一种接地极表面的热喷涂长效耐蚀防护涂层及其制备方法与流程
:
1.本发明涉及一种接地极表面的热喷涂长效耐蚀防护涂层及其制备方法。
背景技术:
2.目前,接地已成为保障电力系统、建筑设施等安全运行和人身安全的重要措施。接闪器、引下线、电涌保护器只有通过良好的接地装置才能将强大的雷电流迅速泄放入地。接地极作为接地装置的核心部件,且长期处在地下或阴暗、潮湿的环境中,极易受土壤ph值、含水量、含盐总量、各种阴阳离子含量、有机质含量和微生物细菌活动等多种因素的影响发生腐蚀和断裂,接地极发生腐蚀后,接地极材料受损,表层腐蚀产物会造成接地性能不良,无法满足泄流时对热、动稳定的要求,并且因为接地极受到腐蚀后跨步电压增大,危及人身安全,形成严重的安全隐患,因此,研究接地极在土壤中的腐蚀防护方法,是雷电防护工程亟需解决的课题。
3.随着科技的发展,系统接地与设备保护接地工程对防腐接地极提出了更高要求,各种接地极材料不断涌现。目前,国内外采用的接地极材料的防腐措施主要有镀锌钢、铜包钢、不锈钢包钢、导电防腐涂料等。钢表面镀锌是提高钢铁材料耐蚀性最经济有效的方法之一,由于价格低廉,加工性能好,镀锌钢仍占接地市场份额的90%以上。铜包钢由于具有良好的导电性能、较高的机械强度、较好的耐腐蚀性能,因而被国外发达国家广泛应用于接地材料中。纯不锈钢由于其使用性能和加工性能的局限以及价格因素的限制,导致其较少被用作接地材料。此外,不锈钢包钢接地极尚处于研究阶段,相关研究表明,不锈钢包覆钢的腐蚀速率远小于铜包钢的腐蚀速率,前者造价虽为镀锌钢的3倍,但是使用寿命却为镀锌钢的5~8倍,因此综合成本远低于镀锌钢。目前,作为主流产品的镀锌钢和铜包钢,市场占有率高,表面锌层和铜层可以很好地保护接地体不被腐蚀,但其材料或因生产工艺弊端带来包覆层过薄、厚度不均或金属间结合力较弱等问题,使用寿命却无法达到预期年限;不锈钢包钢的防腐性能优异,但其加工性能较差,仍需研究相关成型工艺;而导电防腐涂料虽易于施工、价格低廉、节能环保,但其最大的问题是施工过程中易破损、不耐撞击等问题。上述现状可见,目前主流的常规接点极产品已不再满足未来高标准的接地要求,实现接地极长效耐蚀防护涂层的大规模生产应用,亟需开发一种新型的低成本、高质量、大面积、适合工业化生产的涂层制备技术。
4.接地极材料表面涂层工艺是解决或缓解接地极材料腐蚀的重要途径之一,相比于完全改变接地极材料本体具有成本低的特点。因此,利用表面工程技术开发可应用于接地极表面强化的防护涂层具有科学性、可行性。热喷涂技术是一种新兴的表面强化技术,它是表面工程技术的重要组成部分,适合工业化、大面积生产。热喷涂技术不受工件尺寸、施工场所的限制,具有涂层沉积效率高、基体热影响小、涂层结合力高等特点。同时,该技术可选择的原始喷涂材料广泛,可满足各类表面强化功能要求,可形成耐磨、耐蚀、隔热、抗氧化、绝缘、导电等具有各种特殊功能的涂层,利用该技术可针对接地极表面开发出高效、低成本、可产业化应用的长效耐蚀防护涂层。
技术实现要素:
5.本发明的目的是为了解决为了避免或降低接地极的腐蚀的问题,提供了一种接地极表面的热喷涂长效耐蚀防护涂层及其制备方法。
6.本发明一种接地极表面的热喷涂长效耐蚀防护涂层由耐蚀隔离层和耐蚀功能增强层组成,其中耐蚀隔离层厚度为50~250μm,耐蚀功能增强层厚度为100~300μm。
7.本发明一种接地极表面的热喷涂长效耐蚀防护涂层的制备方法,包括以下步骤:
