激光辅助电场驱动喷射沉积修复叶片气膜孔的装置及方法
1.本发明属于叶片气膜孔修复技术领域,尤其涉及一种激光辅助电场驱动喷射沉积修复叶片气膜孔的装置及方法。
背景技术:
2.航空制造业作为战略性高科技产业,其发展水平是一个国家综合国力的象征,更是国家安全和大国地位的重要保障之一。航空发动机作为飞机的“心脏”,其可靠性对飞机的正常运行至关重要。其中涡轮叶片其型面精度以及表面完整性决定了飞机的服役性能和使用寿命,被列为航空发动机制造中核心的部件之一。涡轮叶片由于长期处于离心载荷、热应力及腐蚀等恶劣环境下,叶片上的气膜孔边缘、叶片尖端等微观结构部位因冲刷腐蚀和氧化腐蚀而发生裂纹、磨损、断裂损伤和腐蚀等缺陷,若气膜孔出口表面附近沉积物高度增加会使孔下游气孔膜冷却效率大大降低,进而降低涡轮叶片的使用寿命,而修复叶片气膜孔的成本仅约为制造整体叶片的10%,因此开展航空发动机涡轮叶片气膜孔的修复技术的研究,有利于延长叶片使用寿命,降低制造成本,具有巨大经济效益。
3.发明人发现,为了解决修复叶片气膜孔的问题,公开号cn113249728a的中国专利公开了一种气膜孔的孔壁缺陷修复方法及装置,该发明主要是通过在气膜孔内放入一定量长度的金属磁性微针且加入抛光液,利用电动机提供动力使旋转盘带动圆柱形容器旋转清除堵塞杂质或去除孔壁缺陷,但是该发明只能针对孔壁内侧修复无法针对气膜孔口的周边进行修复,且修复效果不佳;公开号cn201711298960的中国专利公开了一种损伤涡轮叶片修复后气膜孔的修复方法,该发明是利用超快激光对待修复气膜孔进行修复采用旋切逐层扫描制孔方式,进行圆环旋切修孔,进行多余涂层的去除,进而将待修复气膜孔加工为满足要求的气膜孔,但是该发明操作过程中会出现较大的误差,且过程需要逐层去除,过程繁琐,针对气膜孔的修复效果并不明显,只是把修复叶片时堵住气膜孔的涂层去除,并未达到真正修复气膜孔的目的。
技术实现要素:
4.本发明为了解决上述问题,提出了一种激光辅助电场驱动喷射沉积修复叶片气膜孔的装置及方法,本发明操作简单,可对已经腐蚀破损的气膜孔进行修复,粉末可被微米级别的熔池捕获,成形质量好、成形效率高,并可实现对磨损部位的精准修复而达到理想效果。
5.为了实现上述目的,本发明是通过如下的技术方案来实现:
6.第一方面,本发明提供了一种激光辅助电场驱动喷射沉积修复叶片气膜孔的装置,包括:
7.电场驱动喷射沉积打印设备,包括用于放置发动机的平板电极和打印喷嘴,所述打印喷嘴用于将浆料打印成丝材;
8.激光器,用于将所述丝材进行重熔,同时在叶片气膜孔待修复位置形成熔池;重熔
后的丝材与熔池内的物质结合,对叶片气膜孔进行修复。
9.进一步的,所述平板电极练级有高压电源。
10.进一步的,所述打印喷嘴与打印喷头最下端的出料口连通,并位于所述平板电极的正上方,所述打印喷嘴垂直于平板电极。
11.进一步的,所述打印喷头通过连接架与xyz三轴运动平台连接。
12.第二方面,本发明还提供了一种激光辅助电场驱动喷射沉积修复叶片气膜孔的方法,采用了如第一方面中所述的激光辅助电场驱动喷射沉积修复叶片气膜孔的装置,包括:
13.利用电场驱动喷射沉积技术,将浆料打印成丝材;
14.在激光束的照射下,将所述丝材进行重熔,同时在叶片气膜孔待修复位置形成熔池;
15.重熔后的丝材与熔池内的物质结合,对叶片气膜孔进行修复。
16.进一步的,将浆料打印成丝材时,施加高电压,通过自感应在浆料液滴表面形成感应电荷,电荷与电荷之间的斥力诱导锥射流形成,得到丝材。
17.进一步的,所述高压电压为直流高压、脉冲高压或交流高压;所述直流高压范围为0kv~5kv;脉冲高压范围为0kv~
±
4kv,脉冲频率范围为0hz~3000hz;交流高压范围为0kv~
±
4kv;喷嘴移动速度为0~20μm/s。
