一种具有降线弓装置的多线切割设备及其切割方法与流程
本发明涉及多线切割,具体涉及一种具有降线弓装置的多线切割设备及其切割方法,该多线切割设备用于加工稀土合金的烧结磁体。
背景技术:
1、稀土合金的烧结磁体具有优良的性能,被广泛地应用到各个领域,而烧结磁体的加工是其生产过程中的一道重要工序,多线切割设备具有单机加工产量大、加工效率高、加工精度高的优势,被越来越多地应用到烧结磁体的加工工序中。
2、多线切割设备通过一组切割线的高速往复运动来完成对烧结磁体的切割,切割线因一定张力而张紧,在切割过程中,磁体运动将切割线顶弯形成一定线弓,线弓越大则切割效率越高,其原因是线弓越大,带给切割线的倾斜斜率越大,张力作用到磁体的切割分力就越大,因此切割效率变高。但是较大的线弓会在磁体切割断面形成弯曲较大的线痕,导致切割精度降低(尤其是切瓦产品);同时较大的线弓导致切割线的张紧度变大,不仅会导致切割过程会出现夹线断线等情况,而且导致线弓拉平的时间延长,影响效率。
3、因此,需要提供新的多线切割设备,以改善上述技术问题。
技术实现思路
1、针对现有技术的不足,本发明提供了一种具有降线弓装置的多线切割设备,所述多线切割设备包括:
2、工作平台,其用于支撑待切割物并带动待切割物上下运动;
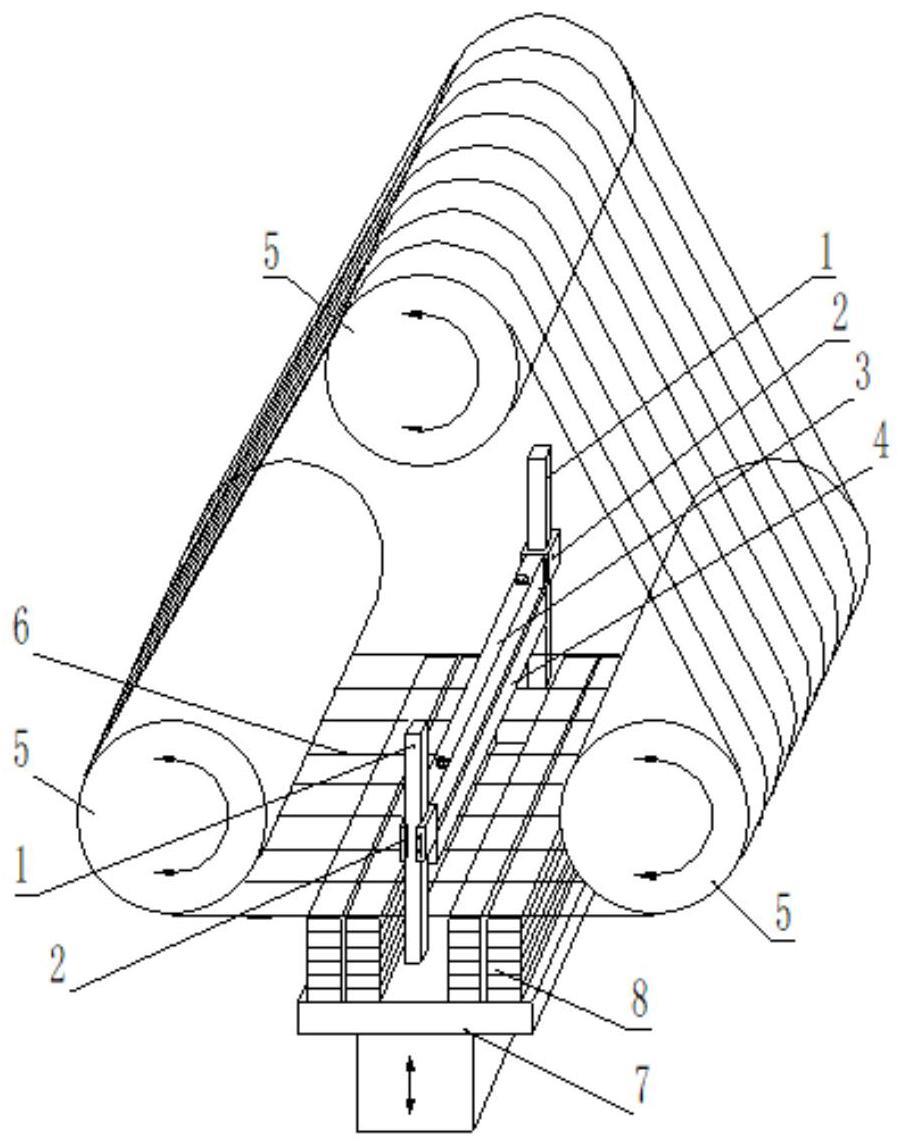
3、切割单元,其位于所述工作平台的上方,所述切割单元包括支撑旋转件和切割线,所述支撑旋转件用于支撑切割线并带动切割线转动,所述切割线在支撑旋转件上缠绕形成工作平台上方的切割网;
4、降线弓装置,其位于切割网的上方,能够相对切割网上下运动,与所述切割网接触并下压所述切割网。
5、根据本发明的实施方案,所述多线切割设备还包括驱动装置。所述驱动装置可以设置于适宜的位置,例如工作平台的底部,从而驱动工作平台在水平或垂直方向运动。
6、根据本发明的实施方案,所述支撑旋转件包括至少2个水平设置在工作平台上方的杆件和/或轮件。优选地,所述杆件和/或轮件在外力作用下旋转,例如相对于切割线往复方向垂直的旋转轴为中心旋转。
7、根据本发明的实施方案,所述杆件和轮件的尺寸没有特别限制,只要其能够使切割线形成切割网即可。优选地,所述杆件和轮件的长度等于或大于工作平台与所述杆件或轮件平行的边的长度。
8、根据本发明的实施方案,所述支撑旋转件可以包括三个轮件,例如槽轮。
9、作为实例,所述三个轮件的轴线与工作平台平行,并呈三角形放置:其中,两个轮件在水平方向上平行地设置在工作平台的上方,并且第3个轮件在垂直方向上的高度高于前述两个槽轮。更优选地,切割线缠绕在所述轮件之间,并在水平方向上平行地设置的两个轮件之间形成切割网。
10、根据本发明的实施方案,所述切割线具有一定张力,使得切割线能够时刻张紧,并在切割时提供切割力。
11、根据本发明的实施方案,所述降线弓装置包括支撑架,支撑架上设置有伴切块,所述伴切块位于切割线网的上方,所述伴切块能够在支撑架上,上下运动,以改变对切割线网的压力。