8.一、依次对接地极基体表面进行除油和喷砂粗化处理,得到具有粗糙表面的基体;
9.二、按质量百分含量称取1~5%稀土材料、1~10%碳材料、20~80%金属陶瓷材料和余量镍基金属材料;然后放入到球磨罐中,进行球磨处理,使其充分均匀混合,得到耐蚀隔离层材料;
10.三、利用热喷涂工艺在具有粗糙表面的基体表面喷涂耐蚀隔离层材料,得到耐蚀隔离层;
11.四、利用热喷涂工艺在耐蚀隔离层表面喷涂耐蚀功能增强层,得到长效耐蚀防护涂层。
12.与现有的技术相比,本发明具有如下优势:
13.(1)以稀土材料、导电材料、金属陶瓷材料和耐蚀镍基金属材料为复合粉末原料,利用热喷涂技术一步成型制备长效耐蚀涂层,严格控制复合粉末中各个组分的配比,有效实现了复合粉末材料的多功能化及协同,使制备的复合涂层在维持接地极导电功能的前提下,提升了对接地极基体的耐磨、耐蚀防护,延长其使用寿命。其中,筛选并优化稀土材料及其添加量,使喷涂过程中复合粉末各材料组分的润湿性得到改善,同时使涂层形成过程中镍基金属、金属陶瓷材料晶粒得到细化,减少了粗大杂质相,有利于耐蚀隔离层的致密度、耐腐蚀性能;适量加入碳材料则在不影响涂层的耐蚀性能的前提下,有效调控耐蚀隔离层整体的电阻性能,以满足接电极导电性能;金属陶瓷材料和镍基金属的加入,利于形成高硬度、高韧性、高耐蚀能力的隔离层。
14.(2)耐蚀功能增强层为热喷涂制备的软质且可作为牺牲阳极的金属涂层,牺牲阳极材料作为耐蚀功能增强层,进一步提升接地极长效耐蚀目的,涂层制备操作简单、安全性好、成本低,实现的牺牲阳极功能有效隔绝了接地极周围腐蚀介质与防护涂层的接触,提升防护涂层的防护功能。同时,软质的功能增强层的制备,又实现了其对表面防护涂层的封闭作用,使防护涂层更为致密。
15.本发明提供的一种接地极表面的热喷涂长效耐蚀防护涂层及其制备方法具有成本低、性能优越和适应于产业化等优点,在实现接地极的防护长效耐腐蚀领域具有良好的应用价值和市场前景。
附图说明
16.图1为本发明长效耐蚀防护涂层的结构示意图;
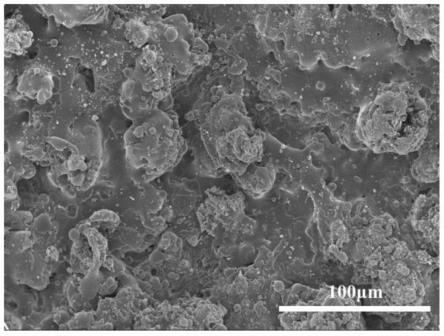
17.图2为实施例1制备的接地极表面的热喷涂长效耐蚀防护涂层表面的场发射扫描电镜图(fesem);
18.图3为实施例1制备的接地极表面的热喷涂长效耐蚀防护涂层断面的场发射扫描电镜图;
19.图4为实施例1制备的接地极表面的热喷涂长效耐蚀防护涂层盐雾试验2000h后的数码照片;
20.图5为实施例1制备的耐蚀隔离层盐雾试验2000h后的数码照片。
具体实施方式
21.具体实施方式一:本实施方式一种接地极表面的热喷涂长效耐蚀防护涂层由耐蚀隔离层和耐蚀功能增强层组成,其中耐蚀隔离层厚度为50~250μm,耐蚀功能增强层厚度为100~300μm。
22.具体实施方式二:本实施方式与具体实施方式一不同的是:所述的耐蚀隔离层厚度为100~200μm;耐蚀功能增强层厚度为150~250μm。其它与具体实施方式一相同。
23.具体实施方式三:本实施方式与具体实施方式一或二不同的是:所述的耐蚀隔离层按质量百分含量由1~5%稀土材料、1~10%碳材料、20~80%金属陶瓷材料和余量镍基金属材料组成;其中,稀土材料为氧化铈、氧化钇中的一种或两种按任意比混合,颗粒尺寸为5~40nm;碳材料为导电石墨、导电乙炔碳、碳纳米管中的一种或几种按任意比混合,颗粒尺寸为5~20nm,碳纳米管尺寸为直径1~5nm,长度5~20μm;金属陶瓷材料为cr3c
