一种金属结构件加工方法与流程
1.本发明涉及机加工技术领域,特别涉及一种金属结构件加工方法。
背景技术:
2.现有加工方案中,使用万能磨床进行磨削,专用夹头工装拉紧弹支带螺孔一端,四爪卡盘装夹工装,找正弹支基准面后直接进行弹支的磨削。
3.弹支本身具有弹性,磨削时受力发生弹性变形后容易产生弹刀现象,即使对操作者的进刀量进行严格要求,也无法避免弹刀现象的发生,一旦发生弹刀就会出现较严重的超差,从而导致要加工的金属结构件报废。
4.弹支由于具有弹性且精度要求较高,从而增加了磨削的困难。在机加行业中常用浇筑低熔点合金、松香等对弹支加固,但是,此类方法需要先进行填充固定,加工完成后需要进行清理,耗时耗力。
技术实现要素:
5.本发明公开了一种金属结构件加工方法,用于减缓在对金属结构件进行磨削加工时的弹刀现象,保证形位公差,且加工完成后的清理工作简单。
6.为达到上述目的,本发明提供以下技术方案:
7.一种金属结构件加工方法,所述金属结构件沿轴向包括依次连接的第一分段、第二分段和第三分段,其中所述第二分段具有弹性,所述方法包括:利用带状物缠绕所述第二分段;固定第一分段;对第一分段和/或第三分段进行磨削加工;拆除带状物。
8.利用上述方法加工时,由于提前采用带状物对具有弹性的第二分段进行了缠绕,在轴向上,带状物可以起到一定的加强作用,使第二分段的弹性降低,进而,可以减少弹刀现象,保证形位公差,且加工完成后直接将带状物撕除即可,清理工作简单。
9.可选地,所述第二分段包括多根环绕所述轴线间隔设置的弹筋,每根所述弹筋分别连接所述第一分段和所述第二分段;利用带状物缠绕所述第二分段,具体包括:将所述带状物同时将第二分段的所有弹筋缠绕在内。
10.可选地,所述带状物为工业胶带。
11.可选地,所述带状物缠绕所述第二分段的圈数为8至10圈。
12.可选地,所述利用带状物缠绕所述第二分段,具体包括:将所述带状物的一端与第二分段固定;拉紧所述带状物,并对第二分段缠绕,以使所述带状物绷紧。
13.可选地,环绕第二分段的各处带状物的厚度均匀一致。
14.可选地,所述固定第一分段,具体包括:利用夹头工装夹紧第一分段。
15.可选地,所述对第一分段和/或第三分段进行磨削加工,具体包括:对第一分段磨削形成阶梯状结构,并将阶梯状结构外径较小的部分的外圆磨削至第一设计尺寸,所述第一设计尺寸大于第二分段的外径。
16.可选地,所述对第一分段和/或第三分段进行磨削加工,还包括:对第三分段的外
圆进行磨削至第二设计尺寸,所述第二设计尺寸大于第二分段的外径。
17.可选地,所述对第一分段和/或第三分段进行磨削加工,还包括:对第三分段的内部磨削形成阶梯状圆孔,并将该阶梯状圆孔垂直于所述轴线的壁面磨削至与所述第一分段的阶梯状结构垂直于所述轴线的壁面的在所述轴向上的距离磨削至第三设计尺寸,并将阶梯状圆孔内径较大的部分的内径磨削至第四设计尺寸。
附图说明
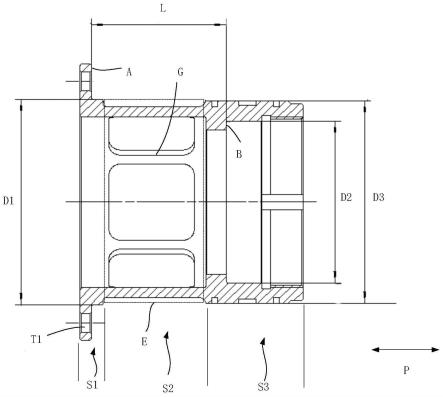
18.图1为本技术实施例提供的金属结构件加工方法中金属结构件的示意图。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.参考图1:
21.本技术实施例提供的金属结构件加工方法中,金属结构件沿轴向p包括依次连接的第一分段s1、第二分段s2和第三分段s3,其中第二分段s2具有弹性,该方法包括:利用带状物e缠绕第二分段s2;固定第一分段s1;对第一分段s1和/或第三分段s3进行磨削加工;拆除带状物e。带状物e的轴向p上的宽度尺寸与第二分段s2的轴向p上的尺寸一致,或者前者略小于后者,以使带状物e可以在轴向上对第一分段s1和第三分段s3进行支撑。
22.利用上述方法加工时,由于提前采用带状物e对具有弹性的第二分段s2进行了缠绕,在轴向p上,带状物e可以起到一定的加强作用,使第二分段s2的弹性降低,进而,可以减少弹刀现象,磨削稳定性得到显著提高,保证形位公差,且加工完成后直接将带状物e撕除即可,清理工作简单。
23.在一个具体的实施例中,第二分段s2包括多根环绕轴线间隔设置的弹筋g,每根弹筋g分别连接第一分段s1和第二分段s2;利用带状物e缠绕第二分段s2,具体包括:将带状物e同时将第二分段s2的所有弹筋g缠绕在内。弹筋g一般加工比较精细,且由于较细而具有较好的弹性;当第二分段s2为该结构时,通过带状物e将各弹筋g同时缠绕起来,利用带状物e进行力的传递,使各弹筋g形成一个整体,共同受力,加固后的弹筋g的总体弹性降低,提高了磨削的稳定性。
24.在一个具体的实施例中,带状物e为工业胶带,该工业胶带在宽度方向上具有一定的强度,可以起到支撑作用,抵消第二分段的弹力引起的弹刀作用,并且,工业胶带可以将各个弹筋g强有力地结合在一起。
25.在一个具体的实施例中,带状物e缠绕第二分段s2的圈数为8至10圈,可以是8圈、9圈或10圈,以确保提供足够的厚度,使第二分段s2趋向刚性化,同时,又避免圈数过多对第一分段s1和第三分段s3的磨削时造成障碍,并造成浪费。
26.在一个具体的实施例中,利用带状物e缠绕第二分段s2,具体包括:将带状物e的一端与第二分段s2固定;拉紧带状物e,并对第二分段s2缠绕,以使带状物e绷紧,带状物e可以使各个弹筋g结合地整体性更强,且绷紧后的带状物在轴向p上更加趋于刚性化。
27.在一个具体的实施例中,环绕第二分段s2的各处带状物e的厚度均匀一致,以确保第二分段s2的各处(各个弹筋g)刚性趋于一致,使第一分段s1和第三分段s3各处加工时的误差趋于一致。
28.在一个具体的实施例中,固定第一分段s1,具体包括:利用夹头工装夹紧第一分段s1,稳定性好,且夹头工装获取较为方便。
29.在一个具体的实施例中,对第一分段s1和/或第三分段s3进行磨削加工,具体包括:对第一分段s1磨削形成阶梯状结构,并将阶梯状结构外径较小的部分的外圆磨削至第一设计尺寸d1,外径较大的部分的形成螺栓孔t1,以形成法兰,以与其它结构连接。
30.在一个具体的实施例中,对第一分段s1和/或第三分段s3进行磨削加工,还包括:对第三分段s3的外圆进行磨削至第二设计尺寸d3。
31.在一个具体的实施例中,对第一分段s1和/或第三分段s3进行磨削加工,还包括:对第三分段s3的内部磨削形成阶梯状圆孔,并将该阶梯状圆孔垂直于轴线的壁面b磨削至与第一分段s1的阶梯状结构垂直于轴线的壁面a的在轴向上的距离磨削至第三设计尺寸l,并将阶梯状圆孔内径较大的部分的内径磨削至第四设计尺寸d2。
32.该方法可在同结构类型的零件磨削中广泛应用,此方法不会零件的尺寸变化而受限。
33.显然,本领域的技术人员可以对本发明实施例进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1