一种四通阀阀座底面的高效高精度加工方法
1.本发明涉及阀座精密加工技术领域,尤其是一种四通阀阀座底面的高效高精度加工方法。
背景技术:
2.在制冷设备中,四通阀起到切换气路进而实现制冷与制热模式切换的作用,在四通阀中,阀座是起到切换气路并防止泄气作用的关键零件之一,高精度的阀座底面可以有效地防止泄气,从而提高产品的综合效益,延长产品的使用寿命,因此高效地加工出高精度的阀座零件具有一定的实际意义。
3.针对阀座零件底面进行高精度研磨加工,目前常见的加工方法是采用单面研磨设备进行研磨加工,但是单面研磨设备受到研磨盘尺寸的局限,单次加工的阀座数量较少,在批量加工时需要进行多次上下料,影响加工效率;其次,阀座底面的研磨轨迹单一,较难实现加工表面材料的均匀去除。
4.因此,以提高加工效率,降低成本为目标,并能快速达到阀座零件底面加工的平面度要求,结合双面研磨设备上下研磨盘能同时加工的特点,设计一种基于双面研磨设备的四通阀阀座底面的高效高精度加工方法。
技术实现要素:
5.本发明是为了克服上述现有技术中的缺陷,提供—种四通阀阀座底面的高效高精度加工方法,能克服现有的阀座加工效率低及加工过程中材料去除不均匀的问题。
6.为了达到以上目的,本发明所采用的技术方案是:一种四通阀阀座底面的高效高精度加工方法,包括以下步骤:步骤a:固着磨粒陶瓷上研磨盘与固着磨粒陶瓷下研磨盘构成双面研磨机器,观察固着磨粒陶瓷上研磨盘与固着磨粒陶瓷下研磨盘是否分离,若固着磨粒陶瓷上研磨盘与固着磨粒陶瓷下研磨盘处于贴合状态,则通过控制面板控制固着磨粒陶瓷上研磨盘上升至最高位置;步骤b:将双面行星轮夹具的一面朝上,阀座零件按照双面行星轮夹具上工件槽的位置一个一个安装在工件槽中;步骤c:等该面所有工件槽中均安装好阀座零件后,利用圆形挡板盖在安装好阀座零件的双面行星轮夹具上,避免双面行星轮夹具翻面时阀座零件掉出,将双面行星轮夹具中安装阀座零件的那一面连同圆形挡板一同朝下;步骤d:将双面行星轮夹具上的啮合齿轮与太阳轮、齿圈相啮合,将齿圈、双面行星轮夹具和太阳轮一体结构布设在双面研磨机器中,推出圆形挡板,使安装在双面行星轮夹具中的阀座零件与固着磨粒陶瓷下研磨盘接触,双面行星轮夹具的一面安装完毕;步骤e:双面行星轮夹具没有安装阀座零件的另一面朝上,将阀座零件按照工件槽位置安装在这一面中,这样双面行星轮夹具的上下两面均安装好阀座零件;
步骤f:操作控制面板,控制固着磨粒陶瓷上研磨盘下降到与阀座零件接触,设置好研磨加工的加工参数,包括研磨载荷,太阳轮、齿圈、固着磨粒陶瓷上研磨盘、固着磨粒陶瓷下研磨盘的转速以及时间等,进行研磨加工。
7.作为本发明的一种优选方案,所述行双面星轮夹具的尺寸大小通过太阳轮与齿圈的模数、齿数以及厚度来确定。
8.作为本发明的一种优选方案,所述齿圈、双面行星轮夹具和太阳轮三者位于同一水平面。
9.作为本发明的一种优选方案,所述双面行星轮夹具上下面工件槽的形状和尺寸与阀座零件的形状和尺寸相适配;所述阀座零件高度尺寸大于工件槽高度尺寸,阀座零件底面高于双面行星轮夹具的表面并与之平行。
10.作为本发明的一种优选方案,所述工件槽上均布设有三个通孔,所述三个通孔的尺寸和位置与阀座零件上的三个通孔所对应。
11.作为本发明的一种优选方案,所述固着磨粒陶瓷上研磨盘、固着磨粒陶瓷下研磨盘、太阳轮和齿圈均由独立电机控制。
