一种家电用超薄宽幅高强连续热镀锌钢及其生产方法与流程
1.本发明属于镀锌生产技术领域,具体是一种家电用超薄宽幅高强连续热镀锌钢及其生产方法。
背景技术:
2.我国家电制造业快速稳步发展,成为全球最大的家电制造基地,电冰箱、洗衣机、空调、微波炉等主要产品产量连续多年位居世界第一,占全球产能的比例在60%以上。
3.而电冰箱、洗衣机、空调、微波炉等主要产品在生产时,需要使用到高强高品质连续热镀锌钢,当现有的超薄宽幅高强连续热镀锌钢在生产时,其生产的成本较高,且很难获得家电用超薄宽幅高强连续热镀锌钢所需的力学性能,无法满足人们的需求。
4.为此,我们提出一种家电用超薄宽幅高强连续热镀锌钢及其生产方法。
技术实现要素:
5.本发明的目的在于克服现有技术的缺陷,提供一种家电用超薄宽幅高强连续热镀锌钢及其生产方法。
6.为实现上述目的,本发明采用了如下技术方案:
7.一种家电用超薄宽幅高强连续热镀锌钢,按照质量百分数,由以下原料制备而成:c:0.07-0.12%,si:≤0.05%,mn:0.40-0.80%,p:≤0.060%,s:≤0.035%,al:0.020-0.060%,其余为铁和不可避免的杂质。
8.优选的,一种家电用超薄宽幅高强连续热镀锌钢,按照质量百分数,由以下原料制备而成:c:0.07-0.12%,si:≤0.05%,mn:0.40-0.80%,p:≤0.060%, s:≤0.035%,al:0.020-0.060%,其余为铁和不可避免的杂质。
9.优选的,所述家电用超薄宽幅高强连续热镀锌钢,屈服强度350-450mpa,抗拉强度400-550mpa,伸长率a80≥26%。
10.优选的,所述家电用超薄宽幅高强连续热镀锌钢生产时厚度为0.35-0.45mm,宽度为1250-1400mm。
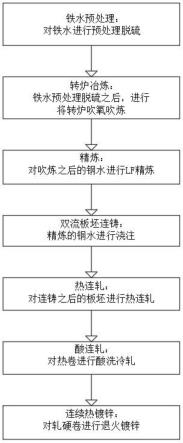
11.优选的,一种家电用超薄宽幅高强连续热镀锌钢及其生产方法,具体步骤如下:
12.(s1)、铁水预处理:
13.对铁水进行预处理脱硫;
14.(s2)、转炉冶炼:
15.铁水预处理脱硫之后,进行将转炉吹氧吹炼;
16.(s3)、精炼:
17.对吹炼之后的钢水进行lf精炼;
18.(s4)、双流板坯连铸:
19.对精炼的钢水进行浇注,形成板坯;
20.(s5)、热连轧:
21.对板坯进行热连轧,轧制程钢卷;
22.(s6)、酸连轧:
23.对热卷进行酸洗及冷轧;
24.(s7)、连续热镀锌:
25.对轧硬卷进行连续退火镀锌。
26.优选的,所述步骤(s2)转炉冶炼工序中,终点控制:[s]≤0.025%,终点温度≥1630℃。
[0027]
优选的,所述步骤(s3)lf精炼工序中,全程控al,出站温度控制在 1580-1600℃。
[0028]
优选的,所述步骤(s4)双流板坯连铸工序中,采用全程保护浇注,连铸结晶器和二次冷却采用强冷,结晶器宽面水量4450-4550l/min,窄面 450-550l/min,二次冷却水量0.92l/kg。
[0029]
优选的,所述步骤(s5)热连轧工序中,加热温度为1200-1260℃,粗轧温度1030-1130℃,终轧温度870-920℃,卷取温度530-570℃。
[0030]
优选的,所述步骤(s6)酸连轧工序中,总压下率为75-90%。
[0031]
优选的,所述步骤(s7)连续热镀锌工序中,将加热均热温度控制在 690-700℃,带速控制在90-100mpm,光整延伸率控制在0.60-0.80%,拉矫延伸率0.20-0.40%。
[0032]