2-ni、wc-co、wc-co-cr、cr3c
2-nicr、cr3c
2-conicraly、wc-fecral中的一种或几种按任意比混合,颗粒尺寸为30~80μm;镍基金属为不锈钢、镍铬合金、ni60中的一种或几种按任意比混合,颗粒尺寸为20~80μm。具体实施方式一或二相同。
24.具体实施方式四:本实施方式与具体实施方式一至三之一不同的是:所述的耐蚀功能增强层由金属材料制成;其中,所述的金属材料为铝及其合金、锌及其合金和铜及其合金中的一种或几种按任意比混合。其它与具体实施方式一至三之一相同。
25.具体实施方式五:本实施方式一种接地极表面的热喷涂长效耐蚀防护涂层的制备方法,包括以下步骤:
26.一、依次对接地极基体表面进行除油和喷砂粗化处理,得到具有粗糙表面的基体;
27.二、按质量百分含量称取1~5%稀土材料、1~10%碳材料、20~80%金属陶瓷材料和余量镍基金属材料;然后放入到球磨罐中,进行球磨处理,使其充分均匀混合,得到耐蚀隔离层材料;
28.三、利用热喷涂工艺在具有粗糙表面的基体表面喷涂耐蚀隔离层材料,得到耐蚀隔离层;
29.四、利用热喷涂工艺在耐蚀隔离层表面喷涂耐蚀功能增强层,得到长效耐蚀防护涂层。
30.本实施方式中所述的耐蚀功能增强层由金属材料制成;其中,所述的金属材料为铝、铝合金、锌、锌合金、铜、铜合金中的一种或几种按任意比混合。
31.具体实施方式六:本实施方式与具体实施方式五不同的是:所述的接地极基体为不锈钢、铸铁、扁钢或镀锌钢。其它与具体实施方式一至五之一相同。
32.具体实施方式七:本实施方式与具体实施方式五或六不同的是:步骤一中所述除油方法为:采用无水乙醇、丙酮依次对基体进行清洗,以去除油污;喷砂粗化处理方法为采用喷砂机进行喷砂粗化,空气压力为0.5~1.0mpa,喷砂用砂丸目数为16~60目。其它与具体实施方式五或六相同。
33.具体实施方式八:本实施方式与具体实施方式五至七之一不同的是:步骤二中球磨处理的球料比为10~50wt.%,转速200~500rpm,球磨时间为20~60min。其它与具体实施方式五至七之一相同。
34.具体实施方式九:本实施方式与具体实施方式五至八之一不同的是:步骤三中所述热喷涂工艺为:采用超音速火焰喷涂方法进行喷涂,其喷涂参数为:助燃气o2,流量700~1200nlpm,燃油为航空煤油,流量15~30l/h、送粉气为n2,流量2~8nlpm,辅助气为压缩空气,压力为3~6bar,送粉速率为30~120g/min,喷涂距离为200~350mm,机械手速度200~500mm/s,喷涂遍数为3~10遍。其它与具体实施方式五至八之一相同。
35.具体实施方式十:本实施方式与具体实施方式五至九之一不同的是:步骤四中所述热喷涂工艺为采用电弧喷涂方法进行喷涂,其喷涂参数为喷涂电流为100~220a,电压为28~40v,喷涂距离为100~300mm,电弧喷枪移动速度为100~500mm/s,空气压力为0.35~1.0mpa,涂层喷涂遍数为5~20遍。其它与具体实施方式五至九之一相同。
36.通过以下试验验证本发明的有益效果:
37.实施例1
38.本实施例接地极表面的热喷涂长效耐蚀防护涂层的制备方法按以下步骤进行:
39.(1)以镀锌钢为基体,依次用丙酮、酒精清洗并干燥后,对基体表面喷砂粗化处理得到裸露金属本色的粗糙表面的基体。喷砂工艺参数为空气压力0.8mpa,喷砂用砂丸目数36目。