18.进一步的,发射激光束的激光器参数为功率:0~1500w,光斑直径:10-20μm,扫描速度10~30μm/s。
19.进一步的,所述浆料包括镍基高温合金金属粉末和粘结剂。
20.进一步的,所述浆料包括镍基高温合金金属粉末、纳米陶瓷粉末和粘结剂。
21.进一步的,激光束的高能量密度使得丝材中的粘结剂汽化,金属粉末熔化;同时,在激光束的高能量密度在,将丝材内部的微孔排出。
22.与现有技术相比,本发明的有益效果为:
23.1、本发明中通过电场驱动喷射沉积打印设备生产修复所需要的丝材,然后,在激光器的作用下,将丝材进行重熔,同时在叶片气膜孔待修复位置形成微熔池的目的,可实现丝材与微熔池内物质的结合;操作简单,可对已经腐蚀破损的气膜孔进行修复,重熔后的粉末可被微米级别的微熔池捕获,成形质量好、成形效率高,并可实现对磨损部位的精准修复而达到理想效果;
24.2、目前,能够实现修复的激光增材制造技术只有基于粉末送进技术特征的激光立体成形技术,但是受到同步粉末送进过程中粉末汇聚精度的影响,粉末难以被微米级别的微熔池捕获,成形质量差、成形效率低;而本实施例中,将粉末配成浆料,通过电场驱动喷射沉积微纳3d打印技术,实现“微丝材”的制备,再与激光束作用下进行激光修复,可实现对磨损部位的精准修复,该方法操作简单,可对已经腐蚀破损的气膜孔进行修复,粉末可被微米级别的微熔池捕获,成形质量好、成形效率高,并可实现对磨损部位的精准修复而达到理想效果,解决了传统激光修复难以实现微尺度修复的难题。
附图说明
25.构成本实施例的一部分的说明书附图用来提供对本实施例的进一步理解,本实施例的示意性实施例及其说明用于解释本实施例,并不构成对本实施例的不当限定。
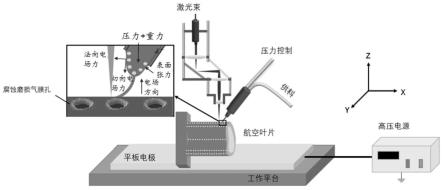
26.图1为本发明实施例1的结构示意图。
具体实施方式:
27.下面结合附图与实施例对本发明作进一步说明。
28.应该指出,以下详细说明都是示例性的,旨在对本技术提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
29.术语解释:
30.电场驱动喷射沉积:是一种基于自激发静电感应电场驱动微喷射成形3d打印成形技术。
31.航空发动机叶片气膜孔:是航空发动机涡轮叶片表面上具有一定排布规律的圆形孔,可使涡轮叶片的表面上形成一层冷却气膜,用于对涡轮叶片进行冷却。
32.微丝材:是由电场驱动喷射沉积打印出的微观结构,其形状是丝状。
33.实施例1:
34.气膜孔是涡轮叶片表面上具有一定排布规律的圆形孔(其直径20μm-800μm),其作用是通过从压气机中抽取冷气通过强化对流换热将叶片内部分热量带走,随后自涡轮叶片的叶身或者端壁上的气膜孔流出,冷气由于流动的作用会粘附在壁面附近形成温度较低的冷气层,从而起到良好的高温隔离作用并使叶片不被高温燃气烧蚀,进而达到对涡轮叶片冷却的效果。涡轮叶片气膜孔的冷却设计可以使叶片壁厚减小减轻重量、使用现有的材料降低成本、提高涡前温度从而提高推重比和延长零部件寿命。
35.为了解决航空发动机叶片气膜孔的修复问题,本实施例中,提出了一种激光辅助电场驱动喷射沉积修复叶片气膜孔的装置,包括电场驱动喷射沉积打印设备和激光器;
36.所述电场驱动喷射沉积打印设备包括用于放置发动机的平板电极和打印喷嘴,所述打印喷嘴用于将浆料打印成丝材;
37.所述激光器,用于将所述丝材进行重熔,同时在叶片气膜孔待修复位置形成微熔池;重熔后的丝材与微熔池内的物质结合,对叶片气膜孔进行修复。
