕育处理。
28.作为上述方案的进一步描述,所述步骤七中,球化、孕育处理后,在振动和负压条件下将球化和孕育处理后的铁液浇注到泡沫模型簇中,振动电机的振幅为0.2-5mm,振动在浇注前开启,初始振动频率设置为20-50hz;在浇注完成后10s内将振动频率提升至振动频率控制在50-100hz,其中频率提升的速率为1-10hz/s振动振动时间为60-300s;最后,再以5hz/s开始进行降频,振动频率降低到10hz内时,升降柱带动工作台升起。
29.优点及效果
30.1.本发明通过工作台、振动电机、升降柱与砂箱的配合,能够在砂箱振动结束前提
前开始匀速降频,并使用升降柱将工作台升起,防止振动停止后工作台平面晃动,减小对制备球墨铸铁材料过程的影响。
31.2.本发明利用变频振动的方法,开始前先施加较小振动,能够减小浇注开始时金属液在泡沫燃烧气体和较强机械振动下发生飞溅,然后在限定时间内将振动频率提升至所需频率。液态金属在振动的作用下凝固,液相与固相之间会发生相对运动,促使枝晶破碎,从而增加金属熔体中的结晶核心,使铸件组织细化,单位面积内石墨球个数增多,石墨球球化率提高,力学性能得到大幅改善。
附图说明
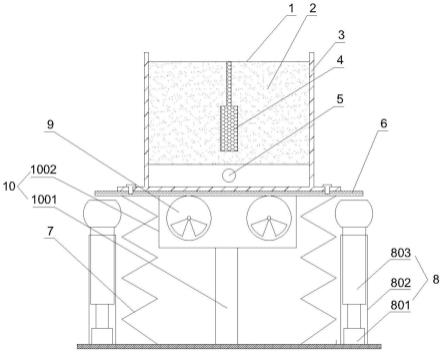
32.图1为本发明实施例的基于消失模铸造球墨铸铁材料的振动设备的结构示意图;
33.图2为现有方法铸造的球墨铸铁材料的铸造组织图;
34.图3为使用本发明制备方法铸造的球墨铸铁材料的铸造组织图。
35.附图标记说明:
36.1-塑料薄膜;2-干石英砂;3-砂箱;4-泡沫模型簇;5-抽真空装置连接孔;6-工作台;7-弹簧组件;8-升降柱;801-液压缸;802-升降柱本体;803-升降柱伸缩部;9-振动电机;10-支撑组件;1001-支架;1002-机壳。
具体实施方式
37.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
38.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单的介绍,显而易见,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
39.通常在此处附图中描述和显示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。
40.如图1所示,一种基于消失模铸造球墨铸铁材料的振动设备,包括振动台、砂箱3、塑料薄膜1、泡沫模型簇4、弹簧组件7和抽真空装置;其中振动台包括升降柱8、振动电机9和工作台6,升降柱8设置在振动台的底板上;工作台6与升降柱8的顶面相靠接;具体的,振动电机9为yzd-2.5-2型振动电机,振动电机9通过支撑组件设置振动台的底板上,且振动电机9的上表面与工作台6底面相靠接,使振动电机9带动工作台6进行振动;上述的弹簧组件7一端与振动台的底板连接,所述弹簧组件7的另一端与工作台6下表面连接;上述的砂箱3通过连接件设置在工作台6上,其中连接件为多个,具体的,连接件为l形钢板,l形钢板的底板开设有螺栓孔,l形钢板的竖板通过焊接固定在砂箱3上,螺栓穿过l形钢板的底板的螺栓孔将砂箱3可拆卸的固定在工作台6上;或是砂箱3的底部设置有向外的延伸部,通过螺栓将延伸部可拆卸的固定在工作台6上;其中砂箱3内填充有干石英砂2;抽真空装置与砂箱3相连通;泡沫模型簇4通过干石英砂2设置在砂箱3内;其中塑料薄膜1覆盖在砂箱3的顶面上。本发明实施例的结构通过工作台6、振动电机9、升降柱8与砂箱3的配合,能够在砂箱3振动结束前
提前开始匀速降频,并使用升降柱8将工作台6升起,防止振动停止后工作台8平面晃动,减小对制备球墨铸铁材料过程的影响;同时,通过弹簧组件7能够起到减震的作用,它能够降低砂箱3在振动时对工作台6造成的破坏,从而提高了设备的整体使用寿命,提高了工件的耐久度。