与现有技术相比,根据本发明的一种家电用超薄宽幅高强连续热镀锌钢及其生产方法具有如下有益效果:
[0033]
1、本发明提供的超薄宽幅高强连续热镀锌钢及其生产方法,通过热轧采用低温卷取,酸轧采用大压缩比,镀锌控制连续热镀锌退火温度和带速,获得家电用超薄宽幅高强连续热镀锌钢所需的力学性能。
[0034]
2、本发明提供的超薄宽幅高强连续热镀锌钢及其生产方法,采用碳锰成分体系,未添加贵重合金,成本低,大大降低了冶炼和连铸的难度,所生产的家电用超薄宽幅高强连续热镀锌钢,生产制造成本低,表面质量良好,力学性能优良,其屈服强度350-450mpa,抗拉强度400-550mpa,伸长率a
80
≥26%。
附图说明
[0035]
图1是本发明的整体结构示意图。
具体实施方式
[0036]
以下结合附图1,进一步说明本发明一种家电用超薄宽幅高强连续热镀锌钢及其生产方法的具体实施方式。本发明一种家电用超薄宽幅高强连续热镀锌钢及其生产方法不限于以下实施例的描述。
[0037]
实施例1:
[0038]
本实施例所生产的抗时效微碳深冲钢厚度规格为0.35mm。
[0039]
一种家电用超薄宽幅高强连续热镀锌钢,按照质量百分数,由以下原料制备而成:c:0.09%,si:0.02%,mn:0.45%,p:0.035%,s:0.008%,al:0.035%,其余为铁和不可避免的杂质。
[0040]
一种家电用超薄宽幅高强连续热镀锌钢及其生产方法,具体步骤如下:
[0041]
(s1)、铁水预处理:
[0042]
对铁水进行预处理脱硫;
[0043]
(s2)、转炉冶炼:
[0044]
铁水预处理脱硫之后,进行将转炉吹氧吹炼,终点控制:[s]:0.018%,终点温度:1640℃。
[0045]
(s3)、精炼:
[0046]
对吹炼之后的钢水进行lf精炼,出站温度控制在1595℃,lf精炼alt在0.025-0.055%之间。
[0047]
(s4)、双流板坯连铸:
[0048]
精炼的钢水进行浇注,采用全程保护浇注,连铸结晶器和二次冷却采用强冷,结晶器宽面水量4465l/min,窄面467l/min,二次冷却水量0.92l/kg。
[0049]
(s5)、热连轧:
[0050]
对连铸之后的板坯进行热连轧,加热温度为1250℃,粗轧温度1085℃,终轧温度897℃,卷取温度552℃。
[0051]
(s6)、酸连轧:
[0052]
对热卷进行酸洗冷轧,总压下率为88.3%。
[0053]
(s7)、连续热镀锌:
[0054]
对轧硬卷进行退火镀锌,将加热均热温度控制在692℃,带速控制在93mpm,平整延伸率控制在0.80%,光整延伸率控制在0.65%,拉矫延伸率0.31%。
[0055]
本实施例所得的0.35mm家电用超薄宽幅高强连续热镀锌钢,屈服强度 365mpa,抗拉强度455mpa,伸长率a
80
为32.8%。
[0056]
实施例2:
[0057]
本实施例所生产的抗时效微碳深冲钢厚度规格为0.40mm。
[0058]
一种家电用超薄宽幅高强连续热镀锌钢,按照质量百分数,由以下原料制备而成:c:0.08%,si:0.02%,mn:0.48%,p:0.045%,s:0.012%,al:0.046%,其余为铁和不可避免的杂质。
[0059]
一种家电用超薄宽幅高强连续热镀锌钢及其生产方法,具体步骤如下:
[0060]
(s1)、铁水预处理:
[0061]
对铁水进行预处理脱硫;
[0062]
(s2)、转炉冶炼:
[0063]
铁水预处理脱硫之后,进行将转炉吹氧吹炼,终点控制:[s]:0.017%,终点温度:1642℃。
[0064]
(s3)、精炼:
[0065]
