一种TC11钛合金铸件的热处理工艺
一种tc11钛合金铸件的热处理工艺
技术领域
1.本发明属于新材料技术领域,具体涉及到一种tc11铸件的热处理工艺。
背景技术:
2.tc11合是一种(α+β)型钛合金,其名义成分为ti-6.5al-3.5mo-1.5zr-0.3si,具有较高的强度,良好的耐热性以及热加工工艺性,可在500℃的环境下长期使用,是目前航空领域中应用最广泛的高温钛合金之一,主要应用于压气机盘、叶片、鼓筒等零部件。
3.金属热处理是机械制造中重要的环节之一,通过热处理可以调控钛合金的组织以获得更好的力学性能。tc11钛合金铸件组织为粗大的片层组织,无法通过热变形进行组织调控,所以需要发明一种热处理工艺改善tc11钛合金铸件综合力学性能。专利《一种获得高韧高损伤容限双相钛合金的热处理方法》(公开号:cn113249667a)中详细介绍了一种适用于tc11、ta15、tc4、tc17等合金锻件、铸件、焊接件的热处理工艺,该工艺整体思路是通过高温退火热处理获得由条状α和β转变组织构成的全片层组织,由于该组织具有显著的阻碍裂纹扩展作用,因此可以显著提高合金强韧性。具体内容为将合金加热到相变点以下10℃保温一段时间随后在2~50℃/秒的速率下冷却,该工艺下的增材制造tc11合金其室温抗拉强度为1070mpa,室温kic为115mpa
·m1/2
。但是,同双态组织相比,全片层组织协调变形能力较差,因此对合金塑性的提高有限。
技术实现要素:
4.本发明的目的是针对tc11钛合金铸造组织调控困难,塑性较差等问题;为了解决上述技术问题,本发明结合tc11合金相变特点,提出了一种tc11钛合金铸件的热处理工艺;具体方案如下:
5.一种tc11钛合金铸件的热处理工艺,其特征在于:以高温固溶+梯度冷却的方式得到一种双态组织,具体步骤如下:
6.步骤一:将tc11钛合金铸件加热至相变点t
β
以下8~13℃(t1)进行保温,保温时长为t1;
7.步骤二:将tc11钛合金铸件以炉冷的方式由t1降至t2并继续保温,保温时长为t2。然后继续炉冷至t3,保温时长为t3……
,以此类推;
8.步骤三:tc11钛合金铸件在tn条件下保温60~120min后,直接出炉空冷至室温;
9.步骤四:将tc11钛合金铸件加热至500~600℃并保温2~8h,随后出炉空冷至室温;
10.其中tn(n=1,2,3
……
)为保温温度,且t1>t2>t3>
……
>tn,要求相邻温度间隔不超过4℃,且tn在相变点以下45~55℃;ti(i=1,2,3
……
)为保温时间,且30min≤ti≤90min。
11.所述的一种tc11钛合金铸件的热处理工艺,其优选方案为所述tc11钛合金铸件最终组织为双态组织,初生α片层含量约为30%~40%,且平均长径比≤3。合金最终的室温拉
伸强度可以达到1070mpa,延伸率将不低于10%;500℃拉伸强度可以达到680mpa。
12.所述的一种tc11钛合金铸件的热处理工艺,其优选方案为步骤二中炉冷的冷却速率在0.2~1℃/min。
13.本发明的有益效果:
14.本发明结合tc11合金铸件成分及原始组织特点,以高温固溶+梯度冷却的热处理工艺得到一种双态组织。该工艺可以使tc11合金铸件的室温拉伸强度达到1070mpa,延伸率达到10%以上;即保证强度的同时提高塑性;500℃的抗拉强度达到680mpa;以此实现更好的力学性能匹配,以适应航空发动机中日益严苛的工作环境。
附图说明
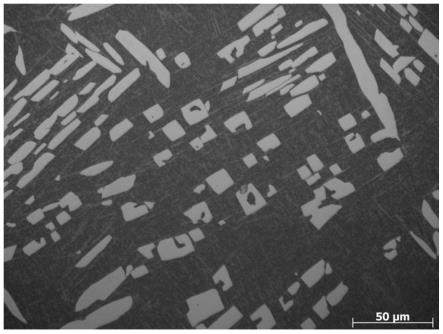
15.图1为本发明实施例1热处理后的tc11合金铸件组织;
16.图2为本发明实施例2热处理后的tc11合金铸件组织。
具体实施方式
17.下面结合实施例对本发明进行详细说明,实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并以实施,但不作为本发明的任何限制依据,凡根据本发明精神实质所做的等效变化和修饰都应涵盖在本发明的保护范围内。
18.实施例1:
19.本实施例所用材料是规格为φ25mm
×
200mm的tc11合金铸棒,其成分为ti-6.6al-3.5mo-1.8zr-0.3si,其合金相变点为1021℃;
20.1)首先将tc11铸棒加热至1010℃保温60min;
21.2)以炉冷的方式将铸棒冷却至1007℃,并继续保温60min;
22.3)继续炉冷至1004℃并保温60min;继续炉冷至1001℃并保温60min;继续炉冷至998℃并保温60min;继续炉冷至995℃并保温60min;继续炉冷至992℃并保温60min;继续炉冷至989℃并保温60min;继续炉冷至986℃并保温60min;继续炉冷至983℃保温60min;继续炉冷至980℃保温120min;继续炉冷至977℃保温120min;继续炉冷至974℃保温120min后出炉空冷至室温;
23.4)将铸件加热至530℃并保温6h,随后出炉空冷至室温。
24.表1和表2为实施例1同对比铸件的力学性能对比,从表中可以看出实施例1的铸件经过热处理后,室温抗拉强度均值为1078mpa;室温延伸率均值为9.25%,均高于热处理前的铸件(对比铸件一);其塑性同传统热处理工艺下的铸件(对比铸件二)相比有显著的提升;500℃高温强度均值为700mpa,高于对比铸件一和对比铸件二。
25.表1 tc11铸棒的室温拉伸性能
[0026][0027]
表2 tc11铸棒的500℃拉伸性能
[0028][0029][0030]
实施例2:
[0031]
本实施例所用材料是规格为φ450mm
×
φ430
×
600mm的tc11铸造桶装材料,其合金相变点为1021℃;
[0032]
1)首先将tc11铸棒加热至1010℃保温60min;
[0033]
2)以炉冷的方式将铸棒冷却至1007℃,并继续保温60min;
[0034]
3)继续炉冷至1004℃并保温60min;继续炉冷至1001℃并保温60min;继续炉冷至998℃并保温60min;继续炉冷至995℃并保温60min;继续炉冷至992℃并保温60min;继续炉冷至989℃并保温60min;继续炉冷至986℃并保温60min;继续炉冷至983℃保温60min;继续炉冷至980℃保温120min;继续炉冷至977℃保温120min;继续炉冷至974℃保温120min;继续炉冷至971℃保温120min后出炉空冷至室温;
[0035]
4)将铸件加热至530℃并保温6h,随后出炉空冷至室温。
[0036]
表3和表4为实施例2同对比铸件的力学性能对比,从表中可以看出实施例2的铸件经过热处理后,室温抗拉强度均值为1076mpa;室温延伸率均值为9.75%,均高于热处理前的铸件(对比铸件一);其塑性同传统热处理工艺下的铸件(对比铸件二)相比有显著的提升;500℃高温强度均值为700mpa,高于对比铸件一和对比铸件二。
[0037]
表3铸件的室温拉伸性能
[0038][0039][0040]
表4 tc11铸棒的500℃拉伸性能
[0041]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1