38.所述电场驱动喷射沉积打印设备的作用为,利用电场驱动喷射沉积微纳3d打印技术实现微米尺度“微丝材”的成形,电场驱动喷射沉积微纳3d打印技术通过在喷嘴与基板之间施加高电压(或只在基板处施加高电压,即单电势),通过自感应在喷嘴出口处的浆料液滴表面形成感应电荷,电荷与电荷之间的斥力诱导锥射流的形成,从而打印出宽度为10μm甚至更细的“微丝材”。需要说明的是,本实施例中,所述浆料可以包括镍基高温合金金属粉末和粘结剂;浆料是由金属粉末与粘结剂根据一定配比配成,具体的,镍基高温合金金属粉末和粘结剂所述比例可以为:镍基高温合金金属粉末65-80wt%,粘合剂8-25wt%,溶剂5-15wt%,所述镍基高温合金金属粉末可以在现有产品中获得;在其他实施例中,所述浆料可以包括镍基高温合金金属粉末、纳米陶瓷粉末和粘结剂,镍基高温合金金属粉末、纳米陶瓷粉末和粘结剂所属配比可以为:镍基高温合金金属粉末粉末60-70wt%,陶瓷粉末5-10%,粘合剂8-25wt%,溶剂5-15wt%。
39.所述激光器的作用是,基于“微丝材”送进的激光立体成形技术,基于电场驱动喷射沉积微纳3d打印成形的“微丝材”,在激光束的照射下,发生重熔;一方面,激光的高能量
密度会汽化掉微丝材中的粘结剂同时熔化金属,在马兰戈尼(marangoni)对流的作用下,将微丝材内部的微孔等排出,形成致密的组织。另一方面,激光束的高能量密度会在基板上形成微熔池,从而使得“微丝材”与基板为冶金结合,满足结合强度要求。
40.本实施例的主要内容如下:
41.所述电场驱动喷射沉积打印设备采用单平板电极电场驱动多喷头喷射沉积微纳3d打印装置,包括打印喷头模组、任意材质的打印喷嘴模组、任意材质的打印基材、平板电极、打印平台、信号发生器、高压电源、供料模组、精密背压控制模组、xyz三轴精密运动平台、正压气路系统、观测定位模块、uv固化模块、激光测距仪、底座、连接架、第一可调支架、第二可调支架和第三可调支架等;
42.把打印平台固定在底座上,平板电极位于打印平台之上,信号发生器的输出端与高压电源连接,高压电源的一端与平板电极连接,另一端接地;打印基材位于平板电极之上,打印喷嘴模组中的每个打印喷嘴与打印喷头模组中对应的打印喷头最下端的出料口连接,并位于平板电极的正上方,且打印喷嘴模组中的每个打印喷嘴都垂直于平板电极;供料模组中的每个供料模块与打印喷头模组的对应打印喷头的下半部连通,精密背压控制模组中的背压控制模块与打印喷头模组中对应的打印喷头的顶部连通,正压气路系统与精密背压控制模组中的各个背压控制模连通;打印喷头模组通过连接架与xyz三轴精密运动平台连接,观测定位模块与第一可调支架连接,第一可调支架与连接架固定连接;激光测距仪与第二可调支架连接,第二可调支架与连接架固定连接;uv固化模块与第三可调支架连接,第三可调支架与连接架固定连接。
43.所述信号发生器用于能够输出多种波形,输出频率0mhz~1mhz,能够调节所输出的峰值电压、偏置电压、频率和占空比,按需要实现点或线的打印。此处高压电源设定为放大器模式,信号发生器设置为频率为800hz、峰值为7v、偏置电压为0v、占空比50%;
44.所述观测定位模块用于观察和定位打印喷头相对于气膜孔在垂直方向的位置,此处可使用工业相机或高分辨率ccd相机;
45.所述uv固化模块用于使打印出的微丝材快速固化,此处可使用led或高压汞灯;
46.所述激光测距仪用于实现打印出的微丝材与气膜孔的精准测量;
47.本实施例中,电场驱动喷射沉积打印的工艺参数范围可以设置为:打印喷嘴的内径尺寸范围为0.1μm~300μm,平板电极的厚度范围为0.5mm~30mm,高压电源能够输出直流高压、交流高压或者脉冲高压,直流高压范围为0kv~5kv,输出脉冲直流电压范围为0kv~
±
4kv且连续可调,输出脉冲频率范围为0hz~3000hz且连续可调,交流高压范围为0kv~
±
4kv,喷嘴移动速度0~20μm/s。
48.调整好涡轮发动机叶片的位置,使喷嘴放置在涡轮叶片破损腐蚀气膜孔的正上方,在气膜孔周围打印出“微丝材”。