对吹炼之后的钢水进行lf精炼,出站温度控制在1598℃,lf精炼alt在0.027-0.052%之间。
[0066]
(s4)、双流板坯连铸:
[0067]
精炼钢水进行浇注,采用全程保护浇注,连铸结晶器和二次冷却采用强冷,结晶器宽面水量4468l/min,窄面467l/min,二次冷却水量0.92l/min。
[0068]
(s5)、热连轧:
[0069]
对连铸之后的板坯进行热连轧,加热温度为1254℃,粗轧温度1080℃,终轧温度895℃,卷取温度555℃。
[0070]
(s6)、酸连轧:
[0071]
对热卷进行酸洗冷轧,总压下率为86.7%。
[0072]
(s7)、连续热镀锌:
[0073]
对轧硬卷进行退火镀锌,将加热均热温度控制在695℃,带速控制在95mpm,光整延伸率控制在0.75%,拉矫延伸率0.30%。
[0074]
本实施例所得的0.35mm家电用超薄宽幅高强连续热镀锌钢,屈服强度 378mpa,抗拉强度462mpa,伸长率a
80
为30.4%。
[0075]
实施例3:
[0076]
本实施例所生产的抗时效微碳深冲钢厚度规格为0.45mm。
[0077]
一种家电用超薄宽幅高强连续热镀锌钢,按照质量百分数,由以下原料制备而成:c:0.09%,si:0.03%,mn:0.42%,p:0.042%,s:0.005%,al:0.032%,其余为铁和不可避免的杂质。
[0078]
一种家电用超薄宽幅高强连续热镀锌钢及其生产方法,具体步骤如下:
[0079]
(s1)、铁水预处理:
[0080]
对铁水进行预处理脱硫;
[0081]
(s2)、转炉冶炼:
[0082]
铁水预处理脱硫之后,进行将转炉吹氧吹炼,终点控制:[s]:0.015%,终点温度:1645℃。
[0083]
(s3)、精炼:
[0084]
对吹炼之后的钢水进行lf精炼,出站温度控制在1598℃,lf精炼alt在 0.018-0.042%之间。
[0085]
(s4)、双流板坯连铸:
[0086]
精炼的钢水进行浇注,采用全程保护浇注,连铸结晶器和二次冷却采用强冷,结晶器宽面水量4465l/min,窄面467l/min,二次冷却水量0.92kg/t。
[0087]
(s5)、热连轧:
[0088]
对连铸之后的板坯进行热连轧,加热温度为1255℃,粗轧温度1082℃,终轧温度898℃,卷取温度562℃。
[0089]
(s6)、酸连轧:
[0090]
对热卷进行酸洗冷轧,总压下率为85%。
[0091]
(s7)、连续热镀锌:
[0092]
对轧硬卷进行退火镀锌,将加热均热温度控制在699℃,带速控制在95mpm,光整延伸率控制在0.82%,拉矫延伸率0.31%。
[0093]
本实施例所得的0.35mm家电用超薄宽幅高强连续热镀锌钢,屈服强度 375mpa,抗拉强度485mpa,伸长率a
80
为31.6%。
[0094]
本发明提供的超薄宽幅高强连续热镀锌钢及其生产方法,通过热轧采用低温卷取,酸轧采用大压缩比,镀锌控制连续热镀锌退火温度和带速,获得家电用超薄宽幅高强连续热镀锌钢所需的力学性能。
[0095]
本发明提供的超薄宽幅高强连续热镀锌钢及其生产方法,采用碳锰成分体系,未添加贵重合金,成本低,大大降低了冶炼和连铸的难度,所生产的家电用超薄宽幅高强连续热镀锌钢,生产制造成本低,表面质量良好,力学性能优良,其屈服强度350-450mpa,抗拉强度400-550mpa,伸长率a80≥26%。
[0096]
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1