40.(2)称取5g氧化铈,5g导电石墨,60gwc-10co-4cr,30gni60粉末,放入球磨罐中,球磨过程中球料比为30wt.%,转速为300rpm,球磨时间为30min,球磨完成后得到复合粉末,80℃烘干待用。
41.(3)采用超音速火焰喷涂方法,将步骤(2)获取的复合粉末,在基体表面喷涂耐蚀隔离层,具体喷涂参数为:助燃气o2,流量800nlpm,燃油为航空煤油,流量18.9l/h、送粉气为n2,流量5nlpm,辅助气为压缩空气,压力为5bar,送粉速率为45g/min,喷涂距离为300mm,机械手速度250mm/s,喷涂遍数为5遍。
42.(4)选用直径2mm的纯铝丝,利用电弧喷涂技术在步骤(3)制备的耐蚀隔离层表面喷涂耐蚀功能增强层,具体喷涂参数为:喷涂电流为150a,电压为32v,喷涂距离为150mm,电弧喷枪移动速度为200mm/s,空气压力为0.6mpa,涂层喷涂遍数为4遍。
43.本实施例制备的接地极表面的热喷涂长效耐蚀防护涂层的结构示意图如图1所示。
44.对上述制备的接地极表面的热喷涂长效耐蚀防护涂层样品进行如下性能测试:
45.(1)涂层表面形貌:利用场发射扫描电子显微镜(fesem)观察涂层表面微观形貌(图2),可见熔融、扁平的金属离子覆盖于表面形成涂层;断面照片(图3)显示,耐蚀隔离层厚度为130μm,耐蚀功能增强层厚度为230μm,耐蚀隔离层致密、与基体结合紧密,耐蚀功能增强层均匀致密,与耐蚀隔离层结合紧密,各界面处无明显裂纹。对涂层断面利用imagej软件计算各涂层孔隙率,结果表明,耐蚀隔离层孔隙率0.28%,耐蚀功能增强层孔隙率1.02%,低孔隙率将有利于涂层的防腐性能。
46.(2)耐腐蚀性能测试:利用盐雾试验箱进行标准中性盐雾试验表征涂层的耐腐蚀性能。结果表明,中性盐雾试验2000h后,结果见图4表面未出现明显的腐蚀产物,涂层耐蚀
防腐性能优异。同样对本实施例步骤(3)得到的喷涂耐蚀隔离层的基体进行耐腐蚀性能测试,中性盐雾试验1200h后,结果见图5,发现表面出现少量点状腐蚀产物,说明涂层存在微细孔隙,引起局部区域点蚀。
47.(3)导电性能测试:利用万用表测试整体接点极的导电性能。结果表明,接地极基体与涂层间的电阻与原镀锌钢接地极电阻值无异,满足接地极行业要求。
48.实施例2
49.本实施例接地极表面的热喷涂长效耐蚀防护涂层的制备方法按以下步骤进行:
50.(1)以不锈钢接点极为基体,依次用丙酮、酒精清洗并干燥后,对基体表面喷砂粗化处理得到裸露金属本色的粗糙表面的基体。喷砂工艺参数为空气压力0.8mpa,喷砂用砂丸目数36目。
51.(2)称取5g氧化铈,5g导电乙炔碳,50g wc-12co,40gni60粉末,放入球磨罐中,球磨过程中球料比为30wt.%,转速为200rpm,球磨时间为45min,球磨完成后,得到复合粉末,80℃烘干待用。
52.(3)采用超音速火焰喷涂方法,将步骤(2)获取的复合粉末,在基体表面喷涂耐蚀隔离层,具体喷涂参数为:助燃气o2,流量876nlpm,燃油为航空煤油,流量22.7l/h、送粉气为n2,流量5nlpm,辅助气为压缩空气,压力为5bar,送粉速率为45g/min,喷涂距离为300mm,机械手速度250mm/s,喷涂遍数为5遍。