12、根据本发明的实施方案,所述支撑架包括横梁和导轨,所述伴切块设置在横梁的底部,所述横梁通过滑台与导轨连接,所述横梁能够在导轨上滑动,以带动伴切块上下运动。
13、优选地,所述伴切块与横梁可拆卸连接,例如卡接或通过夹具连接。
14、根据本发明的实施方案,所述伴切块由选自硬质合金、玻璃、陶瓷、磁体等的材料制成,优选由烧结磁体制成,从而增加装载量提高切割效率。
15、根据本发明的实施方案,所述滑台的底部连接有重锤。优选地,所述滑台与所述重锤可拆卸地连接。本领域技术人员应当理解,可以根据需要更换不同质量的重锤。
16、根据本发明的实施方案,所述横梁的端部设置有可弹簧,所述弹簧的顶端连接在导轨上,底端连接在横梁上;当所述横梁向上运动至弹簧的极限位置时,所述弹簧与导轨连接解除,所述横梁、伴切块、重锤和弹簧压在所述切割线网上。
17、优选地,所述横梁的长度可调节,以改变两端滑台之间的距离。
18、根据本发明的实施方案,所述横梁包括两段相对设置的横杆,所述横杆上设置有若干连接位点,两所述横杆之间设置有调节杆,所述调节杆可以与不同的连接位点连接,以改变横梁的长度。
19、根据本发明的实施方案,所述的降线弓装置还包括冷却液供给机构,其用于将冷却液疏水至切削位置,优选所述冷却液供给机构布置在切割线网上方,将冷却液喷洒在整个切割线网上。
20、优选地,所述冷却液供给机构包括相互连接的冷却液存储器和冷却液管道,所述冷却液管道上设置有喷淋头。
21、根据本发明的实施方案,所述切割线可以是电镀金刚石线、树脂基金刚石线、油砂线(钢线+冷却液为油砂混合物的切割方式),优选所述切割线的直径为0.1-0.4mm,例如为0.2-0.3mm。
22、根据本发明的实施方案,所述切割线的数量没有特别限制,本领域技术人员可以根据轮件(如槽轮)的长度和需要切割的尺寸确定切割线的数量。
23、根据本发明的实施方案,所述切割线或切割网优选平行于所述工作平台。
24、根据本发明的实施方案,所述的伴切块可以是平行于横梁的一个槽轮,以垂直于切割线网的旋转轴为中心可自由旋转,在下压切割线网时,能够随切割线网往复运动而正反向转动,能够减少伴切块的消耗。
25、根据本发明的实施方案,所述横梁与工作平台之间设置有联动机构,所述横梁通过联动机构与工作平台连接,所述工作平台竖直向上运动的同时带动联动机构运动,联动机构带动横梁做与工作平台同速度的竖直向下运动。
26、根据本发明的实施方案,所述的联动机构例如可以选自齿轮齿条链接机构和/或拉锁滑轮链接机构。
27、根据本发明的实施方案,所述的降线弓装置除导轨外的总重量为g,其计算公式如下:
28、
29、其中,n为切割线数量,h为拟定的切割线线弓高度,f为切割线的张力,l为罗拉中心到磁体块的距离。
30、本发明还提供一种切割方法,包括使用上述多线切割设备进行切割。
31、根据本发明的实施方案,所述切割方法包括如下步骤:
32、s1:将待切割物体固定在工作平台上;
33、s2:将工作平台向上推起并调整待切割的物体与切割线网之间的距离;
34、s3:驱动切割单元运动并切割待切割的物体。
35、根据本发明的实施方案,步骤s1包括如下步骤:将待切割物体固定在工作平台的顶部,所述待切割物体的待切割尺寸方向垂直于切割线放置。
36、根据本发明的实施方案,所述待切割物体包括石英晶体、光学玻璃、蓝宝石、单晶硅、合金材料、陶瓷材料、烧结磁体等,优选为烧结磁体,例如为稀土烧结磁体。
37、根据本发明的实施方案,步骤s2包括如下步骤:将工作平台向上推起至待切割物体的上表面使其接触切割线或与切割线接近。作为实例,可以调整待切割物体的位置至待切割物体的上表面与切割线的距离为0至1mm,如0至0.2mm。
38、根据本发明的实施方案,步骤s3之前还包括如下步骤:依据切割参数代入核算公式算出横梁机构总重g,转化成2个重锤11的所需质量m,将重锤挂在滑台上,通过弹簧将横梁机构挂起。
39、根据本发明的实施方案,步骤s3包括如下步骤:驱动支撑旋转件转动,带动切割线往复运动,将待切割物体竖直向上推起进行切割至切割完成。
40、根据本发明的实施方案,步骤s3还包括如下步骤:向切割线网的加工部位喷射冷却液。
41、根据本发明的实施方案,步骤s3之后还包括如下步骤:重复步骤s1-s3至完成所有待切割物品的切割。
42、根据本发明的实施方案,步骤s3中支撑旋转件的转动包括正反交替转动,所述转动的速率为500-1000m/min,优选地,所述转动的速率为600-900m/min,例如为800m/min。
43、根据本发明的实施方案,步骤s3中所述待切割物体竖直向上推起的速率为0.5-1.0mm/min,优选地,所述推起的速率为0.6-0.8mm/min,例如为0.8mm/min。
44、根据本发明的实施方案,步骤s3中喷射冷却液的速率为40-80l/min,优选所述喷射冷却液的速率为50-70l/min,例如为60l/min。
45、本发明还提供所述具有降线弓装置的多线切割设备的用途,其用于切割选自下列的物体:石英晶体、光学玻璃、蓝宝石、单晶硅、合金材料、陶瓷材料、烧结磁体等,优选为烧结磁体,例如为稀土烧结磁体。
46、有益效果
47、本发明的多线切割设备能够使横梁在重力的作用下,通过滑台沿着滑动导轨竖直向下滑动,使得伴切块向下积挤压弯曲的切割线网中心位置,从而消除切割线网的部分线弓并使其在中央位置反向弯曲,以增大切割线网的切割力。并且,在切割完毕后,可以向上退出横梁使伴切块与切割线网脱离接触。本发明的多线切割设备和切割方法能够有效降低切割线的线弓,提高了切割质量,减少了最后切割线拉平时间,提高了生产效率。本发明的降线弓装置和切割方法尤其能够改善目前多线切瓦的加工质量,有效降低了因线弓带来的切割瓦片不对称、翘角等问题,本发明操作简便,安全可靠,有效提高了多线设备的加工效率。
- 还没有人留言评论。精彩留言会获得点赞!