一种低温条件下在线热处理百米钢轨的制造方法与流程
1.本发明属于金属材料技术领域,主要涉及一种在低温条件下在线热处理百米钢轨制造方法。
背景技术:
2.全国铁路营业里程持续增长,由12.1万公里增加到14.63万公里,增长20.9%;高速铁路由1.98万公里增加到3.79 万公里,接近翻倍,“四纵四横”高铁网提前建成,“八纵八横”高铁网加密成型。
3.钢轨直接承受车轮传递的列车及其载荷质量,并引导列车的行进方向。与普通线路相比,客运专线、高速列车及重载列车对钢轨的安全性要求极为苛刻。钢轨不仅要承受机车、车辆的压力,还要承受列车高速运行所带来的冲击载荷,因此钢轨需要足够的强度、硬度、韧性以及良好的焊接性能。要适应铁路重载、高速的需求,除增加钢轨单重外,还要提高综合性能,要求更高的强韧性、耐磨性、抗压溃性和抗脆断性。
4.在线热处理钢轨相比热轧钢轨可以提高钢轨的强韧性、耐磨性和使用寿命,目前国内外生产厂家普遍采用钢轨轧后直接冷却的在线热处理工艺。由于国内北方地区冬季气温较低,无法满足生产在线热处理钢轨对环境温度的工艺要求。在冬季较低的气温下,厂房内温度也较低,当气温低于-10℃时,进入淬火机组的百米钢轨末端温度要降低约80℃,不能保证进入淬火机组的百米钢轨末端温度≥700℃,而且淬火机组的喷风温度也随之降低。由此导致不能满足生产在线热处理钢轨工艺技术要求,钢轨表面出现快冷转变的组织异常,在此期间无法组织生产在线热处理钢轨,影响在线热处理钢轨产能。
5.申请号为cn201910821770.5的中国专利公开了一种高速铁路用在线热处理钢轨及其制造方法,该钢轨的成分按重量百分比计如下: c:0.68%~0.78%,si:0.30%~0.58%,mn:0.50%~0.80%,p≤0.025%, s≤0.015%,cr:0.10%~0.40%,v:0.02%~0.05%,余量为fe和不可避免的杂质。生产方法包括冶炼—连铸—再加热—钢轨轧制—在线热处理—矫直;在线热处理工艺为:空冷至钢轨轨头表面温度700~ 750℃,之后分两个阶段进行冷却。采用该发明技术方案生产的钢轨抗拉强度≥1080mpa,延伸率≥11%,硬度≥330hb。该专利的实现需要热处理之前钢轨轨头表面温度空冷至700~750℃。在0℃以下环境温度中,不能保证进入在线热处理机组时钢轨轨头表面温度在 700℃以上,而且热处理喷风温度也较低,无法满足生产在线热处理钢轨对环境温度的工艺要求。
6.申请号为cn202010478646.6的中国专利公开了一种钢轨高效热处理生产方法及由该方法制得的钢轨,该生产方法包括对热轧后的钢轨进行在线加速冷却处理,钢轨通过热处理冷却机组的运行速度控制在1.5~2.0m/s,起始冷却温度为720~800℃,且对钢轨采用阶段式冷却,第一阶段,轨头加速冷却速度为9~11℃/s,冷却时间为10~ 14s;第二阶段,轨头加速冷却速度为2~5℃/s,冷却时间为40~50s;第三阶段,轨头不加速冷却,轨底加速冷却速度为1~2℃/s,冷却时间为20~26s,随后停止加速冷却,自然冷却至室温。该方法通过提高钢轨热处理机组运行速度,合理控制钢轨冷却强度和冷却时间,使得热处理钢
轨生产节奏与轧制节奏匹配,有效提高生产效率,同时提高钢轨头尾部性能的稳定性。该专利的实现需要起始冷却温度为 720~800℃。在0℃以下环境温度中,不能保证进入在线热处理机组时钢轨轨头表面温度在720℃以上,而且热处理喷风温度也较低,无法满足生产在线热处理钢轨对环境温度的工艺要求。