12.作为本发明的一种优选方案,所述双面行星轮夹具的自转与公转速度通过太阳轮和齿圈的转速来控制。
13.作为本发明的一种优选方案,所述固着磨粒陶瓷上研磨盘研磨双面行星轮夹具上侧阀座零件底面,固着磨粒陶瓷下研磨盘研磨双面行星轮夹具下侧的阀座零件底面,上下研磨盘同时对上下两侧的阀座零件进行研磨加工。
14.作为本发明的一种优选方案,所述固着磨粒陶瓷上研磨盘、固着磨粒陶瓷下研磨盘的磨料为氧化铝。
15.作为本发明的一种优选方案,所述双面行星轮夹具两面的工件槽不互通,行星轮夹具上的工件槽大于6个。
16.本发明的有益效果是:1、本发明单次加工的阀座数量是传统单面研磨加工的两倍,提高加工效率。
17.2、本发明固着磨粒陶瓷上下研磨盘的转速、磨料、粒度均可以单独控制,可以控制双面行星轮夹具上方的阀座零件与下方的阀座零件在不同的条件下分开加工,完成实际工作中的不同需求。
18.3、本发明的阀座零件在行星轮夹具中既能围绕太阳轮的中心轴公转,又能围绕行星轮夹具的中心轴进行自转,研磨轨迹更加复杂均匀,有利于阀座零件底面材料的均匀去除。
附图说明
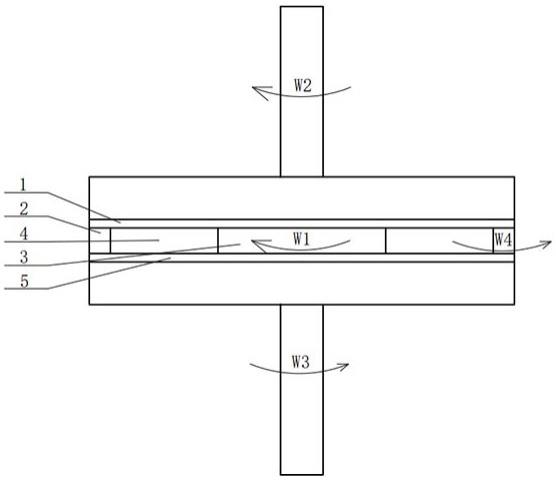
19.图1是本发明的结构示意图;图2是双面行星轮夹具的俯视图;图3是双面行星轮夹具的剖视图;图中附图标记:1、固着磨粒陶瓷上研磨盘,2、齿圈,3、太阳轮, 4、双面行星轮夹具, 5、固着磨粒陶瓷下研磨盘, 41、啮合齿轮,42、工件槽,43、通孔,44、行星轮夹具表面。
具体实施方式
20.下面结合附图对本发明实施例作详细说明。
21.如图1-3所示,一种四通阀阀座底面的高效高精度加工方法,包括以下步骤:步骤a:固着磨粒陶瓷上研磨盘1与固着磨粒陶瓷下研磨盘5构成双面研磨机器,观察固着磨粒陶瓷上研磨盘1与固着磨粒陶瓷下研磨盘5是否分离,若固着磨粒陶瓷上研磨盘1与固着磨粒陶瓷下研磨盘5处于贴合状态,则通过控制面板控制固着磨粒陶瓷上研磨盘1上升至最高位置;步骤b:将双面行星轮夹具4的一面朝上,阀座零件按照双面行星轮夹具4上工件槽42的位置一个一个安装在工件槽42中;步骤c:等该面所有工件槽42中均安装好阀座零件后,利用圆形挡板盖在安装好阀座零件的双面行星轮夹具4上,避免双面行星轮夹具4翻面时阀座零件掉出,将双面行星轮夹具4中安装阀座零件的那一面连同圆形挡板一同朝下;步骤d:将双面行星轮夹具4上的啮合齿轮41与太阳轮3、齿圈2相啮合,将齿圈2、双面行星轮夹具4和太阳轮3一体结构布设在双面研磨机器中,推出圆形挡板,使安装在双面行星轮夹具4中的阀座零件与固着磨粒陶瓷下研磨盘5接触,双面行星轮夹具4的一面安装完毕;步骤e:双面行星轮夹具4没有安装阀座零件的另一面朝上,将阀座零件按照工件槽42位置安装在这一面中,这样双面行星轮夹具4的上下两面均安装好阀座零件;步骤f:操作控制面板,控制固着磨粒陶瓷上研磨盘1下降到与阀座零件接触,设置好研磨加工的加工参数,包括研磨载荷,太阳轮3、齿圈2、固着磨粒陶瓷上研磨盘1、固着磨粒陶瓷下研磨盘5的转速以及时间等,进行研磨加工。
22.双面行星轮夹具4的尺寸大小通过太阳轮3与齿圈2的模数、齿数以及厚度来确定。齿圈2、双面行星轮夹具4和太阳轮3三者位于同一水平面,有利于双面研磨机器有选择性地研磨阀座零件,而不损伤齿圈2、双面行星轮夹具4和太阳轮3。