41.本发明实施例的支撑组件10包括支架1001和机壳1002,其中支架1001固定在振动台的底板上;其中机壳1002为顶部开口的槽形结构,且机壳1002固定在支架1001的顶部;所述振动电机9设置在机壳1002内。
42.本发明实施例的升降柱8包括液压缸801、升降柱伸缩部803和升降柱本体802,其中升降柱本体802固定在振动台的底板上;液压缸801设置在升降柱本体802内的底部;其中升降柱伸缩部803的底部与液压缸801的伸缩端固定连接,升降柱伸缩部803的顶部与砂箱3的下表面相靠接,且升降柱伸缩部803的外壁与升降柱本体802内壁滑动连接。这种设计能够通过升降柱8将工作台6提起,防止振动停止后工作台6平面晃动,减小对制备球墨铸铁材料过程的影响。
43.一种使用上述设备制备球墨铸铁材料的方法,包括以下步骤:
44.步骤一:采用电阻丝线切割的方法制得泡沫模样,并用热熔胶将泡沫模样粘结成泡沫模型簇4;
45.步骤二:在泡沫模型簇4的表面刷涂耐火涂料并烘干;
46.步骤三:用干石英砂2将耐火涂料干燥后的泡沫模型簇4埋在砂箱3中,然后将砂箱3与工作台6固定,并开启振动电机9进行振动,使干石英砂2振动密实,然后关闭振动电机9;
47.步骤四:开启抽真空装置,使装有泡沫模型簇4的砂箱3处于负压状态下,使干石英砂2形成紧实的铸型,并覆盖塑料薄膜1;
48.步骤五:将生铁、废钢和硅铁放入中频感应电炉中进行熔炼;
49.步骤六:将球化剂和孕育剂放入球化容器内,加铁屑覆盖,将铁液倒入球化容器内,进行球化和孕育处理;
50.步骤七:开启振动电机9,在振动和负压条件下进行浇注成型,浇注后振动和负压维持一段时间后,控制升降柱8将工作台6升起,关闭振动电机9;
51.步骤八,铸件冷凝后,将铸件从松散的干石英砂2中取出。
52.发明人发现:球墨铸铁与其他合金相比有石墨球的存在,如果振动频率从始至终保持恒定,单位面积内石墨球个数会逐渐增加,而球化率微弱增加后就会降低,因此根据球墨铸铁的强化机理提出在消失模铸造的基础上,进行变频振动浇注的方法:开始前先施加较小振动,防止浇注开始时金属液在泡沐燃烧气体和较强机械振动下发生飞溅,然后在限定时间内将振动频率提升至所需频率。液态金属在振动的作用下凝固,液相与固相之间会发生相对运动,促使枝晶破碎,从而增加金属熔体中的结晶核心,使铸件组织细化,单位面积内石墨球个数增多,石墨球球化率提高,力学性能得到大幅改善。
53.上述步骤二中,在泡沫模型簇4表面刷涂耐火涂料,然后将其放入干燥房内,干燥房温度控制在40-60℃,刷涂和干燥2-4次,从而在泡沫模型簇4表面形成硬质耐火涂层,其中硬质耐火涂层的厚度为1.0-2.0mm。
54.上述步骤三中,用干石英砂2将干燥后的泡沫模型簇4埋在砂箱3中,干石英砂2的粒度为20-40目,然后将砂箱3放置于工作台6上进行振动造型,振动时间控制在30-60s,使
干石英砂2的堆积密度增加。
55.上述步骤四中,将砂箱3处于负压下,用负压系统将砂箱3内抽成一定真空,依靠大气压和砂箱3内压力差进行紧砂,负压值控制在0.03-0.06mpa,使干石英砂2形成紧实的铸型。
56.上述步骤五中,将生铁、废钢和硅铁放入中频感应电炉中熔炼成铁液,铁液中c和si含量控制在c3.0-4.0%,si2.0-3.0%,通过合理的c和si的质量分数可以提高碳活度,促进石墨化。
57.步骤六中,将球化剂、孕育剂和铁屑放入球化容器内,由下至上的放置顺序为:球化剂-孕育剂-铁屑,后将铁液倒入球化容器内,当铁液温度达到1400-1550℃时,将铁液倒入球化容器内进行球化和孕育处理。
58.上述步骤七中,球化、孕育处理后,在振动和负压条件下将球化和孕育处理后的铁液浇注到泡沫模型簇4中,其中振动浇注包括以下三个阶段:
59.1.振动初始阶段:振动在浇注前开启,振幅控制在0.2-5mm,初始振动频率设置为20-50hz,这种频率设置可以减少开始浇注时金属液在泡沫燃烧气体和较强机械振动下飞溅出来,初始阶段泡沫燃烧为有氧燃烧,泡沫燃烧后气体飞出,如果此时振动剧烈易发生飞溅,当金属液流入型腔后,金属液前后连贯,泡沫接触不到外界空气,泡沫高温气化,被负压系统沿抽气口抽出,减少对金属液的影响,此时提高振动频率会最大限度减少金属液飞溅。
60.2.振动提升阶段:振幅控制在0.2-5mm,在浇注完成后10s内将振动频率提升至振动频率控制在50-100hz,其中频率提升的速率为1-10hz/s振动振动时间为60-300s,在这种频率下振动液态金属在振动的作用下凝固,液相与固相之间会发生相对运动,促使枝晶破碎,使石墨晶核从形核基底上剥落,剥落下来的石墨晶核可作为新的石墨形核基底,从而增加金属熔体中的结晶核心,使铸件组织细化,单位面积内石墨球的个数增多,石墨球的球化率提高,材料的力学性能得到改善。
61.3.振动降低阶段:振幅控制在0.2-5mm,以5hz/s开始进行降频,振动频率降低到10hz内时,升降柱8将工作台6升起,防止振动停止后工作台平面晃动,减少铸铁件的应力、开裂等缺陷的产生。
62.图2为现有方法铸造的球墨铸铁材料的铸造组织图,由图2可以看出现有方法制备的球墨铸铁材料的铸造组织图的石墨球个数较少,且石墨球的大小不均匀。
63.图3为使用本发明制备方法铸造的球墨铸铁材料的铸造组织图,图3与图2相比,石墨球的个数较多,石墨球的直径较小,石墨球的大小均匀,石墨球的畸变较小,石墨形态较好。
64.实施例1
65.一种使用上述设备制备球墨铸铁材料的方法,包括以下步骤:
66.步骤一:采用电阻丝线切割的方法制得泡沫模样,并用热熔胶将泡沫模样粘结成泡沫模型簇4;
67.步骤二:在泡沫模型簇4表面刷涂耐火涂料,然后将其放入干燥房内,干燥房温度控制在40℃,刷涂和干燥2次,从而在泡沫模型簇4表面形成硬质耐火涂层,其中硬质耐火涂层的厚度为1.0mm。
68.步骤三:用干石英砂2将干燥后的泡沫模型簇4埋在砂箱3中,干石英砂2的粒度为
20目,然后将砂箱3放置于工作台6上进行振动造型,振动时间控制在30,使干石英砂2的堆积密度增加。
69.步骤四:将砂箱3处于负压下,用负压系统将砂箱3内抽成一定真空,依靠大气压和砂箱3内压力差进行紧砂,负压值控制在0.03mpa,使干石英砂2形成紧实的铸型。
70.步骤五:将生铁、废钢和硅铁放入中频感应电炉中熔炼成铁液,铁液中c和si含量控制在c3.0%,si2.0%,通过合理的c和si的质量分数可以提高碳活度,促进石墨化。
71.步骤六:将球化剂、孕育剂和铁屑放入球化容器内,由下至上的放置顺序为:球化剂-孕育剂-铁屑,后将铁液倒入球化容器内,当铁液温度达到1400℃时,将铁液倒入球化容器内进行球化和孕育处理。
72.步骤七:球化、孕育处理后,在振动和负压条件下将球化和孕育处理后的铁液浇注到泡沫模型簇4中,振动在浇注前开启,振幅为0.2mm,初始振动频率设置为20hz;在浇注完成后,保持振幅为0.2mm,并在、浇注完成后10s内将振动频率提升至振动频率控制在50hz,其中频率提升的速率为1hz/s振动振动时间为300s;最后,保持振幅为0.2mm,再以5hz/s开始进行降频,振动频率降低到10hz内时,升降柱8带动工作台6升起。
73.实施例2
74.一种使用上述设备制备球墨铸铁材料的方法,包括以下步骤:
75.步骤一:采用电阻丝线切割的方法制得泡沫模样,并用热熔胶将泡沫模样粘结成泡沫模型簇4;
76.步骤二:在泡沫模型簇4表面刷涂耐火涂料,然后将其放入干燥房内,干燥房温度控制在50℃,刷涂和干燥3次,从而在泡沫模型簇4表面形成硬质耐火涂层,其中硬质耐火涂层的厚度为1.5mm。
77.步骤三:用干石英砂2将干燥后的泡沫模型簇4埋在砂箱3中,干石英砂2的粒度为30目,然后将砂箱3放置于工作台6上进行振动造型,振动时间控制在50s,使干石英砂2的堆积密度增加。
