镍铝青铜激光增材制造方法与流程
1.本发明涉及激光增材制造技术领域,具体涉及一种镍铝青铜激光增材制造方法。
背景技术:
2.镍铝青铜合金是一种与镍、铁、锰等元素微合金化的二元铜铝合金。镍铝青铜具有优异的抗拉强度和耐腐蚀性,广泛应用于船舶螺旋桨、泵和阀门等。镍铝青铜部件大多采用砂型铸造,凝固过程中的气孔不可避免,会降低机械性能和耐腐蚀性。为了提高镍铝青铜零件的性能,目前通常采用激光表面淬火、激光熔覆、热喷涂和搅拌摩擦堆焊等表面处理方法。但是,只有零件的表面特性得到了改善。性能优越、形状复杂的镍铝青铜合金制备技术越来越受到人们的重视。
3.在计算机辅助设计的指导下,增材制造通过一层一层地连续添加相同或不同的材料来构建三维结构,这与减材制造(如铸造、锻造等传统加工工艺)完全不同。增材制造的零部件广泛应用于航空航天航海、电子工业和核工业等领域,增材制造技术已被证明是制造金属部件的可行方法。
4.作为一种很有前途的增材制造技术,基于同轴送粉的激光增材技术可以制造出无尺寸限制的大型零件;激光增材制造的零件在快速凝固条件下,显微组织显著细化,因而具有较好的机械性能;同时,基于同轴送粉的激光增材制造技术在制备功能梯度材料方面更加灵活。然而,在激光增材制造过程中,绝大部分波长为1080nm的激光能量(约90%)将被铜衬底反射,由于铜合金具有较高的激光反射率和热导率,以及液态铜合金的高流动性,利用激光增材制造技术制备无缺陷、致密、性能良好的镍铝青铜零部件是一个挑战。
技术实现要素:
5.本发明的目的是提供一种镍铝青铜激光增材制造方法,采用该方法制备镍铝青铜合金材料无缺陷、致密、性能良好。
6.为解决上述技术问题,本发明提供一种镍铝青铜激光合金增材制造方法,其包括:
7.第一步,根据所需部件形状进行三维建模,得到激光增材制造运动系统控制程序;
8.第二步,对基板进行表面处理;
9.第三步,使用工装固定基板,并置于气氛保护箱内;
10.第四步,启动激光增材制造系统,运行运动系统控制程序,同轴输送镍铝青铜粉末,逐层沉积得到所需镍铝青铜部件。
11.第二步中,所述基板材质为不锈钢,厚度≥10mm。
12.第二步中,所述基板表面处理的具体步骤为:依次用120#、300#、500#、1000#砂纸打磨,去除表面氧化层,用丙酮擦拭,去除其他杂质。
13.第三步中,所述气氛保护箱具有循环净化功能,可将成形气氛的氧含量降至≤800ppm。
14.所述第四步中,采用激光增材制造系统进行激光增材制造的工艺参数为:激光功
率:1000w~2000w,成形速率:5~10mm/s,层高:0.2~0.3mm,气体流量:4~6l/min,送粉量6~10g/min,保护箱气氛、粉末载气和送粉头保护气为氩气,成形气氛中氧含量≤800ppm。
15.所述镍铝青铜合金部件原料为镍铝青铜粉末,粒度为60~170μm。
16.所述镍铝青铜名义成分为cu9.4al4.2ni3.4fe0.35mn,按照成分比例添加镍铝青铜粉末。
17.所制备的镍铝青铜部件的抗拉强度为800-837mpa,断后伸长率为12.0-13.5%。
18.本发明的有益效果
19.1.本发明克服了传统制造镍铝青铜合金过程中,由于铜合金激光反射率高、导热率高、流动性好,而使激光增材制造工艺窗口窄的难题,优化出激光增材制造镍铝青铜的工艺参数,采用激光增材制造工艺制备出无缺陷,性能优良的镍铝青铜合金,成形速度快,柔性好,效率高;
20.2.本发明所述方法激光增材制造过程中,成形过程在氩气气氛中进行,防止镍铝青铜合金因氧化而导致性能降低。
附图说明
21.图1为本发明所采用的镍铝青铜合金粉末扫描电子显微镜拍摄图;
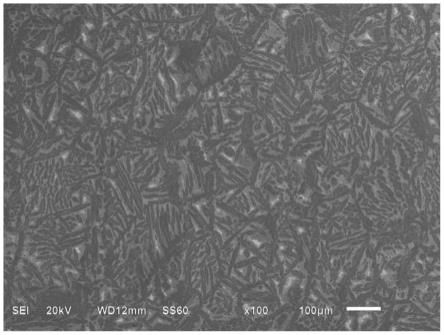
22.图2为本发明实施例1制备的镍铝青铜合金的sem图片。
具体实施方式
23.以下采用实施例及附图来详细说明本发明的实施方式,借此对本发明如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。
24.实施例1
25.采用基于同轴送粉的激光增材制造工艺制备出镍铝青铜合金零部件,所用镍铝青铜合金粉末如图1所示,沉积态镍铝青铜合金显微组织如图2所示。
26.本实施例包括如下步骤:
27.1)根据所需部件形状进行三维建模,得到激光增材制造运动系统控制程序;
28.2)加工所需尺寸的不锈钢基板,厚度为15mm,依次用120#、300#、500#、1000#砂纸打磨基板,去除表面氧化层,用丙酮擦拭,去除其他杂质;