53.(4)选用直径2mm的锌铝丝,利用电弧喷涂技术在步骤(3)制备的耐蚀隔离层表面喷涂耐蚀功能增强层,具体喷涂参数为:喷涂电流为120a,电压为28v,喷涂距离为200mm,电弧喷枪移动速度为200mm/s,空气压力为0.5mpa,涂层喷涂遍数为5遍。
54.对上述制备的接地极表面的热喷涂长效耐蚀防护涂层样品进行如下性能测试:
55.(1)涂层表面形貌:利用场发射扫描电子显微镜(fesem)观察涂层表面微观形貌,可见熔融、扁平的金属离子覆盖于表面形成涂层;断面照片显示,耐蚀隔离层厚度为150μm,耐蚀功能增强层厚度为200μm,耐蚀功能增强层、耐蚀隔离层、基体之间结合紧密,各界面处无明显裂纹。对涂层断面利用imagej软件计算各涂层孔隙率,结果表明,耐蚀隔离层孔隙率0.15%,耐蚀功能增强层孔隙率1.32%,低孔隙率将有利于涂层的防腐性能。
56.(2)耐腐蚀性能测试:利用盐雾试验箱进行标准中性盐雾试验表征涂层的耐腐蚀性能。结果表明,中性盐雾试验2000h后,表面未出现明显的腐蚀产物,涂层耐蚀防腐性能优异。
57.(3)导电性能测试:利用万用表测试整体接点极的导电性能。结果表明,接地极基体与涂层间的电阻与商用镀锌钢接地极电阻值无异,满足接地极行业要求。
58.实施例3
59.本实施例接地极表面的热喷涂长效耐蚀防护涂层的制备方法按以下步骤进行:
60.(1)以不锈钢接点极为基体,依次用丙酮、酒精清洗并干燥后,对基体表面喷砂粗化处理得到裸露金属本色的粗糙表面的基体。采用工艺参数为空气压力0.6mpa,喷砂用砂丸目数36目。
61.(2)称取4g氧化铈,10g导电乙炔碳,45g cr3c2-nicr,41g 316l不锈钢粉末,放入球磨罐中,球磨过程中球料比为40wt.%,转速为200rpm,球磨时间为45min,球磨完成后得到复合粉末,80℃烘干待用。
62.(3)采用超音速火焰喷涂方法,将步骤(2)获取的复合粉末,在基体表面喷涂耐蚀隔离层,具体喷涂参数为:助燃气o2,流量900nlpm,燃油为航空煤油,流量25.3l/h、送粉气为n2,流量5nlpm,辅助气为压缩空气,压力为5bar,送粉速率为45g/min,喷涂距离为300mm,机械手速度250mm/s,喷涂遍数为4遍。
63.(4)选用直径2mm的锌铝丝,利用电弧喷涂技术在步骤(3)制备的耐蚀隔离层表面喷涂耐蚀功能增强层,具体喷涂参数为:喷涂电流为120a,电压为28v,喷涂距离为200mm,电弧喷枪移动速度为200mm/s,空气压力为0.6mpa,涂层喷涂遍数为5遍。
64.对上述制备的接地极表面的热喷涂长效耐蚀防护涂层样品进行如下性能测试:
65.(1)涂层表面形貌:利用场发射扫描电子显微镜(fesem)观察涂层表面微观形貌,可见熔融、扁平的金属离子覆盖于表面形成涂层;断面照片显示,耐蚀隔离层厚度为150μm,耐蚀功能增强层厚度为200μm,耐蚀功能增强层、耐蚀隔离层、基体之间结合紧密,各界面处无明显裂纹。对涂层断面利用imagej软件计算各涂层孔隙率,结果表明,耐蚀隔离层孔隙率0.25%,耐蚀功能增强层孔隙率1.76%,低孔隙率将有利于涂层的防腐性能。
66.(2)耐腐蚀性能测试:利用盐雾试验箱进行标准中性盐雾试验表征涂层的耐腐蚀性能。结果表明,中性盐雾试验2000h后,表面未出现明显的腐蚀产物,涂层耐蚀防腐性能优异。
67.(3)导电性能测试:利用万用表测试整体接点极的导电性能。结果表明,接地极基体与涂层间的电阻与商用镀锌钢接地极电阻值无异,满足接地极行业要求。