78.步骤四:将砂箱3处于负压下,用负压系统将砂箱3内抽成一定真空,依靠大气压和砂箱3内压力差进行紧砂,负压值控制在0.05mpa,使干石英砂2形成紧实的铸型。
79.步骤五:将生铁、废钢和硅铁放入中频感应电炉中熔炼成铁液,铁液中c和si含量控制在c3.5%,si3.5%,通过合理的c和si的质量分数可以提高碳活度,促进石墨化。
80.步骤六:将球化剂、孕育剂和铁屑放入球化容器内,由下至上的放置顺序为:球化剂-孕育剂-铁屑,后将铁液倒入球化容器内,当铁液温度达到1500℃时,将铁液倒入球化容器内进行球化和孕育处理。
81.步骤七:球化、孕育处理后,在振动和负压条件下将球化和孕育处理后的铁液浇注到泡沫模型簇4中,振动在浇注前开启,振幅为2.5mm,初始振动频率设置为40hz;然后,保持振幅为2.5mm,并在浇注完成后10s内将振动频率提升至振动频率控制在80hz,其中频率提升的速率为5hz/s振动振动时间为180s;最后,保持振幅为2.5mm,再以5hz/s开始进行降频,振动频率降低到10hz内时,升降柱8带动工作台6升起。
82.实施例3
83.一种使用上述设备制备球墨铸铁材料的方法,包括以下步骤:
84.步骤一:采用电阻丝线切割的方法制得泡沫模样,并用热熔胶将泡沫模样粘结成
泡沫模型簇4;
85.步骤二:在泡沫模型簇4表面刷涂耐火涂料,然后将其放入干燥房内,干燥房温度控制在60℃,刷涂和干燥4次,从而在泡沫模型簇4表面形成硬质耐火涂层,其中硬质耐火涂层的厚度为2.0mm。
86.步骤三:用干石英砂2将干燥后的泡沫模型簇4埋在砂箱3中,干石英砂2的粒度为40目,然后将砂箱3放置于工作台6上进行振动造型,振动时间控制在60s,使干石英砂2的堆积密度增加。
87.步骤四:将砂箱3处于负压下,用负压系统将砂箱3内抽成一定真空,依靠大气压和砂箱3内压力差进行紧砂,负压值控制在0.06mpa,使干石英砂2形成紧实的铸型。
88.步骤五:将生铁、废钢和硅铁放入中频感应电炉中熔炼成铁液,铁液中c和si含量控制在c4.0%,si3.0%,通过合理的c和si的质量分数可以提高碳活度,促进石墨化。
89.步骤六:将球化剂、孕育剂和铁屑放入球化容器内,由下至上的放置顺序为:球化剂-孕育剂-铁屑,后将铁液倒入球化容器内,当铁液温度达到1550℃时,将铁液倒入球化容器内进行球化和孕育处理。
90.步骤七:球化、孕育处理后,在振动和负压条件下将球化和孕育处理后的铁液浇注到泡沫模型簇4中,振动在浇注前开启,振幅为5mm,初始振动频率设置为50hz;然后,保持振幅为5mm,并在浇注完成后10s将振动频率提升至振动频率控制在100hz,其中频率提升的速率为10hz/s振动振动时间为60s;最后,保持振幅为5mm,再以5hz/s开始进行降频,振动频率降低到10hz内时,升降柱8带动工作台6升起。
91.与现有技术相比,本发明通过进行变频振动浇注的方法:开始前先施加较小振动,能够减小浇注开始时金属液在泡沫燃烧气体和较强机械振动下发生飞溅,然后在限定时间内将振动频率提升至所需频率。液态金属在振动的作用下凝固,液相与固相之间会发生相对运动,促使枝晶破碎,从而增加金属熔体中的结晶核心,使铸件组织细化,单位面积内石墨球个数增多,石墨球球化率提高,力学性能得到大幅改善。
92.显然,本发明的上述实施方式仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其他不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本发明的技术方案所引伸的显而易见的变化或变动仍处于本发明的保护范围之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1