49.采用适用于固体激光器,熔覆工艺参数范围可以设置为:功率:0~1500w,光斑直径:10-20μm,扫描速度10~30μm/s。
50.调整激光器的位置,基于电场驱动喷射沉积微纳3d打印成形的“微丝材”,在激光束的照射下,发生重熔;其中,激光的高能量密度会汽化掉微丝材中的粘结剂同时熔化金属,同时在马兰戈尼(marangoni)对流的作用下,将微丝材内部的微孔等排出,形成致密的组织;另外激光束的高能量密度会在基板上形成微熔池,从而使得“微丝材”与基板为冶金
结合,满足结合强度要求,从而达到修复效果。
51.实施例2:
52.本实施例提供了一种激光辅助电场驱动喷射沉积修复叶片气膜孔的方法,采用了实施例1中所述的激光辅助电场驱动喷射沉积修复叶片气膜孔的装置,包括:
53.利用电场驱动喷射沉积技术,将浆料打印成丝材;
54.在激光束的照射下,将所述丝材进行重熔,同时在叶片气膜孔待修复位置形成微熔池;
55.重熔后的丝材与微熔池内的物质结合,对叶片气膜孔进行修复。
56.本实施例中,将浆料打印成丝材时,施加高电压,通过自感应在浆料液滴表面形成感应电荷,电荷与电荷之间的斥力诱导锥射流形成,得到丝材。
57.本实施例中,所述高压电压为直流高压、脉冲高压或交流高压;所述直流高压范围为0kv~5kv;脉冲高压范围为0kv~
±
4kv,脉冲频率范围为0hz~3000hz;交流高压范围为0kv~
±
4kv;喷嘴移动速度为0~20μm/s。
58.本实施例中,发射激光束的激光器参数为功率:0~1500w,光斑直径:10-20μm,扫描速度10~30μm/s。
59.本实施例中,所述浆料包括镍基高温合金金属粉末和粘结剂。
60.本实施例中,所述浆料包括所述镍基高温合金金属粉末、纳米陶瓷粉末和粘结剂。
61.本实施例中,激光束的高能量密度使得丝材中的粘结剂汽化,金属粉末熔化;同时,在激光束的高能量密度在,将丝材内部的微孔排出。
62.实施例3:
63.与实施例2不同的是,本实施例中,选取电场驱动喷射沉积3d打印的工艺参数:打印喷嘴的内径尺寸100μm,喷嘴移动速度20μm/s,直流高压2kv。之后调整好涡轮发动机叶片的位置,使喷嘴放置在涡轮叶片破损腐蚀气膜孔的正上方,在气膜孔周围打印出“微丝材”。接着采用输出连续激光的激光器,工艺参数:功率300w,光斑直径2μm,扫描速度10μm/s。调整激光器的位置,基于电场驱动喷射沉积微纳3d打印成形的“微丝材”,在激光束的照射下,发生重熔,激光束的高能量密度会在基板上形成微熔池,从而使得“微丝材”与基板为冶金结合,满足结合强度要求。从而达到修复效果。
64.实施例4:
65.与实施例2和实施例3不同的是,本实施例中,选取电场驱动喷射沉积3d打印的工艺参数:打印喷嘴的内径尺寸100μm,喷嘴移动速度20μm/s,直流高压2kv。之后调整好涡轮发动机叶片的位置,使喷嘴放置在涡轮叶片破损腐蚀气膜孔的正上方,在气膜孔周围打印出“微丝材”。接着采用输出连续激光的激光器,工艺参数:功率500w,光斑直径2μm,扫描速度15μm/s。调整激光器的位置,基于电场驱动喷射沉积微纳3d打印成形的“微丝材”,在激光束的照射下,发生重熔,激光束的高能量密度会在基板上形成微熔池,从而使得“微丝材”与基板为冶金结合,满足结合强度要求。从而达到修复效果。
66.以上所述仅为本实施例的优选实施例而已,并不用于限制本实施例,对于本领域的技术人员来说,本实施例可以有各种更改和变化。凡在本实施例的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实施例的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1