23.将双面行星轮夹具4设计成一种加工阀座零件底面的工装夹具。根据阀座零件的形状和尺寸在双面行星轮夹具4的上下面加工合适的工件槽42,双面行星轮夹具4上下面工件槽42的形状和尺寸与阀座零件的形状和尺寸相适配,方便阀座零件快捷安装;所述阀座零件高度尺寸大于工件槽42高度尺寸,阀座零件底面高于行星轮夹具表面44并与之平行,双面研磨机器研磨时只与阀座零件底面接触,而不与双面行星轮夹具4接触。
24.工件槽42上均布设有三个通孔43,所述三个通孔43的尺寸和位置与阀座零件上的三个通孔所对应,三个通孔43可以使冷却液从固着磨粒陶瓷上研磨盘1顺利流到固着磨粒陶瓷下研磨盘1,将研磨过程中的碎屑及时清理,从而保证研磨的精度。
25.固着磨粒陶瓷上研磨盘1、固着磨粒陶瓷下研磨盘5、太阳轮3和齿圈2均由独立电机控制,可以控制行星轮夹具上方的阀座零件与下方的阀座零件在不同的条件下分开加工,完成实际工作中的不同需求;双面行星轮夹具4的自转与公转速度通过太阳轮3和齿圈2的转速来控制。
26.固着磨粒陶瓷上研磨盘1研磨双面行星轮夹具4上方阀座零件底面,固着磨粒陶瓷下研磨盘5研磨双面行星轮夹具4下方阀座零件底面,上下研磨盘同时对上下两侧的阀座零件进行研磨加工。固着磨粒陶瓷上研磨盘1、固着磨粒陶瓷下研磨盘5的材料为氧化铝。
27.双面行星轮夹具4两面的工件槽42不互通,避免上下阀座零件之间的干涉,为了提高阀座零件之间的加工效率,双面行星轮夹具4上的工件槽42大于6个。
28.本发明阀座零件在双面研磨机器中既能绕太阳轮的中心轴公转又能绕行星轮夹具的中心轴自转,研磨轨迹更加复杂均匀,提高加工精度,行星轮夹具的上下面都安装阀座零件,提高了单次加工的构件数量,提高生产效率。
29.本实施例中,此次双面研磨的加工对象为不锈钢阀座,行星轮夹具上下面装满共需要16块阀座零件,随机抽取4个工件,利用三坐标仪测量阀座底面的初始平面度,测量后的平均平面度为42.5um。
30.在加工前利用纱布和酒精对表面进行擦拭,去除掉表面存在的灰尘及其他杂质,将阀座零件根据工件槽42安装在双面行星轮夹具4中,通过控制面板设置有关参数如下:固着磨粒陶瓷上研磨盘1转速:15rpm、固着磨粒陶瓷下研磨盘5转速:15rpm、太阳轮3转速:13.5rpm、齿圈2转速:22.5rpm、磨粒为800目的氧化铝、研磨时间:3min、研磨载荷:2.7kg/cm2。加工好后的阀座零件利用酒精和纱布进行擦拭,再通过三坐标仪测量加工后的表面平面度。
31.研磨前工件平均平面度42.5um,研磨后工件平均平面度14um。证明该加工方法对于阀座零件表面精度的改善具有一定效果,且单块双面行星轮夹具4单次加工阀座的数量达32块,大大提高了阀座零件的加工效率。
32.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现;因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
33.尽管本文较多地使用了图中附图标记:1、固着磨粒陶瓷上研磨盘1,2、齿圈,3、太阳轮, 4、行星轮夹具, 5、固着磨粒陶瓷下研磨盘, 41、啮合齿轮,42、工件槽,43、通孔,44、行星轮夹具表面等术语,但并不排除使用其它术语的可能性;使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1