68.实施例4
69.本实施例接地极表面的热喷涂长效耐蚀防护涂层的制备方法按以下步骤进行:
70.(1)以不锈钢接点极为基体,依次用丙酮、酒精清洗并干燥后,对基体表面喷砂粗化处理得到裸露金属本色的粗糙表面的基体。采用工艺参数为空气压力0.6mpa,喷砂用砂丸目数36目。
71.(2)称取4g氧化铈,6g碳纳米管,60g cr3c2-nicr,30g 316l不锈钢粉末,放入球磨罐中,球磨过程中球料比为40wt.%,转速为200rpm,球磨时间为45min,球磨完成后得到复合粉末,80℃烘干待用。
72.(3)采用超音速火焰喷涂方法,将步骤(2)获取的复合粉末,在基体表面喷涂耐蚀隔离层,具体喷涂参数为:助燃气o2,流量900nlpm,燃油为航空煤油,流量25.3l/h、送粉气为n2,流量5nlpm,辅助气为压缩空气,压力为5bar,送粉速率为40g/min,喷涂距离为300mm,机械手速度250mm/s,喷涂遍数为4遍。
73.(4)选用直径2mm的锌丝,利用电弧喷涂技术在步骤(3)制备的耐蚀隔离层表面喷涂耐蚀功能增强层,具体喷涂参数为:喷涂电流为100a,电压为28v,喷涂距离为200mm,电弧喷枪移动速度为200mm/s,空气压力为0.6mpa,涂层喷涂遍数为5遍。
74.对上述制备的接地极表面的热喷涂长效耐蚀防护涂层样品进行如下性能测试:
75.(1)涂层表面形貌:利用场发射扫描电子显微镜(fesem)观察涂层表面微观形貌,可见熔融、扁平的金属离子覆盖于表面形成涂层;断面照片显示,耐蚀隔离层厚度为150μm,耐蚀功能增强层厚度为200μm,耐蚀功能增强层、耐蚀隔离层、基体之间结合紧密,各界面处无明显裂纹。对涂层断面利用imagej软件计算各涂层孔隙率,结果表明,耐蚀隔离层孔隙率0.63%,耐蚀功能增强层孔隙率2.18%,低孔隙率将有利于涂层的防腐性能。
76.(2)耐腐蚀性能测试:利用盐雾试验箱进行标准中性盐雾试验表征涂层的耐腐蚀性能。结果表明,中性盐雾试验2000h后,表面未出现明显的腐蚀产物,涂层耐蚀防腐性能优异。
77.(3)导电性能测试:利用万用表测试整体接点极的导电性能。结果表明,接地极基体与涂层间的电阻与商用镀锌钢接地极电阻值无异,满足接地极行业要求。
78.实施例5
79.本实施例接地极表面的热喷涂长效耐蚀防护涂层的制备方法按以下步骤进行:
80.(1)以不锈钢接点极为基体,依次用丙酮、酒精清洗并干燥后,对基体表面喷砂粗化处理得到裸露金属本色的粗糙表面的基体。采用工艺参数为空气压力0.6mpa,喷砂用砂丸目数36目。
81.(2)称取4g氧化钇,4g碳纳米管,2g导电石墨,60g wc-12co,30gni60粉末,放入球磨罐中,球磨过程中球料比为40wt.%,转速为200rpm,球磨时间为30min,球磨完成后得到复合粉末,80℃烘干待用。
82.(3)采用超音速火焰喷涂方法,将步骤(2)获取的复合粉末,在基体表面喷涂耐蚀隔离层,具体喷涂参数为:助燃气o2,流量876nlpm,燃油为航空煤油,流量22.7l/h、送粉气为n2,流量5nlpm,辅助气为压缩空气,压力为5bar,送粉速率为45g/min,喷涂距离为300mm,机械手速度250mm/s,喷涂遍数为5遍。
83.(4)选用直径2mm的纯铝丝,利用电弧喷涂技术在步骤(3)制备的耐蚀隔离层表面喷涂耐蚀功能增强层,具体喷涂参数为:喷涂电流为150a,电压为32v,喷涂距离为200mm,电弧喷枪移动速度为200mm/s,空气压力为0.55mpa,涂层喷涂遍数为5遍。