29.3)使用工装固定基板,并置于气氛保护箱内;
30.4)启动激光增材制造系统,运行运动系统控制程序,得到所需镍铝青铜部件。激光增材制造的工艺参数为:激光功率:1500w,成形速率:7.5mm/s,层高:0.25mm,气体流量:5l/min,送粉量8g/min,保护箱气氛、粉末载气和送粉头保护气为氩气,成形气氛中氧含量500ppm,镍铝青铜粉末粒度为60~170μm;
31.对制备的镍铝青铜零件进行无损检测,未发现缺陷,对制备的镍铝青铜零件取样进行拉伸测试,抗拉强度为800mpa,断后伸长率13.5%,性能良好,远优于铸件标准。
32.实施例2
33.采用基于同轴送粉的激光增材制造工艺制备出镍铝青铜合金零部件,所用镍铝青铜合金粉末如图1所示。
34.本实施例包括如下步骤:
35.1)根据所需部件形状进行三维建模,得到激光增材制造运动系统控制程序;
36.2)加工所需尺寸的不锈钢基板,厚度为20mm,依次用120#、300#、500#、1000#砂纸打磨基板,去除表面氧化层,用丙酮擦拭,去除其他杂质;
37.3)使用工装固定基板,并置于气氛保护箱内;
38.4)启动激光增材制造系统,运行运动系统控制程序,得到所需镍铝青铜部件。激光增材制造的工艺参数为:激光功率:1000w,成形速率:5mm/s,层高:0.3mm,气体流量:5l/min,送粉量8g/min,保护箱气氛、粉末载气和送粉头保护气为氩气,成形气氛中氧含量800ppm,镍铝青铜粉末粒度为60~170μm;
39.对制备的镍铝青铜零件进行无损检测,未发现缺陷,对制备的镍铝青铜零件取样进行拉伸测试,抗拉强度为837mpa,断后伸长率12.0%,性能良好,优于铸件标准。
40.实施例3
41.采用基于同轴送粉的激光增材制造工艺制备出镍铝青铜合金零部件,所用镍铝青铜合金粉末如图1所示。
42.本实施例包括如下步骤:
43.1)根据所需部件形状进行三维建模,得到激光增材制造运动系统控制程序;
44.2)加工所需尺寸的不锈钢基板,厚度为10mm,依次用120#、300#、500#、1000#砂纸打磨基板,去除表面氧化层,用丙酮擦拭,去除其他杂质;
45.3)使用工装固定基板,并置于气氛保护箱内;
46.4)启动激光增材制造系统,运行运动系统控制程序,得到所需镍铝青铜部件。激光增材制造的工艺参数为:激光功率:1500w,成形速率:10mm/s,层高:0.2mm,气体流量:6l/min,送粉量10g/min,保护箱气氛、粉末载气和送粉头保护气为氩气,成形气氛中氧含量300ppm,镍铝青铜粉末粒度为60~170μm;
47.对制备的镍铝青铜零件进行无损检测,未发现缺陷,对制备的镍铝青铜零件取样进行拉伸测试,抗拉强度为819mpa,断后伸长率12.9%,性能良好,优于铸件标准。
48.实施例4
49.采用基于同轴送粉的激光增材制造工艺制备出镍铝青铜合金零部件,所用镍铝青铜合金粉末如图1所示。
50.本实施例包括如下步骤:
51.1)根据所需部件形状进行三维建模,得到激光增材制造运动系统控制程序;
52.2)加工所需尺寸的不锈钢基板,厚度为30mm,依次用120#、300#、500#、1000#砂纸打磨基板,去除表面氧化层,用丙酮擦拭,去除其他杂质;
53.3)使用工装固定基板,并置于气氛保护箱内;
54.4)启动激光增材制造系统,运行运动系统控制程序,得到所需镍铝青铜部件。激光增材制造的工艺参数为:激光功率:2000w,成形速率:10mm/s,层高:0.2mm,气体流量:4l/min,送粉量6g/min,保护箱气氛、粉末载气和送粉头保护气为氩气,成形气氛中氧含量500ppm,镍铝青铜粉末粒度为60~170μm;
55.对制备的镍铝青铜零件进行无损检测,未发现缺陷,对制备的镍铝青铜零件取样进行拉伸测试,抗拉强度为829mpa,断后伸长率12.8%,性能良好,优于铸件标准。
56.实施例1至实施例4获得的镍铝青铜合金无缺陷,性能良好,优于astm b148-14标
准中的铸造镍铝青铜性能。
57.所有上述的首要实施这一知识产权,并没有设定限制其他形式的实施这种新产品和/或新方法。本领域技术人员将利用这一重要信息,上述内容修改,以实现类似的执行情况。但是,所有修改或改造基于本发明新产品属于保留的权利。
58.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1