7.申请号为cn202010339407.2的中国专利涉及一种百米热处理钢轨头尾温度控制方法;包括铸坯加热工序、万能机组轧制工序和热处理工序,所述铸坯加热工序,控制钢轨铸坯尾部加热温度、均热温度比铸坯头部加热温度、均热温度分别高出20~40℃;所述万能机组轧制工序,万能机组轧辊冷却水采用间歇性喷水,即在钢轨咬入时关掉冷却水,待钢轨咬入后再开启冷却水。本发明可将百米钢轨轧制完成后、在线热处理钢轨冷却开始时,钢轨头部温度与钢轨尾部温度差控制在20℃以内,钢轨通长温度波动控制在30℃以内。该专利的实现需要铸坯加热工序可以实现分区控制加热温度,并且轧制工序可以实现间歇性喷水冷却。对生产设备的功能要求较高,不具备广泛的应用性,而且在0℃以下环境温度中,热处理喷风温度也较低,无法满足生产在线热处理钢轨对环境温度的工艺要求。
8.申请号为cn202010566759.1的中国专利公开了一种降低热处理钢轨头部低温区长度的方法,属于钢轨轧制生产领域。钢轨热处理方式为在线全长余热淬火,包括轧制、感应加热、冷却环节。钢轨在感应加热前以设定的目标速度v0行进。当钢轨头部行进至感应加热的位置时,行进速度降至v1。在钢轨头部低温区通过感应加热过程中,钢轨行进速度逐步增大至v0。v1值的大小是v0的0.5~0.8倍,v1逐步增大至v0方式为线性增加。本发明可有效降低热处理钢轨头部低温区长度,使头部低温区长度控制在4m以内。该专利的实现需要对钢轨头部进行感应加热,对钢轨头部补充额外损失的热量。使头部低温区长度控制在4m以内,不能提高钢轨全长温度,而且在0℃以下环境温度中,热处理喷风温度也较低,无法满足生产在线热处理钢轨对环境温度的工艺要求。
9.申请号为cn202011262058.5的中国专利公开了一种提高热处理钢轨头尾温度均匀性的方法,属于钢轨轧制生产领域。钢轨热处理方式为在线全长余热淬火,包括轧制、感应加热、冷却环节;在钢轨热处理冷却过程中动态调整冷却介质压力,当钢轨头部到达冷却出口处时,冷却介质压力从初始设定值开始以线性方式降低,当钢轨尾部完全通过冷却出口时,冷却介质压力减小至目标值。本发明可有效控制热处理钢轨头尾温差,使热处理后钢轨头尾部温差控制在20℃以内,提高钢轨头尾组织性能的均匀性。该专利的实现需要在钢轨热处理冷却过程中动态调整冷却介质压力,同时需要增加感应加热生产流程,影响生产节奏。在0℃以下环境温度中,热处理喷风温度也较低,无法满足生产在线热处理钢轨对环境温度的工艺要求。
技术实现要素:
10.本发明的目的为解决在气温<0℃环境条件下,由于环境温度较低,不能满足生产在线热处理钢轨的技术条件,无法生产在线热处理钢轨的问题,提供一种在线热处理百米钢轨的制造方法,通过合理提高加热温度,改变二次除磷方式,控制热处理机组的喷风补偿温度,配合动态调整钢轨的冷却速度,以实现在气温较低的条件下生产百米在线热处理钢轨。
11.具体的技术方案为:
12.为实现上述目的,本发明公开了一种在低温条件下生产在线热处理百米钢轨的方法。所采用的生产工艺为:冶炼
→
方坯连铸
→
方坯加热
→
轧制
→
在线热处理
→
矫直
→
探伤
→
检查
→
包装入库,其中:
13.(1)方坯加热工序:过高的加热温度可能造成方坯过热或过烧、加重烧损,当环境温度≥0℃时,方坯的均热温度控制在1220~1250℃。当-7℃≤环境温度<0℃条件下,控制方坯均热温度提高50~70℃,即均热温度控制在1270~1320℃;当-14℃≤环境温度<-7℃条件下,控制方坯均热温度提高60~80℃,即将均热温度控制在1280~1330℃;当-21℃≤环境温度<-14℃条件下,控制方坯均热温度提高70~90℃,即将均热温度控制在1290~1340℃。
14.(2)轧制工序,目前钢轨进入万能轧机前还要经过二次高压水除磷装置对钢轨表面进行除磷。由于此工序的轧制时间较长,大量的冷却水持续喷淋到钢轨表面上,导致钢轨温降较大。针对钢轨在万能轧机轧制过程中温降较大的问题,改变二次高压水除磷方式,在环境温度<0℃条件下,关闭二次高压水除磷装置,采用喷吹高压空气的方式进行二次除磷,以减少钢轨的温降,保证进入淬火机组时百米钢轨末端的温度≥640℃。
15.(3)在线热处理工序,根据天气温度变化情况,控制在线热处理机组的喷风补偿温度,配合动态调整钢轨的冷却速度。当-7℃≤环境温度<0℃条件下,控制热处理机组的喷风补偿温度为10~20℃,冷却速度均值为9.0~11.0℃/s;当-14℃≤环境温度<-7℃条件下,控制热处理机组的喷风补偿温度为20~30℃,冷却速度均值为7.0~ 9.0℃/s;当-21℃≤环境温度<-14℃条件下,控制热处理机组的喷风补偿温度为30~40℃,冷却速度均值为5.0~7.0℃/s。
16.在不增加生产流程的前提下,通过控制热处理机组的喷风温度补偿方法,配合动态调整钢轨的冷却速度,可以使进入淬火机组时百米钢轨末端的温度控制至640℃,同时通过方坯加热工序和轧制工序的协调优化设计,生产在线热处理钢轨不再受环境温度的制约。
17.通过上述在线热处理方式可以实现在气温处于低温条件下生产百米在线热处理钢轨,经过上述生产工艺制造的百米在线热处理钢轨具有如下特点:
18.抗拉强度≥1200mpa;延伸率≥10%;钢轨踏面硬度≥370hb;显微组织为珠光体组织。
19.有益效果:
20.本发明同现有技术相比,有益效果如下:
21.(1)本发明通过合理提高加热温度,改变万能轧机二次除磷的方式,控制热处理机组的喷风补偿温度,配合动态调整钢轨的冷却速度,可以实现在环境温度<0℃条件下生产在线热处理百米钢轨。
22.(2)本发明通过各个生产工序的协调优化设计,生产制造的百米在线热处理钢轨的抗拉强度≥1200mpa;延伸率≥10%;钢轨踏面硬度≥370hb;显微组织为珠光体组织,无马氏体和贝氏体等异常组织,各项性能指标均满足标准要求。
附图说明
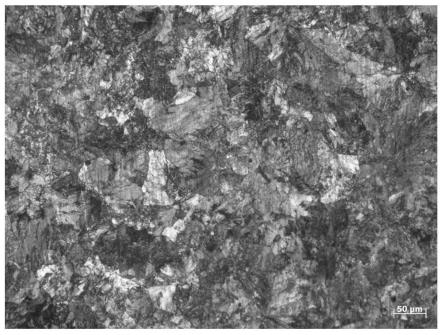
23.图1u75v钢轨金相组织照片x200;
图2u75v钢轨金相组织照片x500,钢轨组织为珠光体,无马氏体和贝氏体等异常组织。
具体实施方式
24.以下实施例用于具体说明本发明内容,这些实施例仅为本发明内容的一般描述,并不对本发明内容进行限制。
25.本发明实施例根据技术方案设计,进行60kg/m u75v钢轨加热、轧制、在线热处理。本发明实施例钢轨的主要工艺参数见表1。本发明实施例钢轨的性能见表2。
26.表1本发明实施例钢轨的主要工艺参数
[0027][0028]
表2本发明实施例钢轨的性能
[0029][0030]
由表1~2可见,采用本发明技术方案在低温条件下生产的在线热处理百米钢轨,抗拉强度≥1200mpa;延伸率≥10%;钢轨踏面硬度≥370hb,具有优良的强韧性和耐磨性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1