84.对上述制备的接地极表面的热喷涂长效耐蚀防护涂层样品进行如下性能测试:
85.(1)涂层表面形貌:利用场发射扫描电子显微镜(fesem)观察涂层表面微观形貌,可见熔融、扁平的金属离子覆盖于表面形成涂层;断面照片显示,耐蚀隔离层厚度为150μm,耐蚀功能增强层厚度为200μm,耐蚀功能增强层、耐蚀隔离层、基体之间结合紧密,各界面处无明显裂纹。对涂层断面利用imagej软件计算各涂层孔隙率,结果表明,耐蚀隔离层孔隙率0.85%,耐蚀功能增强层孔隙率2.68%,低孔隙率将有利于涂层的防腐性能。
86.(2)耐腐蚀性能测试:利用盐雾试验箱进行标准中性盐雾试验表征涂层的耐腐蚀性能。结果表明,中性盐雾试验2000h后,表面未出现明显的腐蚀产物,涂层耐蚀防腐性能优异。
87.(3)导电性能测试:利用万用表测试整体接点极的导电性能。结果表明,接地极基体与涂层间的电阻与商用镀锌钢接地极电阻值无异,满足接地极行业要求。
88.对比例1
89.本对比例与实施例1的区别仅在于本对比例中未添加稀土材料。相关性能检测结果表明,耐蚀隔离层孔隙率为2.3%,相比于添加稀土材料,其孔隙率变大,势必影响耐蚀隔离层的耐腐蚀性能。
90.对比例2
91.本对比例与实施例1的区别在于本对比例中添加8g氧化铈。相关性能检测结果表明,耐蚀隔离层孔隙率0.3%,相比于实施例1中添加5g氧化铈,其孔隙率变化不大。
92.对比例3
93.本对比例与实施例2的区别在于本对比例中添加10g氧化铈。相关性能检测结果表明,耐蚀孔隙率1.4%,相比于实施例2中添加5g氧化铈,其孔隙率增大,且涂层内部出现较多微孔,不利于涂层力学性能及耐腐蚀性能提升。
94.对比例4
95.本对比例与实施例1的区别在于本对比例中添加20g导电石墨。相关性能检测表明,过多碳材料加入,使涂层内部碳材料不均匀分散,孔隙率升高(5.4%),耐腐蚀性能下降。
96.对比例5
97.本对比例与实施例1的区别在于除去稀土材料和碳材料,其余均为金属陶瓷材料。相关性能检测结果表明,耐蚀隔离层孔隙率0.34%,其孔隙率变化不大。但金属陶瓷材料成本高,不利于低成本、规模化应用。
98.上述实施例为表征本发明中长效耐蚀防护涂层的性能,利用场发射扫描电镜(fesem)、盐雾试验箱、万用表等对制备获得的涂层样品进行表征,以下是具体的性能检测方法。
99.(1)涂层微观形貌观察:将制备的样品置于无水乙醇中超声处理30min,然后80℃烘干,最后表面喷au,利用场发射扫描电子显微镜观察其表面微观形貌。断面微观形貌观察:将制备的样品依次用400#、800#、1200#、1500#、2000#砂纸打磨、抛光,然后置于无水乙醇中超声处理5min,吹干,最后表面喷au,利用场发射扫描电子显微镜观察其断面微观形貌,并选择涂层断面照片,利用imagej软件计算涂层孔隙率。
100.(2)耐腐蚀性能测试:利用盐雾试验箱进行标准中性盐雾试验表征涂层的耐腐蚀性能。
101.(3)导电性能测试:利用万用表测试整体接点极的导电性能。目前商用的镀锌钢接地极作为对照组。具体方式为:万用表其中1个电极接触接点极基体,另1个电极接触涂层,测试两者之间的电阻值,与商用的镀锌钢接地极进行对比。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1